基于Cox-de Boor递推的任意次NURBS曲线插补算法的研究与仿真
2012-02-05赵玉刚李业富刘春仙
赵玉刚,李 伟,郭 峰,李业富,刘春仙
(1.山东理工大学机械工程学院,山东淄博 255049;2.滕州市产品质量监督检验所,山东 滕州 277500)
基于Cox-de Boor递推的任意次NURBS曲线插补算法的研究与仿真
赵玉刚1,李 伟1,郭 峰2,李业富1,刘春仙1
(1.山东理工大学机械工程学院,山东淄博 255049;2.滕州市产品质量监督检验所,山东 滕州 277500)
论文基于Cox-de Boor递推算法实现了任意次NURBS曲线的插补,利用差分插补方法来预估参数,结合机床实际加工过程中所必需满足的条件,将进给速度,机床最大加速度,最大弓高误差分别约束的参数进行比较,优化出最佳参数值,实现了速度自适应控制。论述了控制顶点、节点矢量、权因子对NURBS的影响,利用二分法线性搜索节点区间,给出了系统生成的NURBS曲线插补的NC代码形式,列出了整个插补算法的流程框图,在C++builder开发环境下完成了对任意次NURBS曲线的插补仿真,验证了算法的可行性。
NURBS插补;任意次;差分预估
0 引言
非均匀有理B样条NURBS(Non-Uniform Rational B-Spines),它已成为利用计算机处理几何信息时,设计和数据交换的工业标准,如 IGES,STEP和PHIGS等一些国内和国际标准。NURBS为解析曲线曲面(如圆锥截线和二次曲面)和自由型曲线与曲面(如汽车车身和船体外形)的表示提供了一种统一的数学方法。基于NURBS的良好性质,在大多具有自由型面的航空、宇航、模具等制造行业中具有特别重要的意义。
目前绝大多数的数控系统只具备直线、圆弧、抛物线等插补功能,在加工自由型曲面零件时,往往要借助CAM离线编程系统,即把参数表示的自由型曲面细分成大量的微小线段或圆弧后,进行加工。但随着设定误差的减小,细分得到的数据量就会呈几何倍数的速度增加,生成的数据量非常大,使得编程变得复杂,NC代码程序量急剧膨胀。并且在机床加工时也不可避免地会带来了逼近误差,影响工件的加工质量和表面光滑性。如果CNC系统具备NURBS曲线插补功能,就可以避免由离线编程带来的问题,大大提高工件的加工精度和生产效率。
近些年,很多学者对NURBS曲线的插补算法进行深入的研究,取得了很大的发展,但也存在着一些不足,文献[1]在CNC系统中实现了NURBS曲线的实时插补,但是,NURBS曲线导矢的计算比较繁琐;文献[2]以三次NURBS样条曲线为例,提出了一种新的加减速控制方法,实现了进给速度的自适应控制,提高了轮廓加工精度,但是缺少在任意次NURBS曲线插补算法的论述;文献[3-5],推导出了三次NURBS曲线的插补公式,满足了系统的实时性,利用已经推算好的三次NURBS公式进行插补,这种方法计算速度快,占用内存小,但是牺牲了算法的灵活性,这种算法只能插补三次NURBS曲线,不是三次的曲线,插补出的轨迹曲线就不能满足要求,就需要重新推导公式,灵活性较差。
本文基于Cox-de Boor的递推算法,避免了B样条曲线基函数的迭代求解过程,降低了算法的复杂性,实现了任意次NURBS曲线的插补和速度的自适应控制,并分别介绍了节点矢量、权因子对NURBS曲线的影响,给出本系统生成的NURBS曲线插补的NC代码样例,列出了完整的任意次NURBS曲线插补算法和流程图,并在C++Builder开发环境下实现了任意次NURBS曲线插补算法的仿真,验证了算法的可行性。
1 NURBS曲线的定义和性质
一条p次NURBS曲线可以表示为一分段有理多项式函数:
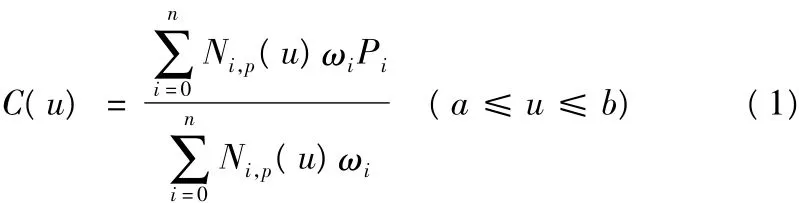
在式(1)中,{Pi}是控制点(它们形成控制多边形),{ωi}是权因子;每一个控制顶点Pi(0≤i≤n)都附有一个权因子ωi,首末权因子ω0,ωn>0其余ωi>0;{Ni,p(u)}是定义在非周期节点矢量U上的p次B样条基函数。
由此可知,一条p次NURBS曲线由3个参数共同决定,分别为:控制顶点,权因子和节点矢量。
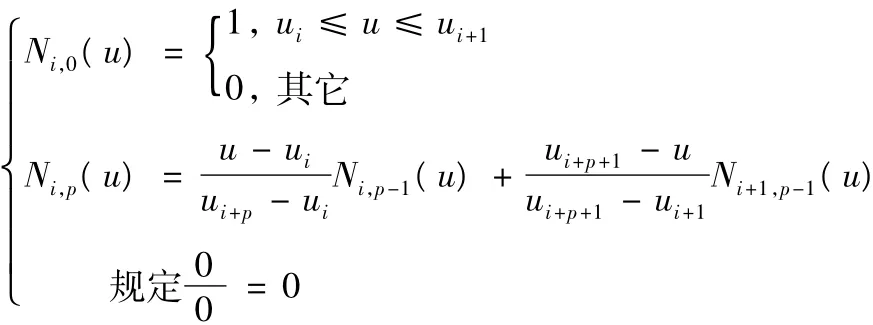
由Cox-de Boor递推公式可求得p次Ni,p(u):
2 节点矢量和权因子
根据Cox-de Boor递推公式可知,节点矢量的确定,直接确定影响着生成的样条基函数,在本文中所研究的NURBS曲线的节点矢量都是非周期、非均匀的。
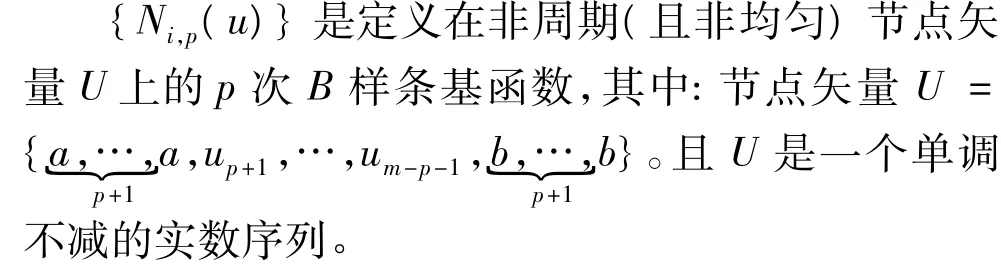
本文利用弦长法,在已知控制顶点的前提下,自动生成节点矢量。弦长法实现的主要思想:NURBS曲线的首末节点的重复度为p+1,整条NURBS曲线的定义域为[up+1,um-p-1],将参数化区间规范到[0,1]。
具体做法:NURBS曲线对应的不同控制顶点的累加弦长为:

权因子也可以叫做形状因子,对曲线的局部性修改具有很大的作用,移动控制顶点Pi,或改变权因子ωi,仅影响区间u∈[ui,ui+p+1)上的那部分曲线的形状,这是由样条基函数的递推性质决定的[6]。
设u∈[ui,ui+p+1),如果 ωi增大(减小),则点C(u)靠近(远离)Pi,曲线产生被拉向(或推离)Pi的效果。而且对于固定的u,C(u)是沿着一条直线移动。
3 速度的自适应控制
本文在实现速度自适应控制的功能时,借鉴了文献[3]中的高速高精度加工的插补控制,从进给速度、机床最大法向加速度、曲线的最大弓高误差中仲裁出最佳进给步长,从而实现了速度的自适应控制。具体做法如下:
数控系统插补的过程也就是数据密化的过程,即在给定起点和终点的曲线之间插入若干个点,用若干条微小直线段来逼近给定曲线,求得各坐标轴的进给量,即:

在式(2)中,Δli为进给步长,T为系统的插补周期,Fi为给定当前的进给速度。
NURBS的插补算法没有径向误差,只有弓高误差,插补的点都落在NURBS曲线上。弓高误差就是以进给步长代替实际曲线而引起的误差,误差的大小随着进给步长和实际曲线的曲率的增大而增大。
解决方法[3]:引入轮廓误差,在插补过程中,实时监测轮廓误差大小,当误差在加工允许的范围内时,按照进给速度约束的步长进行插补,当误差超出允许的范围,则按照最大允许误差约束步长Δli1进行插补,使得进给步长,能随着实际曲线的曲率变化进行调整,以确保插补曲线的轮廓误差控制在允许的范围内。
计算曲线的曲率比较麻烦,可用曲线段CiCi+1的中点M与弦CiCi+1的中点N之间的距离|MN|来近似表示实际曲线的弓高误差δh,即:


在得到三个约束步长后,经过比较,仲裁求出Δl=min{Δli,Δli1,Δli2},这样Δl既能满足加工精度,将加速度控制在允许的范围内,也使求得的插补轨迹具有进给速度的自适应能力。

在曲线曲率较大的加工区域,导致曲线的法向加速度过大,超出机床进给系统的承受能力。所以在高速加工时,还要实时监测加速度的变化,当超出机床的最大法向加速度时,按给定的加速度要求调整进给速度。也就是说,以机床的最大法向加速度为约束条件,计算出的约束步长Δli2来代替现有的进给步长 Δli1。
根据给定的允许最大进给加速度amax求得的约束进给步长Δli2为:
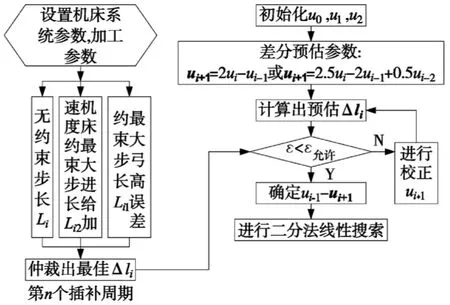
图1 速度自适应算法流程图
4 二分法确定节点区间
在上述仲裁比较得出的最优化的参数ui+1,然后计算ui+1对应的样条基函数,从而确定ui+1对应于NURBS上的点。计算的第一步就是确定ui+1所属的节点区间,本文利用二分法[6]对节点矢量进行线性搜索得到。
二分法搜索的主要思想是:初始赋值low等于最左边的节点矢量,即low=u[p],high等于最右边的节点矢量,即high=u[n+1],取中间值mid=(low+high)/2,用需要确定节点区间的ui+1与mid进行比较,如果 ui+1< u[mid],则 high=mid;否则,low=mid;循环进行,直到u[mid]< ui+1< u[mid+1]。返回的mid,也就是要求的节点区间。
5 NURBS的NC代码格式
一条NURBS曲线由三个参数定义:控制顶点,权因子和节点矢量。将这三个参数作为NC程序指令的一部分,NURBS曲线的NC代码[3]如下表示:

其中:G05为NURBS曲线插补指令,P是要插补曲线的次数,T是割缝的大小(也是刀具半径的大小),XYZ是控制顶点的坐标,R是权因子,K是节点参数。
CNC系统内部进行实时计算生成NURBS曲线,数控机床按给定的进给速度驱动机床运动,加工出NURBS的曲线形状。图3右为本文设计的数控系统生成的NURBS曲线的NC代码形式。
6 实现的程序框图及仿真图
以一段五次NURBS曲线进行插补为例。8个控制点分别为(-236,-47),(-223,74),(-120,103),( - 47,40),(- 12,- 53),(101,- 78),(202,0),(236,97),对应的权因子分别为 W={1,3,3,3,1,3,3,1}。

图2 样条基函数的插补基函数框图
设插补周期 T =0.01s,进给速度 F =1000mm/s,最大允许弓高误差Er=0.0001mm,机床最大法向加速度a=200mm/s2按照上述NURBS曲线的插补流程可以得到如下图的仿真结果。黄色轮廓线为实际轮廓线,红色轮廓线为机床实际加工时经刀补后的的实际轨迹。
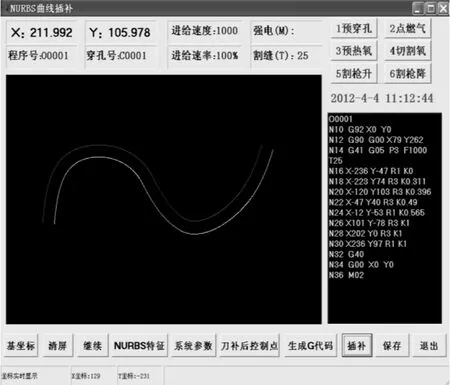
图3 任意次NURBS曲线插补仿真图
7 结束语
本文基于Cox-de Boor的递推算法,实现了任意次NURBS的曲线的插补,列出了完整的任意次NURBS曲线插补算法和流程图,并给出了本系统生成的NURBS曲线插补的NC代码样例,在C++Builder开发环境下实现了任意次NURBS曲线插补算法的仿真,证明了算法的有效性和正确性,具有很大的实用价值。
[1]边玉超,张莉彦,戴莹莹,等.CNC系统中NURBS曲线实时插补算法研究[J].机械制造与自动化,2003(6):36-39.
[2]赵国勇,徐志祥,赵福令.高速高精度数控加工中NURBS曲线插补的研究[J].中国机械工程,2006,17(3):291-294.
[3]游友鹏,王珉,朱剑英.NURBS曲线高速高精度加工的插补控制[J].计算机辅助设计与图形学学报,2001,13(10):944-947.
[4]杜娟,田锡天,张振明,等.基于STEP—NC的CNC系统中插补技术研究[J].制造业自动化,2005,27(6):24 -27.
[5]徐元凡,刘日亮,张承瑞,等.NURBS曲线插补技术研究[J].现代制造工程,2009(3):9-12.
[6]Les Piegl,Wayne Tiller.The NURBSBOOK[M].Second E-dition.Beijing:Tsinghua University Press,2010:46 -89.
[7]William L Luken.Tessellation of trimmed NURBS surface[J].CAGD,1996(6):163 -177.
[8]Qin H,Terzopoulos D.Triangular NURBSand their dynamic generalizations[J].Computer Aided Geometric Design.1997(14):325-347.
[9]Welch W,Watkins A.Free-form shape design using triangulated surfaced[A].New York:Computer Graphics Proceedings,Annual Conference Series,1994,247 - 256.
[10]谢黎明,郑威,靳岚,等.基于NURBS插补算法的嵌入式数控系统的研究与开发[J].制造技术与机床,2008(7):152-154.
(编辑 李秀敏)
The Random Degree NURBSCurve Interpolation and Simulation Based on Cox-de Boor Algorithm
ZHAO Yu-gang1,LIWei1,GUO Feng2,LIYe-fu1,LIU Chun-xian1
(1.Shandong University of Technology,Shandong Zibo 255049,China;2.Tengzhou City Institute of Product Quality Supervision& Inspection,Shandong Tengzhou 277500,China)
This paper realized the random degree NURBS curve interpolation based on the Cox-de boor recursion algorithm;Used differencemethod to estimate the parameters and combined w ith the practical tools necessary to meet the processing conditions,the feed rate,maximum acceleration of themachine,themaximum chord error bound parameters were compared to optim ize the best parameters to achieve a speed adaptive control.This article discussed the control points,knot vector,the weights of the NURBS influence,used the dichotomy nodes to linear search range.It completed random degree NURBS curve interpolation simulation in C++builder development environment,gave the interpolation and interpolation algorithm flow diagram examples to verify the feasibility of the algorithm.
NURBS curve interpolation;random degree;difference estimate
TH161
A
1001-2265(2012)06-0045-04
2011-10-19;
2011-12-20
赵玉刚(1964—),男,山东淄博人,山东理工大学机械工程学院教授,研究方向为数控与机电一体化技术,(E-mail)zhaoyg9289@sohu.com。