恒温油槽智能控制系统的研究*
2011-10-18马春生张治民
马春生 张治民
(①中北大学机械工程与自动化学院,山西太原030051;②中北大学材料科学与工程学院,山西太原030051)
随着科学技术的发展,许多精密产品的生产制造都要求具有特定的工作环境。本项目研发的镁合金轿车轮毂等温挤旋成形装置,就要求在250℃左右的液态介质中加工。通过密封的液态恒温槽使轮毂在某介质中的适当温度下等温成形,这样的成形技术既增加了轮毂的变形区范围,又减小了变形温度的波动幅度。变形区范围增大,则变形路径更趋合理;温度波动幅度减小,则变形金属内部由于变形不均匀而引起的组织性能的差异也随之减小,显著提高了产品的塑性,减小了成形后残余应力,改善了产品的质量和精度,为此项技术的产业化发展提供了保障。此次设计的恒温槽,可对实际乃至未来设备的生产提供一个较大的发展空间[1-2]。
1 恒温油槽的系统组成及工作原理
等温挤旋成形技术是一项综合了旋压、锻造、挤压、拉伸、弯曲和滚压等工艺特点的少无切削加工的先进工艺。依据等温挤旋成形工艺设计出的装备如图1所示。新工艺的特点之一要求工件在液态介质中等温加工,因而恒温油槽的合理设计是装备中的关键技术之一[3]。
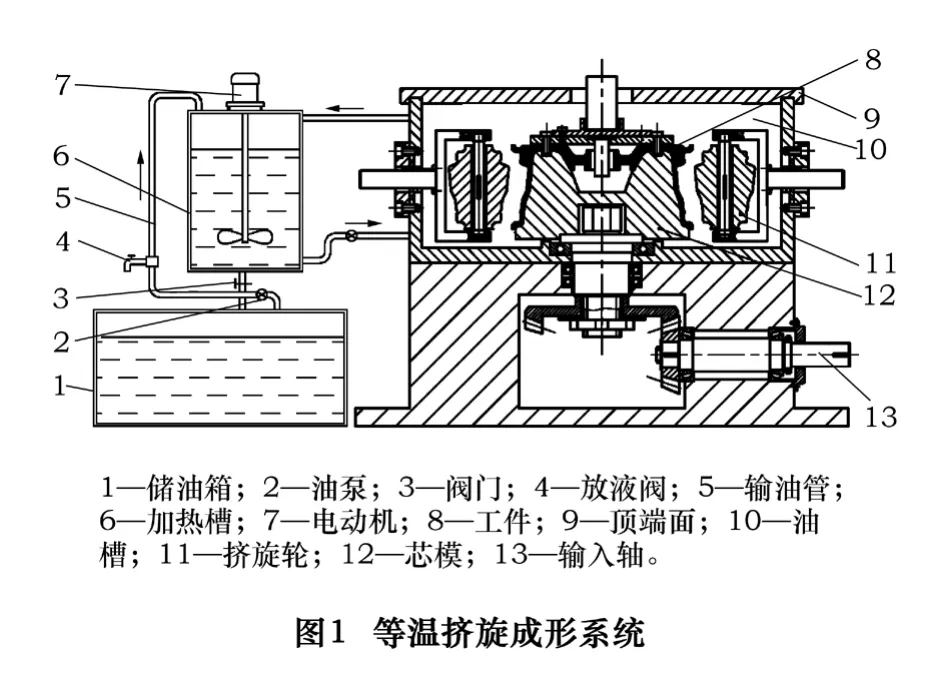
恒温油槽是一个为金属热加工提供工作环境的系统。系统由油槽、加热器、搅拌机、温度传感器和控制电路组成。
首先通过油泵2把油经输油管5泵到加热槽6中加热,电动机7带动浆叶搅动油流,油流充分混合温度达到均匀一致,然后通过油路进入油槽10,最后经过油路流回到加热槽,实现供油循环。油流在油槽中通过控制系统达到合适的流速,以保证它在油槽中温度均匀且稳定不变。
在加热槽底部设有储油箱1,若需清理储油箱中的油,可通过油泵2和放液阀4抽离储油箱。若加热槽温度需快速下降,可打开阀门3,把槽中部分高温油放入储油箱后,再用油泵将冷油经输油管5泵入槽内。
加热电阻丝在加热槽6中放置应注意以下几点:
(1)电阻丝的分布应该符合恒温槽传导热量的比率,这样才能使温度场分布均匀且稳定。
(2)要减小电阻丝通过电流时可能产生的附加干扰磁场。可以用双线法绕制。
(3)加热电阻丝必须紧密贴合在槽上,这样才能使热量迅速传递给恒温槽。并且加热电阻丝和恒温槽之间应该绝缘,可以在加热电阻丝绕制好后在其上喷上清漆或其他绝缘胶。
(4)加热电阻丝的安装必须注意与测温元件之间的相对位置,使它们之间的分布温度滞后最小。
2 恒温油槽的控制原理
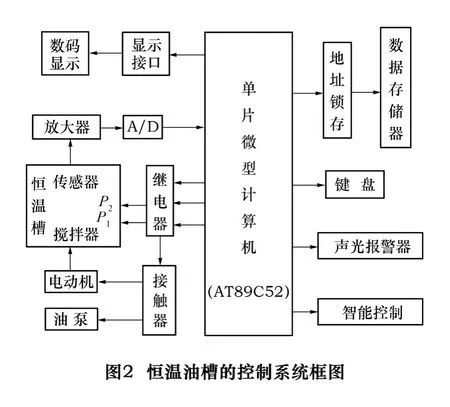
恒温油槽的控制原理如图2所示,系统选择AT89C52单片机为控制器。在加热槽内设有两组电加热器(P1=50 kW,P2=2 500 W)、搅拌器和PT100的温度传感器。
启动电加热器P1,1 h后恒温槽内温度可达额定温度TH=250℃左右。恒温槽允许的温度范围(-1%)TH≤T≤(1%)TH。温度传感器将目前槽内温度变换成微小电压,经放大器LM124放大后,得到0~5 V输出电压,该模拟输出电压经A/D转换器TLC2543转换成数字量供微机系统进行采集。
恒温槽开启加热达到额定温度后,微机系统开始采集和处理恒温槽的温度。即定时检测、显示和处理恒温槽的温度。微机系统每隔1 min,通过4位LED数码管显示当前检测温度值,另4位LED数码管显示设定值。通过显示值判断,若槽温在允许范围内,则切断P1,投入P2,且绿色指示灯亮。
若槽温T≥(+3%)TH时,则切断P2,红色指示灯亮,且连续发出F=1 000 Hz的声音报警。取出槽内热处理工件,等待机检查系统故障。故障消除后停止声光报警,重新启动系统工作。

若恒槽温 T≤(-3%)TH时,同时投入 P1、P2,黄色指示灯亮,且连续发出F=500 Hz的声音报警。待槽温升至允许范围后,切断P1,保留P2,停止声光报警,系统继续工作。
由于油槽要求使用温度范围宽(0~350℃),控制精度(0.1℃),A/D电路必须达到很高的分辨率才能满足要求。我们选用TLC2543,该芯片具有12位转换精度速率,并行输出接口。A/D转换的量化误差为250℃/4 096=0.06℃,基本可以满足控制精度的要求。控制系统以AT89C52单片机为核心,89C52属于MCS-51单片机的改进型,是一种低电压、高性能CMOS8位微控制器。片内置通用8位中央处理器和Flash存储单元,大大简化了单片机系统的结构。控制电路原理如图3所示。
3 系统软件的结构设计
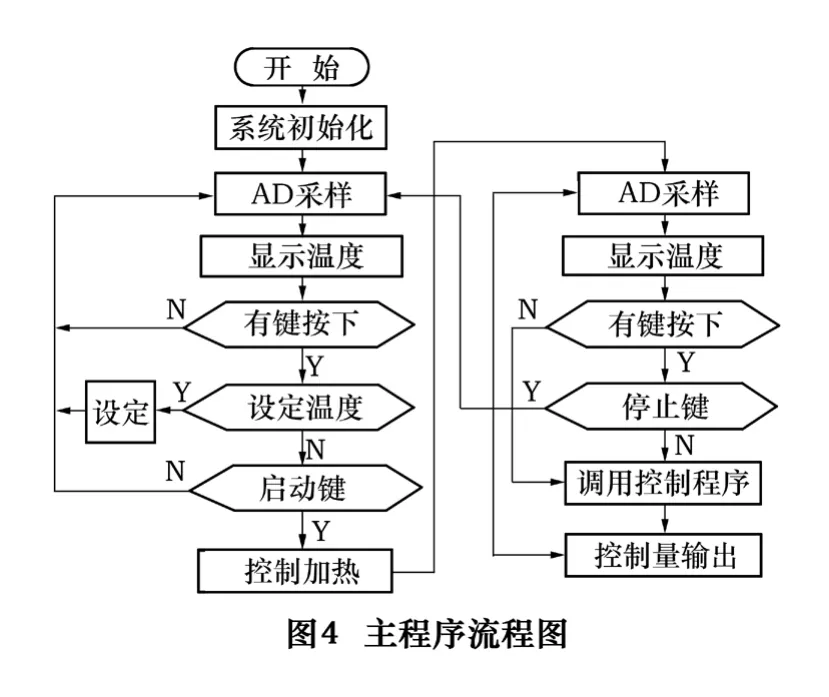
系统软件采用模块化设计[4],在主程序模块下分成若干彼此独立的分模块,如A/D模块、键盘扫描模块、显示模块、模糊控制模块等。在各模块适当位置设置软件陷阱,进行冗余设计,以提高系统的抗干扰能力。主程序流程如图4所示。
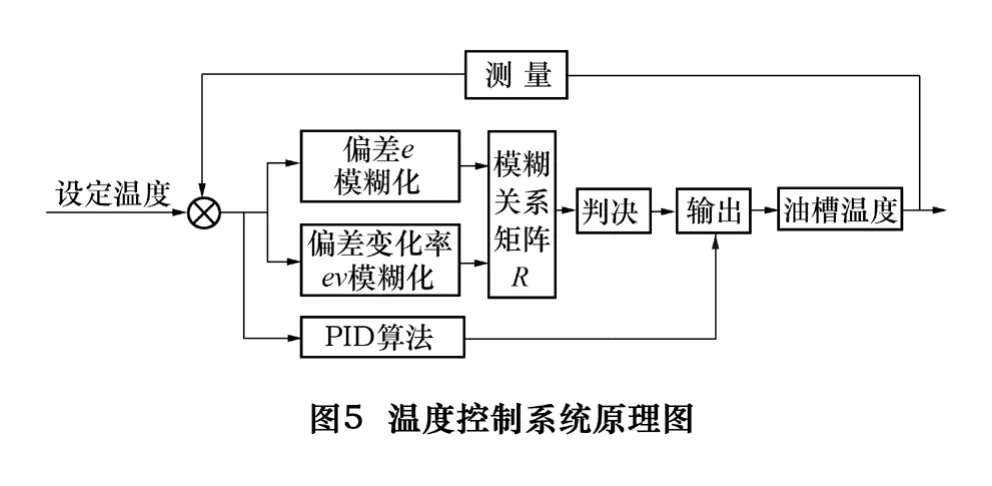
控制方法根据给定值与测量值的偏差e选择智能控制器,根据偏差变化选择控制方法。通常|e|≤emin或|e|≥emax时,采用PID控制算法,在 emin≤|e|≤emax时采用模糊控制算法。该方法与传统PID控制相比,明显的特点是抗干扰能力增强;与模糊控制相比,控制精度更高。温度控制系统原理如图5所示。
在系统软件的设计中我们充分考虑了与硬件电路的有机结合,有效地利用了模糊控制技术来减小过渡过程时间和提高控制精度。模糊控制器设计为双输入单输出型.输入量一为设定温度和当前油槽温度的偏差e,输入量二为偏差变化率ev(即当前的偏差减去前一采样时刻的偏差),输出量是一个控制周期内加到调功器件上的电压控制量u。
首先对输入量e和ev进行模糊化处理,分别将它们划分为8个模糊子集,即:PL(正大),PM(正中),PS(正小),PO(正零),NO(负零),NS(负小),NM(负中),NL(负大),分别确定出对应的隶属度。然后对输出量u进行模糊化处理,将它们划分为7个模糊子集,即:PL(正大),PM(正中),PS(正小),O(零),NS(负小),NM(负中),NL(负大),确定出对应的隶属度。
控制规则的一般形式为:IF e=TiAND ev=ΔTjTHEN u=Vij,可得模糊关系矩阵为 R=Ti× ΔTj× Vij,如果偏差e和偏差变化率ev分别取模糊集Ti和ΔTj,则根据模糊推理的组合法则,输出的控制量u应为模糊集Vij,即Vij=(Ti×ΔTj)×R。最后得出的模糊控制规则如表1所示。

表1 模糊控制规则表
PID控制器是一种线性调节器,采用单片机作为控制核心的自动控制是一种采样控制,它只能根据采样时刻的误差值计算控制变量Y,因此是离散控制,但对于时间常数比较大的系统来说,其近似于连续变化,所以数字PID完全能够代替模拟调节器,只不过模拟PID控制算法公式(1)中的积分项和微分项不能直接准确计算,只能用数值计算的方法逼近[5]。其控制算法的模拟表达式为

式中:Y(t)为调节器的输出;e(t)为调节器的偏差信号;Ti为积分时间;Td为微分时间。为便于计算机实现PID调节,上式离散化增量控制算式如下:

式中:ek、ek-1、ek-2为第 k、k-1、k-2 次采样偏差值。
4 调试结果及结论
设计的恒温油槽经调试后,可满足下列主要技术指标要求:
(1)油槽工作温度范围:0~350℃。
(2)控制精度:±0.06℃。
(3)从开机到进入稳定状态时间:小于1 h(设置温度为250℃时)。
(4)工作条件:环境温度为10~40℃;工作电压为220(1±10%)V;电源频率为50(1±1%)Hz;加热功率为2.5~50 kW。
通过实际工程验证,实现了恒温槽单片机的自动控制,系统工作稳定可靠,具有控制精度高,进入稳定状态所需时间短,性能比高等特点。此设计方法对其他类型的恒温设备的设计也有借鉴作用,具有较好的推广应用价值。
[1]张宝红,张治民,张星,等.杯形件温引伸数值模拟[J].塑性工程学报 2004,11(3):86-88.
[2]付传锋,张钰成,赖周艺,等.国内外镁合金等温锻造进展[J].中国机械工程,2006,17(增刊):135-139.
[3]马春生,张治民,等.自旋成型装置的设计与数值模拟[J].机械设计与研究,2010,26(4):111-114.
[4]季镜屏,李国平,钱火根.一种新型高精度标准恒温油槽[J]计量技术,2000(10):15-17.
[5]石雄.恒温槽高精度恒温自动控制系统的设计与实现[J].工业仪表与自动化装置,2005(1):32-34.
