红土镍矿镍和铁的综合回收试验
2012-08-01曹占芳钟宏刘广义王帅刘斌
曹占芳,钟宏,刘广义,王帅,刘斌
(1.中南大学 化学化工学院,湖南 长沙,410083;2.中南大学 有色资源化学教育部重点实验室,湖南 长沙,4100833)
近年来,全球不锈钢市场需求旺盛,我国更是增势迅猛。国家发改委数据显示,2010年我国不锈钢消费量达8×106t以上,连续6年高居世界第1,这极大刺激了不锈钢冶炼的基础原料 —— 金属镍的市场需求,导致全球镍价持续高涨,进而对我国不锈钢产业发展形成制约之势[1-2]。我国硫化镍矿资源储量只占全球镍资源储量的40%,却提供全部镍金属产量的60%。随着世界硫化镍矿资源量的不断消耗和镍市场的强劲需求,红土镍矿的开发利用日趋重要。从红土矿中生产金属镍已有100多年的历史。由于红土矿品位较低,且很难通过选矿获得较高品位(6%以上)的镍精矿,其开发投资比较大[3-5]。虽然很多学者曾经对红土镍矿的浸出技术进行研究,但大多是对高镍低铁类型的红土矿进行处理,且浸出时一般采用还原焙烧—氨浸工艺以及高压酸浸工艺条件要求比较苛刻[6-9]。为此,本文作者通过对红土镍矿常压浸出工艺的研究,以期实现红土镍矿中镍、铁资源的高效利用,并为类似红土镍矿的技术开发提供新思路。
1 矿石性质
试验红土镍矿来源于多米尼加某矿山。矿石呈风化强烈的褐黄色松散砂土状。原矿的化学成分分析结果见表1,铁和镍的化学物相分析结果分别见表2和表3。
由表1~3可知:矿石中可供回收的镍、铁含量分别为1.27%和39.93%。矿石中主要脉石组分为SiO2,Al2O3和MgO,其余组分含量甚少。其中:铁主要存在于赤(褐)铁矿中,其质量分数占68.57%,其次铁分布在假象赤铁矿中,少量以磁铁矿形式存在。在这些氧化铁矿物中铁的质量分数合计达94.67%。矿石中镍则主要赋存在于以赤(褐)铁矿为主的氧化铁矿物中,其中镍的质量分数为74.43%,其次是分布在硅酸盐和氧化镍中,该矿石属强烈氧化的含镍酸性铁矿石。在显微镜下观察发现:褐铁矿集合体中多弥散分布泥质物,并嵌布赤铁矿、假象赤铁矿等铁矿物和脉石矿物,且镍的选别也没有明显的富集对象,属分散分布,不可能通过选矿方法富集[9-12]。因此,本论文采用湿法工艺对矿石中的镍和铁进行综合回收。
2 试验方法
试验过程中,每次取矿样20 g,经粉碎后采用硫酸溶液为浸出剂进行浸出试验,试验流程如图1所示。
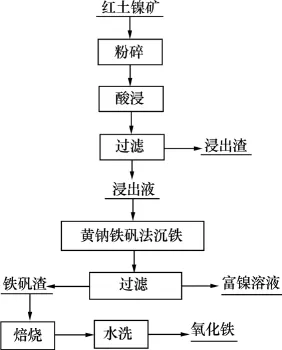
图1 试验流程图Fig.1 Flowsheet of acid leaching of nickel laterite ore

表1 矿石的化学成分(质量分数)Table1 Chemical composition of ores %

表2 铁的化学物相分析结果(质量分数)Table2 Chemical phase analysis results of Fe %

表3 镍的化学物相分析结果(质量分数)Table3 Chemical phase analysis results of Ni %
3 结果与讨论
3.1 粒度试验
确定液固比5:1,H2SO4质量分数为16%,浸出温度为80 ℃,搅拌速率为400 r/min,浸出时间为2 h,考察矿石粒度对浸出过程的影响。实验结果见表4。从表4可见:该红土镍矿属于较易磨的矿样,当磨矿时间为3 min时,矿样中小于0.074 mm颗粒质量分数已达到95.60%。未经磨矿的原矿样的镍浸出率为62.31%,随着矿样细度的增加,镍的浸出率明显增加,当矿样细度达到小于0.074 mm颗粒质量分数为95.60%时,镍的浸出率达到71.30%;继续提高矿物细度,镍的浸出率已无明显增加。因此,确定浸出试验所用样品的粒度为小于0.074 mm颗粒质量分数为95.60%。

表4 矿样粒度对浸出过程的影响Table4 Influence of particle size of ore samples on leaching process
3.2 浸出时间试验
原矿磨至小于0.074 mm颗粒质量分数占95.60%,在液固比为5:1,温度为80 ℃,搅拌速率为400 r/min,H2SO4质量分数为16%的条件下,考察浸出时间对镍浸出的影响,结果见表5。由表5可知:随着浸出时间的延长,镍的浸出率增大,但浸出2 h以后,镍的浸出率提高幅度不大。由于搅拌浸出需要一定的能耗,因此,浸出时间确定为2 h。

表5 浸出时间对镍浸出的影响Table5 Influence of leaching time on leaching nickel
3.3 液固比试验
在温度为80 ℃,H2SO4质量分数为16%,搅拌速率为400 r/min,浸出时间为2 h的浸出条件下,考察液固比对镍浸出的影响,结果见表6。由表6可知,液固比的提高有利于镍的浸出,当液固比达到5:1时,镍的浸出率达到71.30%;再增大液固比,对镍浸出的贡献已不明显,且液固比太大将使过滤以及萃取等后续工艺操作成本增大。因此,确定浸出工艺的液固比为5:1。
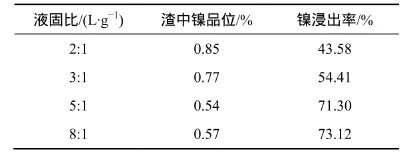
表6 液固比对镍浸出的影响Table6 Influence of liquid-solid ratio on leaching nickel
3.4 硫酸用量试验
原矿磨至小于0.074 mm颗粒质量分数占95.60%,在液固比为5:1,温度为80 ℃,浸出时间为2 h的条件下,考察硫酸用量对镍浸出的影响,结果见表7。由表7可知:随着硫酸质量分数的增大,镍浸出率迅速增大。当硫酸质量分数为16%时,镍浸出率为71.30%;当硫酸质量分数达到30%时,镍浸出率达到82.39%。
由表7还可知:该红土镍矿酸溶性物质含量较大,随着硫酸浓度的增大,浸出渣的质量显著减少,说明矿石中褐铁矿具有一定的酸溶性。过高的酸度不仅使镍浸出率提高,也会使矿样中更多的铁进入浸出液。综合考虑各因素,适宜的硫酸质量分数为16%~20%。
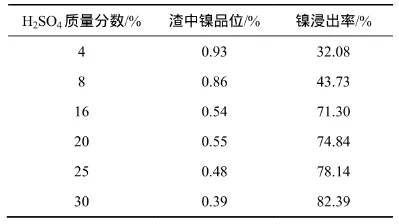
表7 硫酸浓度对镍浸出的影响Table7 Influence of concentration of sulfuric acid on leaching nickel
3.5 浸出温度试验
原矿磨至小于0.074 mm颗粒质量分数占95.60%,在液固比为5:1,H2SO4浓度为16%,搅拌速率为400 r/min,浸出时间2h的条件下,考察浸出温度对镍浸出的影响,结果见表8。由表8可知:温度对镍的浸出影响很大,随着浸出温度的增大镍浸出率提高显著,80℃时,镍浸出率达到71.30%;进一步提高温度到95 ℃,镍浸出率可以提高到77.89%。
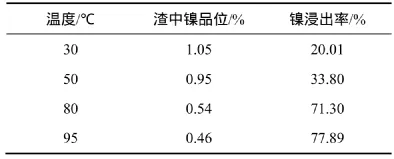
表8 浸出温度对镍浸出的影响Table8 Influence of leaching temperature on leaching nickel
3.6 二次浸出试验
确定浸出条件为:温度为95 ℃,酸度为20%,液固比为5:1、浸出时间为2 h。在一次浸出试验的基础上,对浸出渣再进行二次浸出,结果见表9。由表9可知:在优化的镍浸出条件下,一次浸出镍的浸出率可以达到83.52%,而经过二次浸出后镍的浸出率将可以达到96.32%,取得较理想的浸出率。
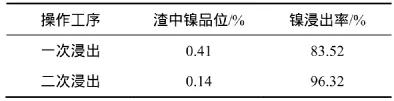
表9 二次浸出试验结果Table9 Test results of secondary leaching under optimized conditions
3.7 浸出闭路循环试验
由前述试验可知:原矿样经过2次浸出后,镍浸出率可以达到96.32%,但也存在硫酸溶液消耗过大的问题。因此,采用浓度为20%的硫酸溶液,在温度为95 ℃、液固比为5:1、浸出时间为2 h的条件下进行闭路循环试验,工艺流程如图2所示,试验结果见表10。由表10可知:经过4~5次循环后,镍浸出过程逐渐稳定;镍、铁浸出率则可以分别达到91.95%和67.96%(取最后2次的平均值)。对浸出液进行化学成分分析,结果见表11。
由表11可知:浸出液中镍含量为2.15 g/L,而铁质量浓度达到52.9 g/L;若直接进行萃取等后续操作,则必将对镍萃取造成影响,且这部分铁也具有很大的回收价值。因此,对铁的回收进行探索性试验。

图2 浸出闭路循环工艺流程图Fig.2 Flowsheet of circuit leaching process
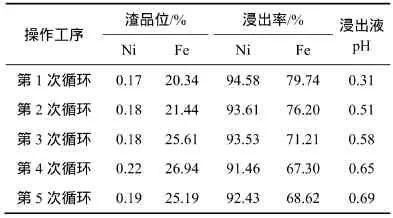
表10 闭路试验结果Table10 Result of circuit leaching with 20% sulfuric acid

表11 浸出液主要元素质量浓度Table11 Mass concentrations of main elements of lixivium g/L
4 铁的回收
对于红土镍矿浸出液中含有大量的铁离子,一般采用针铁矿沉淀法和黄钠铁矾法进行去除。但形成针铁矿(FeOOH)晶体的主要条件是Fe3+质量浓度低。本试验所得浸出液中铁离子浓度相对较高,因此,考虑采用黄钠铁矾法去除并回收铁离子。
4.1 黄钠铁矾法除铁
按图3所示工艺流程,取100 mL浸出液,加入2 mL次氯酸钠溶液(质量分数10%),在80 ℃条件下反应30 min,从而将溶液中的Fe2+氧化成Fe3+。然后,升高温度到90~95 ℃,用Na2CO3溶液调节pH到1.5~1.9,搅拌2 h,形成铁矾,控制终点pH在1.75~2.53之间。实验考察终点pH对沉铁效果的影响,结果见表12。
由表12可知:随着溶液终点pH逐渐升高,沉铁率则由40.57%逐渐提高到99.27%,而黄钠铁矾中带走的镍量仅由0.24%增加到2.78%。考虑到继续升高终点pH,将使铁离子生成Fe(OH)3趋势增强,造成镍离子的吸附而损失,并造成过滤困难,因此,确定控制沉铁终点pH在2.5左右为宜。沉铁后溶液组成如表13所示,溶液中铁质量浓度仅为1.99 mg/L,已经能够满足后续镍萃取工艺要求。
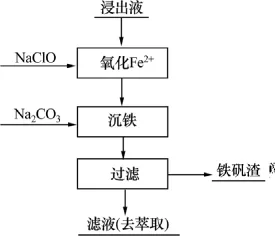
图3 黄钠铁矾除铁工艺流程图Fig.3 Flowsheet of sodium jarosite process for removing iron

表12 终点pH对除铁的影响Table12 Influence of pH for removing iron

表13 沉铁后溶液主要元素质量浓度Table13 Mass concentrations of main elements of filtrate after precipitation g/L
4.2 黄钠铁矾渣的利用
酸浸过程中有一半以上的铁被浸出进入液相,且铁矾渣中Fe质量分数大于30%,这部分铁具有较大的利用价值,因此,有必要将这些黄钠铁矾渣加以回收利用。
实验考察采用焙烧工艺生产氧化铁产品的可行性。在温度为700 ℃的条件下将黄钠铁矾渣焙烧2 h后,用水洗去硫酸盐及残碱,烘干粉碎既得氧化铁产品。所得产品的X线荧光光谱分析结果见表14,其X线衍射分析如图4所示。由图4可见:焙烧产品主要成分为Fe2O3。

表14 黄钠铁矾渣焙烧所得产品X线荧光光谱分析(质量分数)Table14 X-ray fluorescence spectrum analytical results of roasting products from sodium jarosite residue(Mass fraction)%

图4 黄钠铁矾渣焙烧所得样品X线衍射分析Fig.4 X-diffraction analytical result of roasting products from sodium jarosite residue
5 结论
(1)可供回收的主要元素为镍和铁。铁主要以褐铁矿形式存在,并且褐铁矿集合体中多弥散分布泥质物;矿石中镍主要赋存在于以赤(褐)铁矿为主的氧化铁矿物中,其中镍的质量分数为74.43%,其次是分布在硅酸盐和氧化镍中,镍的选别没有明显的富集对象,属分散分布。因此,铁和镍很难通过选矿方法进行富集。
(2)常压酸浸试验表明,采用质量分数为20%的硫酸溶液,在样品粒度小于0.074 mm颗粒质量分数为95.60%、温度为95 ℃、液固比为5:1、浸出时间为2 h的条件下,镍、铁浸出率分别可以达到91.95%和67.96%。
(3)采用黄钠铁矾法在终点pH为2.5左右时,能够去除99.27%的铁。对黄钠铁矾渣进行焙烧后能够得到铁品位为55.56%的氧化铁产品。全流程镍和铁的回收率分别达到89.39%和67.46%。该工艺实现了多米尼加红土镍矿中镍和铁的综合回收,对红土镍矿资源的高效开发利用具有重要意义。
[1]蒋继波, 王吉坤.红土镍矿湿法冶金工艺研究进展[J].湿法冶金, 2008, 28(1): 3-11.JIANG Ji-bo, WANG Ji-kun.Review on progresses for hydrometallurgy of laterite nickel ore[J].Hydrometallurgy of China, 2008, 28(1): 3-11.
[2]邱莎, 车小奎, 郑其, 等.红土镍矿硫酸化焙烧-水浸试验研究[J].稀有金属, 2010, 34(3): 406-412.QIU Sha, CHE Xiao-kui, ZHENG Qi, et al.Experimental study on laterite-nickel ore with suifating roasting-water immersion methods[J].Chinese Journal of Rare Metals, 2010, 34(3):406-412.
[3]Agatzini-Leonardou S, Zafiratos I.G.Beneficiation of a Greek serpentinic nickeliferous ore Part Ⅱ.Sulphuric acid heap and agitation leaching[J].Hydrometallurgy, 2004, 74(3/4): 267-275.
[4]Baghalha M, Papangelakis G V.Pressure acid leaching of laterites at 250 ℃: A solution chemical model and its applications[J].Metallurgical and Materials Transactions B,1998, 29(5): 945-952.
[5]Canterford J H.Leaching of some Australian nickeliferous laterites with sulphuric acid at atmospheric pressure[J].Proceedings of the Australasian Institute of Mining and Metallurgy, 1978, 265(1): 19-26.
[6]Canterford J H.Acid leaching of chromite-bearing nickeliferous laterite from Rockhampton, Queensland[J].Proceedings of the Australasian Institute of Mining and Metallurgy, 1986, 291(3):51-56.
[7]Rice N M, Strong LW.The leaching of lateritic nickel ores in hydrochloric acid[J].Canadian Metallurgical Quarterly, 1974,13(2): 485-493.
[8]Liu K, Chen Q Y, Hu H P.Comparative leaching of minerals by sulphuric acid in a Chinese ferruginous nickel laterite ore[J].Hydrometallurgy, 2009, 98(3/4): 281-286.
[9]刘志宏, 马小波, 朱德庆, 等.红土镍矿还原熔炼制备镍铁的试验研究[J].中南大学学报: 自然科学版, 2011, 42(10):2905-2910.LIU Zhi-hong, MA Xiao-bo, ZHU De-qing, et al.Preparation of ferronickel from laterite ore in reduction smelting process[J].Journal of Central South University: Science and Technology,2011, 42(10): 2905-2910.
[10]Luo W, Feng Q M, Ou L M, et al.Fast dissolution of nickel from a lizardite-rich saprolitic laterite by sulphuric acid at atmospheric pressure[J].Hydrometallurgy, 2009, 96(1/2): 171-175.
[11]Stamboliadis E, Alevizos G, Zafiratos J.Leaching residue of nickeliferous laterites as a source of iron concentrate[J].Minerals Engineering, 2004, 17: 245-252.
[12]Whittington B I, Mcdonald R G, Johnson J A, et al.Pressure acid leaching of arid-region nickel laterite ore (Part Ⅰ): Effect of water quality[J].Hydrometallurgy, 2003, 70(1/2/3): 31-46.
