楔横轧非对称轴类件的可行性分析
2012-08-01彭文飞焦思佳束学道张康生
彭文飞,焦思佳,束学道,张康生
(1.宁波大学 机械工程与力学学院,浙江 宁波,315211;2.北京科技大学 机械工程学院,北京,100083)
随着交通运输业的快速发展,各种轴类零件的需求量与日俱增,尤其是沿长度方向上非对称的大型轴类件,在铁路车辆用车轴和汽车用轴等行业有广泛的应用需求。楔横轧是一种轴类零件成形新工艺,是生产轴类件的最佳工艺之一,具有生产效率高、显著节材等优点[1]。非对称的轴类件根据楔横轧工艺可分为两侧轧制轴段断面收缩率不同或者断面收缩率相同而展宽长度不同2种类型[2]。传统楔横轧非对称轴类件是使非对称轧制转化为对称轧制[3-6],对于长度较大的非对称轴类件,由于受到安装模具芯轴长度的限制,无法在现有的设备上实现对称轧制。也就是说,无法实现一付模具生产偶数件非对称轴类件。因此,楔横轧非对称轴的成形方法为尺寸不同的变形区段选取不同的工艺参数组合起来进行轧制,通过轧制不同变形区段的组合,使不对称件单件轧制成形[7]。非对称的楔横轧存在局部轴向力不平衡问题。若不平衡轴向力过大,轧件会产生轴向窜动、台阶缺肉和轧件重皮等缺陷[8-10]。要解决此类缺陷,思路之一为通过工艺参数的选择来解决局部轴向力的不平衡问题。由于非对称轴的多样性,工艺参数的选择受起楔点的位置、轧件的旋转条件、心部质量条件等限制,工艺参数的选择范围缩小,无法完全通过工艺参数的选择来满足轴向力平衡。若轴向力不能平衡,轧件将轴向窜动。思路之二为非对称轧制的模具设计,考虑轧件的轴向窜动量的补偿,从而轧制出合格的非对称轴类件。因此,楔横轧非对称轴是否可行,关键在于轴向力与轴向窜动量能否被精确测量。在此,本文作者建立非对称与对称的有限元模型,通过数值模拟与实验相结合的方法,对楔横轧非对称轴的可行性进行了分析。
1 有限元模型的建立及边界条件
1.1 力学模型
绝大多数非对称轴的楔横轧成形可以转化为图1所示的非对称产品的成形。非对称轧制时,若工艺参数选择不合理,截面A与截面B处的轴向力不相等,则会产生局部轴向力不平衡问题[11]。

图1 非对称轴(单位:mm)Fig.1 Asymmetric shaft
局部轴向力的不平衡问题可以转换为对称轧制来解决。将轴向力的获得简化为如图2所示的力学模型。有限元建模时,在截面A与截面B处分别施加约束。有限元模拟后,得到对称轧制时的轴向力。选用截面A与截面B处的轴向力相等时的工艺参数组合进行非对称轧制时,就能轧制出合格的非对称轴类件,无切台、轴向窜动等缺陷。

图2 对称轧制力学模型Fig.2 Mechanical model of symmetric rolling
1.2 有限元模型的建立
楔横轧有限元建模的文献很多[12-14],非对称轧制有限元模型的建立,除了借鉴文献[12-14]的相应假设和设定相关边界条件,还需做如下的假设和边界条件设定:
(1)楔入段是一个复杂、短暂的过程。为研究方便,忽略楔入段的影响。
(2)在轴向力大的一侧,模具让出中间台阶的窜动空间。
建立的非对称轧制有限元模型如图3所示。参考文献[13]的假设建立的对称轧制有限元模型如图4所示。
图3 楔横轧非对称轧制有限元模型Fig.3 FE model of asymmetric cross wedge rolling

图4 楔横轧对称轧制有限元模型Fig.4 FE model of symmetric cross wedge rolling
2 轴向力因素分析及实验
2.1 轴向力因素分析
楔横轧成形过程中,轴向力是许多因子的复杂函数。这些因子主要包括:成形角、展宽角、断面收缩率、轧辊直径、轧辊转速和轧制温度等。为了研究楔横轧非对称轴类件的需要,选择轧件直径、成形角、展宽角和断面收缩率4个影响轴向力的重要因素进行研究[15]。
2.1.1 轧件直径对轴向力的影响
在不同成形角下轴向力与轧件直径的关系如图5所示。其中:α为成形角;β为展宽角;Ψ为断面收缩率;t为温度;d为轧件直径。从图5可知:轴向力随轧件直径的增大成二次函数关系递增。直径增大,接触面积显著增大,而接触面内单位压力的变化远小于接触面积的变化,所以斜面接触区的正压力增大,进而使作为正压力分力的轴向力增加;直径增大,瞬时展宽量增加,导致瞬时压下量和总压下量增大,瞬时变形程度增大,使变形抗力提高。综上所述,直径越增大,轴向力越增大。
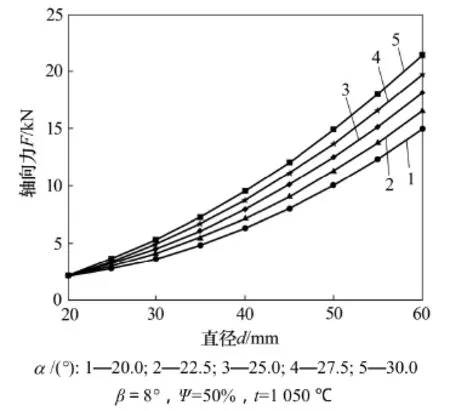
图5 在不同成形角下轴向力与轧件直径的关系Fig.5 Relationship between axial force and diameter of part in different forming angles
2.1.2 断面收缩率对轴向力的影响
在不同直径下轴向力与断面收缩率的关系如图6所示。从图6可以看出:轴向力随断面收缩率的增加而增大,增大的趋势为近似线形关系。断面收缩率增大,斜面接触区的单位压力增大,斜面的轴向投影面积和斜面的径向投影面积都随之增加。但是,模具对斜面的正压力增大的同时,金属的轴向延伸阻力也增加。而正压力的轴向分力的增大速度较轴向延伸阻力的增加速度快;断面收缩率的增大,导致瞬时压下量下降,降低了变形抗力,轴向力又有下降的趋势,但对轴向力的影响不大。综上所述,断面收缩率增大,轴向力增大。
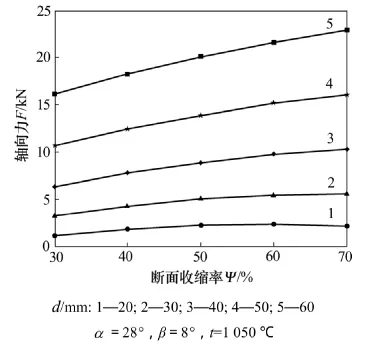
图6 在不同直径下轴向力与断面收缩率的关系Fig.6 Relationship between axial force and area reduction in different diameters of part
2.1.3 成形角对轴向力的影响
在不同直径下轴向力与成形角的关系如图7所示。从图7可知:轴向力随成形角的增大线性增加。接触区单位压力随成形角增大而降低,斜面轴向投影面积随成形角的增大而增大,而斜面径向投影面积大幅度减小,轴向延伸阻力减小,故作用于接触面上正压力的轴向分力增加,轴向力增大;径向投影面积随成形角的增大而减小,意味着成形角增大,轴向延伸阻力减小;综上所述,成形角增大,轴向力增大。

图7 在不同直径下轴向力与成形角的关系Fig.7 Relationship between axial force and forming angle in different diameters of part
2.1.4 展宽角对轴向力的影响
在不同直径下轴向力与展宽角的关系如图8所示。从图8可知,轴向力随展宽角的增加线性减小。展宽角越大,接触区径向投影面积增大越多,轴向延伸阻力加大,轴向力下降越显著。因此,展宽角增加,轴向力减小。

图8 在不同直径下轴向力与展宽角的关系Fig.8 Relationship between axial force and spread angle in different diameters of part
根据以上分析可知,在非对称轧制中,为使轴向力平衡,成形角大的一侧选用大的展宽角,成形角小的一侧选用小的展宽角。
2.1.5 轴向力影响因素综合分析
通过工艺参数对楔横轧轴向力影响因素的分析可知,各因素在不同程度影响轴向力。为得到各因素对轴向力的影响主次,引入无量纲影响因子λ和影响系数η,且定义为:

式中:Xi为影响因素值;X0为影响因素初值;Yi为轴向力;Y0为轴向力初值。
轴向力影响因子与影响系数的关系如图9所示。从图9可知:在选取的工艺参数范围内,影响轴向力的4个因素中,轧件的直径影响最大,断面收缩率的影响次之,成形角的影响比断面收缩率的影响稍小,展宽角对轴向力的影响最小。
针对一个特定的非对称轴类件而言,轧件直径和断面收缩率是一定的,无法调整。展宽角由于模具加工的原因无法多次变化,但可以通过楔入点的选择来调整,然而楔入点的选择余地不大,同时,展宽角的选择还受两侧展宽的长度限制,因此,成形角是这些影响因素中改变轴向力的最有效的调整参数。

图9 轴向力影响因子与影响系数的关系Fig.9 Relationship between impact factors and impact coefficient of axial force
2.2 轴向力实验
目前非对称轧制的局部轴向力只能通过有限元模拟的办法获得[11],判断轴向力是否平衡可以通过轧件是否轴向窜动来反映。选用如下工艺参数进行实验:左成形角αl=34.2°,左展宽角βl=5.74°,左断面收缩率Ψl=52.2%;右成形角αr=42.8°,右展宽角βr=5.74°,右断面收缩率Ψr=45.8%,经计算,轴向力相差不大。坯料轧制后,在常温下轧件的台阶右侧紧贴模具中心槽的右面,考虑温降的影响,说明弱侧轴向窜动量很小,可近似认为成形区轴向力平衡,轧制合格的产品如图10所示。

图10 无轴向窜动的轧件Fig.10 Part without movement in axial direction
3 轴向窜动量分析及实验
将非对称轧制金属窜动侧(对称轧制时轴向力小的一侧)称为弱侧,金属窜向侧(对称轧制时轴向力大的一侧)称为强侧。
楔横轧非对称轴类件具有轧件沿轴向长度中心不对称且一次轧制成形的特点。与对称轧制相比,由于楔形的不对称,若选择的工艺参数不能使局部轴向力平衡,轧件向强侧窜动,弱侧会因为轴向窜动而使实际展宽长度大于产品设计尺寸,强侧实际展宽长度小于产品设计尺寸。解决方法是非对称轧制模具设计时精确留出台阶的窜动空间。 因此,必须首先通过建立非对称轧制的有限元模型模拟得到轴向窜动量。
3.1 有限元模型测量轴向窜动量
在轧件台阶的中心点处取一跟踪点A,如图11所示。随着轧制过程的进行,跟踪点A向一侧窜动。处理有限元计算结果,可以得到跟踪点A沿轴向的窜动位移。

图11 跟踪点的位置Fig.11 Position of tracking point
跟踪点的轴向窜动位移如图12所示。从图12可以看出:随着轧制的进行,跟踪点始终向一个方向移动,且近似于线性关系。

图12 跟踪点轴向窜动位移Fig.12 Movement displacement of tracking point in axial direction
3.2 轴向窜动量实验
轧制完成后,在高温下用游标卡尺测量弱侧实际展宽长度(图13所示)。在弱侧,实际展宽长度比设计展宽长度大,实际展宽长度与设计展宽长度之间的差值为轴向窜动量。

图13 轴向窜动量的测量Fig.13 Measure of movement in axial direction
选取如表1所示的工况进行非对称轧制轴向窜动量实验。每组工况进行5组试验,实验值为5次试验的平均值。有限元模拟值与实验值的比较如表2所示。

表1 有限元模拟工况Table1 FE simulation conditions

表2 有限元模拟值与实验值比较Table2 Comparison of FE simulation and experiment
从表2可以看出:实验值与有限元模拟计算值相差不大,最大相对误差为11.38%,说明建立的非对称轧制的有限元模型是正确的,可以较精确地得到轴向窜动量。
4 结论
(1)在非对称轧制中,成形角大的一侧选用大的展宽角,成形角小的一侧选用小的展宽角。
(2)轧件直径对轴向力影响最大,断面收缩率的影响次之,成形角的影响比断面收缩率的稍小,展宽角的影响最小。为使轴向力平衡,成形角是调整轴向力最有效的工艺参数。
(3)每建立的有限元模型获得了轴向力和轴向窜动量。实验值与模拟计算值的最大相对误差为11.38%,表明通过控制轴向力和轴向窜动量可以轧制出合格的非对称轴。
[1]胡正寰, 张康生, 王宝雨, 等.楔横轧零件成形技术与模拟仿真[M].北京: 冶金工业出版社, 2004: 8.HU Zheng-huan, ZHANG Kang-sheng, WANG Bao-yu, et al.Technology and simulation that CWR forming parts[M].Beijing:Metallurgical Industry, 2004: 8.
[2]彭文飞.楔横轧非对称轴类件成形机理及其关键技术研究[D].北京: 北京科技大学机械工程学院, 2011: 2.PENG Wen-fei.Study on forming mechanism and key technologies of cross wedge rolling asymmetric shaft parts[D].Beijing: University of Science and Technology Beijing.School of Mechanical Engineering, 2011: 2.
[3]Pater Z.A study of cross wedge rolling process[J].Journal of Materials Processing Technology, 1997, 80/81: 370-375.
[4]束学道, 胡正寰, 张康生, 等.楔横轧力能参数影响因素分析[J].重型机械, 2002, 14(4): 29-33.SHU Xue-dao, HU Zheng-huan, ZHANG Kang-sheng, et al.Factors affecting parameters of force and energy in cross wedge rolling[J].Journal of Heavy Machinery, 2002, 14(4): 29-33.
[5]束学道, 彭文飞, 聂广占, 等.楔横轧大型轴类件轧制力规律研究[J].塑性工程学报, 2009, 16(1): 102-105.SHU Xue-dao, PENG Wen-fei, NIE Guang-zhan, et al.The study of rolling force on forming large-sized shaft-part by cross wedge rolling[J].Journal of Plasticity Engineering, 2009, 16(1):102-105.
[6]白志斌, 任广升, 张承鉴.楔横轧变形载荷的计算[J].吉林工业大学学报, 1989(3): 108-116.BAI Zhi-bin, REN Guang-sheng, ZHANG Cheng-jian.The calculation of deformation load on cross wedge rolling[J].Journal of Jilin University of Technology, 1989(3): 108-116.
[7]黄德政, 周建军.不对称轴类件楔横轧工艺与孔型设计[J].汽车科技, 1998, 6(4): 22-29.HUANG De-zheng, ZHOU Jian-jun.Process and pass design of cross wedge rolling asymmetric shaft[J].Journal of Muto Mobile Science & Technology, 1998, 6(4): 22-29.
[8]李建国.楔横轧轧件扭转变形规律的研究[D].北京: 北京科技大学机械工程学院, 2008: 54.LI Jian-guo.Study on rules of torsional deflection in cross wedge rolling[D].Beijing: University of Science and Technology Beijing.School of Mechanical Engineering, 2008:54.
[9]沈智.大直径楔横轧件的成形工艺研究[D].北京: 机械科学研究总院, 2006: 47.SHEN Zhi.Study of forming process for big size cross wedge rolling workpiece[D].Beijing: China Academy of Machinery Science and Technology, 2006: 47.
[10]PENG Wen-fei, ZHANG Kang-sheng.Theoretical research of the axial force about cross wedge rolling[J].Key Engineering Materials, 2010, 443: 27-32.
[11]彭文飞, 张康生, 胡正寰.楔横轧非对称轴类件有限元模型分析[J].塑性工程学报, 2010, 17(2): 79-83.PENG Wen-fei, ZHANG Kang-sheng, HU Zheng-huan.Analysis of finite element model on cross wedge rolling asymmetric shaft-parts[J].Journal of Plasticity Engineering, 2010, 17(2):79-83.
[12]PENG Wen-fei, ZHANG Kang-sheng, HU Zheng-huan.Analysis of influence parameters on axial movement displacement about cross wedge rolling asymmetric shaft part[J].Applied Mechanics and Materials, 2010, 37/38: 141-145.
[13]李传民, 束学道, 胡正寰.楔横轧多楔轧制铁路车轴可行性有限元分析[J].中国机械工程, 2006, 17(19): 2017-2019.LI Chuan-min, SHU Xue-dao, HU Zheng-huan.Feasibility study on multi-wedge cross wedge rolling of railway axles with finite element analysis[J].China Mechanical Engineering, 2006,17(19): 2017-2019.
[14]闫华军, 刘晋平, 胡正寰.楔横轧轧制螺旋齿形件力能参数的影响因素[J].中南大学学报: 自然科学版, 2010, 41(2):172-178.YAN Hua-jun, LIU Jin-ping, HU Zheng-huan.Influence factors of mechanics parameters in rolling spiral tooth parts with cross wedge rolling[J].Journal of Central South University: Science and Technology, 2010, 41(2): 172-178.
[15]PENG Wen-fei, ZHANG Kang-sheng, HU Zheng-huan.Analysis of process parameters influence on axial force of cross wedge rolling[C]//2010 International Conference on Mechanic Automation and Control Engineering.Wuhan, 2010, 3756-3760.
