轧钢加热炉垫块的选型应用及发展趋势
2019-10-17赵俣马光宇刘常鹏张天赋
赵俣,马光宇,刘常鹏,张天赋
(鞍钢集团钢铁研究院,辽宁 鞍山114009)
轧钢加热炉垫块一直作为加热炉的重要部件之一受到国内外热工专家的关注。随着科学技术的进步,国内外轧钢加热炉逐渐向科技化、节能化、高效化发展,垫块的演变从普通材质到耐热合金,从垫块的普通焊接到压块复合连接[1],并采取了多种选型安装方式,围绕如何降低钢坯黑印温差展开的研究主要有两大趋势[2],其一是侧重点趋于水梁,用无水冷滑轨替代水梁[3-4],此方式价格过高,且高温下容易氧化起皮,不耐磨,抗热震性较差,投资风险高;其二是侧重点趋于垫块,此方式侧重于增大垫块高度且垫块交错布置,显然对垫块材质及安装精度要求很高[2]。针对上述问题,结合鞍钢加热炉现状,对垫块选型安装进行优化改造,不但投资费用小,而且能减少黑印温差,提高加热质量,经济效益显著,本文对此加以介绍。
1 垫块选型应用现状
1.1 垫块材质
加热炉垫块顶部温度的高低主要取决于垫块材质的导热系数δ的大小[4-6],目前,在冶金工业的加热炉中,常用的垫块材质主要有钴基合金系列(如 Co-50、Co-40、Co-20 等)和镍铬合金系列(如Cr25Ni20、Cr25Ni31WNbRe、4Cr28Ni48W5 等)两种。
由于炉型、坯料规格、加热温度及温差的不同,垫块材质的选择也有所不同。同时,在选材上应结合耐磨性、高温抗氧化性以及高温力学性能,使其既要满足使用的要求,又需避免材质的浪费[7]。值得一提的是,首钢1580热轧加热炉上应用的高温金属玻璃耐热垫块,在硅钢加热炉上已经大量使用,取得了非常理想的效果。
1.2 垫块外形
在实际应用中,加热炉垫块的外形方面重点是针对垫块面压和高度两方面进行设计[8-9]。垫块对其面压有很高的要求,如面压过大会给钢坯造成无法消除的压痕,且高温下垫块易压塌,影响使用寿命;而面压过小,垫块过重,也比较浪费,因此垫块的面压应根据不同的炉温来确定合适的值[7]。针对供热段部位的不同,垫块高度也不相同,例如预热段的垫块高度为70 mm,加热段的垫块高度为85 mm,均热段的垫块高度为110 mm。因此,垫块的高度应根据不同的炉温来确定合适的值。在兼顾这两方面的前提下,目前在冶金工业中应用的垫块大致形状都选用长方体、异型长方体、偏心长方体等[1],图1为异型长方体加热炉垫块外形结构。

图1 异型长方体加热炉垫块外形结构
1.3 垫块安装
目前,在冶金工业加热炉上应用的水梁垫块安装方式有两种,一种是骑卡式安装方式,如图2(a)所示,这种安装方式的垫块外形通常是长方体,长方体垫块通常沿水梁水管中心线两侧交错布置,布置好以后用四个压块将垫块焊接固定;另一种是焊接式安装方式,如图2(b)所示,这种安装方式的垫块外形通常是长方体或圆柱体,长方体或圆柱体垫块通常沿水梁水管中心线居中布置,布置好以后将长方体或圆柱体垫块四周与水管焊接成一体。
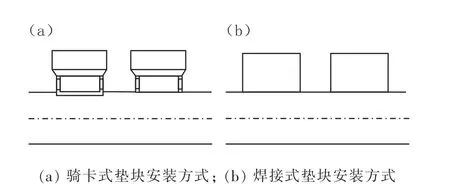
图2 水梁垫块安装方式示意图
2 垫块损坏原因及应用存在的问题
2.1 垫块损坏原因
连铸钢坯均有一定程度的挠度或侧弯,经实测,长度为10~15 m的钢坯,其侧弯为50~60 mm,即加热炉内不是所有垫块都承受压力,即使与钢坯接触的垫块也不是整个工作面都承受压力,而设计时是按全部垫块都承压考虑的,因此部分垫块承压将超过它的最大使用强度,垫块工作面会产生塑性变形,出现顶面凹坑或棱角变形等缺陷。钢坯脱落的氧化铁皮在缺陷处堆积并长大,这些凸起的氧化铁皮将钢坯下表面顶出铬印等质量缺陷,造成产品质量异议和生产故障,图3为鞍钢1700热轧加热炉由于垫块问题造成的钢坯下表面铬印缺陷图片。

图3 鞍钢1700热轧加热炉钢坯下表面铬印缺陷
2.2 垫块在实际应用中存在的问题
2.2.1 垫块材质存在的问题
目前普遍应用的耐热合金垫块是钴基合金材质,主要以Co-50、Co-40以及Co-20为主,熔点在1 380~1 420℃,其金相组织均为奥氏体,在1 100℃以上时奥氏体组织的抗压强度等力学性能迅速下降,垫块在钢坯的压力下会产生塑性变形,导致垫块异常磨损及表面氧化铁皮结瘤、鼓包。
2.2.2 垫块安装存在的问题
骑卡式垫块的缺点是当加热炉装钢定位不准或水梁运行出现跑偏故障时,钢坯会与水梁垫块部位发生刮碰,由于骑卡式垫块是用四个压块将其焊接固定,因此,安装固定的强度不够,当发生刮碰撞击时,垫块很容易脱落,垫块脱落的同时,水梁包扎材料也不同程度的遭到破坏,水梁裸露部位极易造成爆管设备事故,并且裸管对加热钢坯质量也有相当大的影响[10]。
无论对于旧黑印还是新黑印,骑卡式垫块都要明显好于焊接式垫块。骑卡式垫块在新黑印处的温差约为焊接式垫块的一半,对黑印的改善效果非常明显;旧黑印虽然从温差上看两者相差不大,但骑卡式垫块钢坯中心的低温区处旧黑印远比焊接式垫块要轻得多[2]。
3 新型垫块发展趋势
为了解决传统钴基垫块由于表面氧化铁皮结瘤、鼓包对钢坯下表面产生的不良影响和垫块本体直接与水管接触造成水梁黑印温差大的问题,设计研发一种全新的垫块材质及安装方式,既能实现垫块安装的稳定性,又能提高垫块抗压强度,达到消除钢坯加热时的质量缺陷,减少水梁黑印温差的目的。
3.1 新型垫块材质发展概况
试验研究发现[4-6],金属玻璃的熔点高达1750℃,在1 500℃仍能保持极高的抗压强度和优秀的抗氧化性能。表1为通过氧化层晶相分析和高温试验炉检测出的钴基垫块与金属玻璃垫块性能对比数据,由于金属玻璃的高温强度和高温硬度极高,且金相组织为玻璃结构,因此垫块表面不粘结氧化铁皮,垫块表面的氧化铁皮极易清理,完美解决了垫块表面氧化铁皮结瘤、鼓包对钢坯下表面产生的不良影响。

表1 钴基垫块与金属玻璃垫块性能对比数据
2009年,金属玻璃垫块在首钢1580热轧加热炉(最高炉温为1 420℃)投入使用,至今运行近十年,经过检验,垫块的外观(如棱角表面等)质量无任何损伤,垫块的几何尺寸也几乎达到了零磨损,其磨损情况检验对比如表2所示。目前,鞍钢2150热轧加热炉(见图4)和武钢2250热轧加热炉也开始批量试用,且使用效果良好。

表2 垫块磨损情况检验对比

图4 鞍钢2150线加热炉试用金属玻璃垫块
3.2 新型垫块安装方式及发展趋势
金属玻璃垫块的研制开发虽然解决了传统钴基合金垫块在使用中遇到的诸多问题,但安装应用时依然采用骑卡式的安装方式。采用骑卡式安装方式时,会存在安装强度低和抗震性差的缺点。因此,如何解决上述缺点将是未来新型垫块发展过程中亟需解决的关键技术难题。需要研制开发一种全新的垫块安装方式,既能实现垫块安装的稳定性,又能提高其使用寿命,达到减少水梁黑印温差的效果。
在炉温1 300℃,水管内壁250℃的条件下,以垫块顶部为绝热边界条件,改变垫块高度,使其从80 mm变成120 mm。随着垫块高度增加,垫块顶部平均温度也逐渐增加,但增加幅度逐渐减小[11-12],而传统钴基合金垫块在1 300℃时最大使用强度只有0.98 MPa,当高度超过120 mm时,钴基合金垫块将无法承受。金属玻璃垫块在1 300℃时,最大使用强度为4.41 MPa,因此,高温金属玻璃卓越的性能为设计制造复合垫块提供了保证。
结合焊接式垫块安装稳定性强和高温金属玻璃垫块的卓越性能,北京科大京都高新技术公司设计研发一种复合垫块,在金属玻璃垫块与底座之间使用隔热材料垫片进行隔离,底座四周采用堆焊焊条将其焊接在水梁管上,设计构思图如图5所示。
目前,复合垫块正处于工业试验阶段,如果应用效果良好,将会消除垫块受水冷的影响,从而大幅度提高钢坯的加热质量,达到节能降耗的效果。

图5 复合垫块设计构思图
4 结语
轧钢加热炉新型垫块的研制与开发一直被冶金行业广泛关注,随着耐热材料和安装技术的进步,由高温金属玻璃、隔热材料垫片以及耐热合金底座组成的复合垫块是未来发展的新趋势。选择隔热性能最优的轻质耐火材料和焊接稳定性最好的底座材质,应不仅技术上合理,而且经济上也必须合算,从而消除加热炉垫块受水冷的影响,大幅提高钢坯加热质量,达到节能降耗的效果。