数控铣镗床头库附件头自动更换管理软件开发设计
2011-10-18刘志兵孙志强
刘志兵 孙志强
(沈机集团昆明机床股份有限公司,云南昆明650203)
为了扩大大重型数控落地式或龙门式镗铣机床工件加工工艺范围、缩短转序流程,往往根据工件加工需求配备多种功能附件头,如立铣头、万能头、加长头和平旋盘等。功能附件头装于机床的滑枕端面,传统的更换方法是手动方式,现代数控机床设计多采用自动方式(配备附件头架或头库),换头方式比较见表1。
表1 换头方式比较
采用哪种换头方式主要由用户依据配备功能附件头的品种、成本等综合考虑后做出选择。国外镗铣床普遍配备自动换头刀库。随着国内数控机床逐渐向高档次发展以及可靠性和快换接头等关键辅件性能的提高、完善,具有头库的功能附件头全自动更换镗铣床逐渐成为主流发展趋势。
我公司生产的TH69系列数控落地铣镗床,根据用户的需求配置有垂直铣头、加长铣头、万能铣头和平旋盘等,放置在4~5层头库中。应用西门子840D系统开发的头库自动换头程序,能够实现各种附件头的自动识别、检索和更换。就此开发设计思路探讨如下。
1 自动换头机械结构与编程基本要求
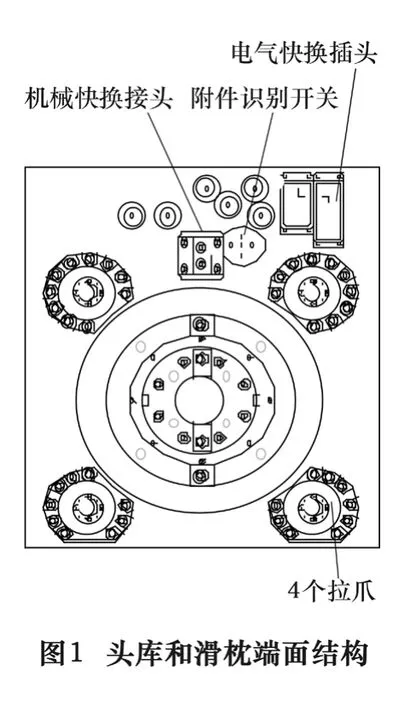
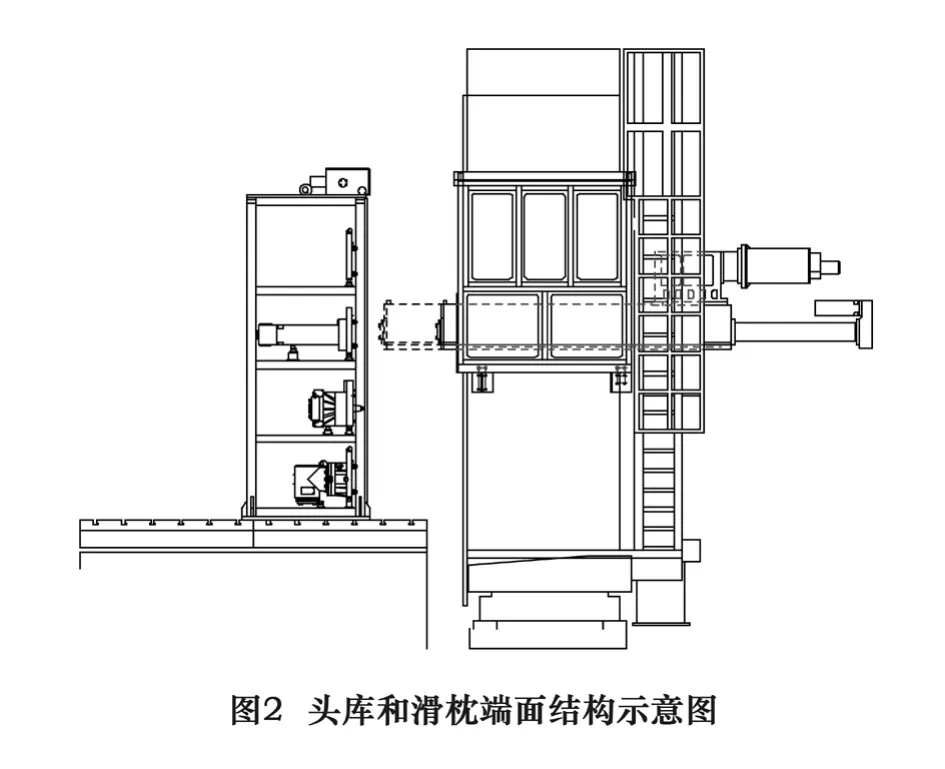
TH69系列数控落地铣镗床头库和滑枕端面结构如图1所示,滑枕前端有4个附件头拉爪机构,采用碟形弹簧拉紧,液压松开方式,附件头上对应有4个拉钉,相配合将附件头拉紧装于滑枕前端。滑枕前端机械快换接头供附件头液压油路、气路及冷却液等使用。电气快换插头则用于连接数控附件头的伺服电动机、编码器和位置检测开关等。还有3个接近开关组合用来检测和识别附件头,头库中的每个附件头对应有唯一编码。头库为封闭式头库,正面带卷帘门,换头时卷帘门自动开启、自动关闭。头库的高度受机床Y轴行程的限制,容量与附件头的数量有关,头库占用机床X轴行程。头库中的每一层设有开关元件供检测附件头放置是否在位和到位,各层摆放固定的附件头,如图2所示,头库共有4层,第一层(顶层)摆放端盖板,第二层摆放加长铣头,第三层摆放平旋盘,第四层摆放万能铣头。
需要更换附件头时编辑NC换头指令:ATH_LOAD(“头名称”),它是一个参数子程序,“头名称”输入附件头汉语拼音缩写,此附件头就是需要从头库中装载到滑枕上的附件头。该指令简单易记,对操作者而言换头只要记住这一条指令足矣。它还是一条智能型指令,自动判断附件头名是否正确,是否已经在滑枕上,滑枕上是否有附件头,头库中是否存在需要的附件头等,根据判断执行相应换头动作(如图3)。
这里假设旧附件头仍然在滑枕上,编程换头指令ATH_LOAD(“新头名称”),程序经过自检判别后执行一个完整的“先还(卸载)旧头,再取(装载)新头”的换头循环,如图4所示,图中实线为卸载旧附件头轨迹,虚线为装载新附件头轨迹。
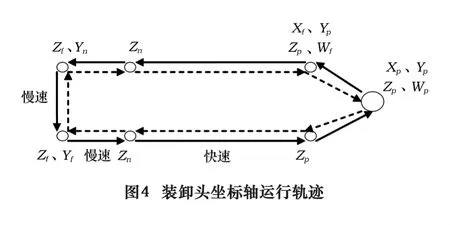
执行“卸载旧头”指令:打开刀库门,同时X轴、Y轴、Z轴(滑枕)及W轴(镗轴)按序快速移动到预设的初始位置:Xp、Yp、Zp、Wp,在此位置操作者清洁主轴锥孔和滑枕;之后NC启动,主轴准停在卸头位置,同时XYZW 轴移动到换头开始位置:Xf、Yp、Zp、Wf;等待头库门完全打开后,Z轴快速移动到换头接近位置Zn;Z轴慢速移动到换头终位Zf;Y轴慢速下降到换头终位Yf;确认Zf、Yf到位后,发出附件头拉爪松开指令,等待松开到位后,Z轴慢速退至Zn,拉爪夹紧;Z轴快速退至Zp;XYZW轴定位至装载新附件头的初始位置,等待装载新头指令。
执行“装载新头”指令:坐标轴移动轨迹动作顺序与上述“卸载旧头”相反,坐标节点位置相同如图4虚线所示,不再赘述。不同点处:在Zn位置拉爪松开;在Zf、Yf位置拉爪夹紧,附件头装载到滑枕上;并且Y轴慢速提起至Yn位置,附件头脱离头库支撑;将附件头移出头库;刀库门关闭;“装载新头”结束。XYZW轴返回至预设的初始位置:Xp、Yp、Zp、Wp,在此位置操作者做检查附件头、装刀等加工前的准备工作。
2 自动换头控制流程与过程处理
西门子840D数控系统是开放式高档数控系统,NC高级编程语言除完成一般机床动作外,还可以直接访问系统变量、用户定义变量、进行BOOL逻辑运算、与PLC进行快速信号交换等,功能非常强大。因此附件头更换以NC程序设计为主是完全可行的,换头程序模块以换头指令子程序ATH_LOAD(“头名称”)为主要子程序,其他子程序均作为被调用子程序:如,MAG_ATH_QUOTE(位置赋值子程序),MAG_ATH_UNLOAD(卸载子程序)和MAG_ATH_LOAD(装载子程序)。自动换头控制流程如图3所示。
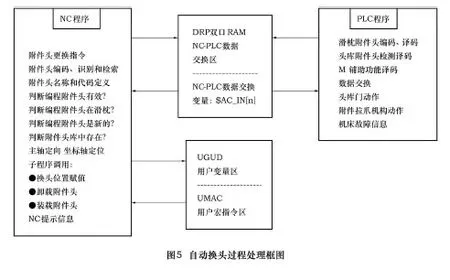
如图5自动换头过程处理框图所示,以NC程序为主体发出换头指令并承担主要控制任务,PLC承担机床侧部分的控制任务,NC与PLC可以通过两个数据交换区进行数据通讯,协调NC和PLC动作控制。UGUD用户数据变量和UMAC用户宏指令变量,分别由设计者在系统初始化文件UGUD.def和UMAC.def中编辑,编辑的这些变量上电时生效并显示在指定的页面,可以通过def文件或NC、PLC程序给这些变量赋值。设计中就直接用用户定义的变量编程,增加了程序的可读性、标准化、规范性和模块化。
3 换头程序设计示例
3.1 NC换头子程序
3.1.1 换头指令子程序ATH_LOAD(“头名称”)
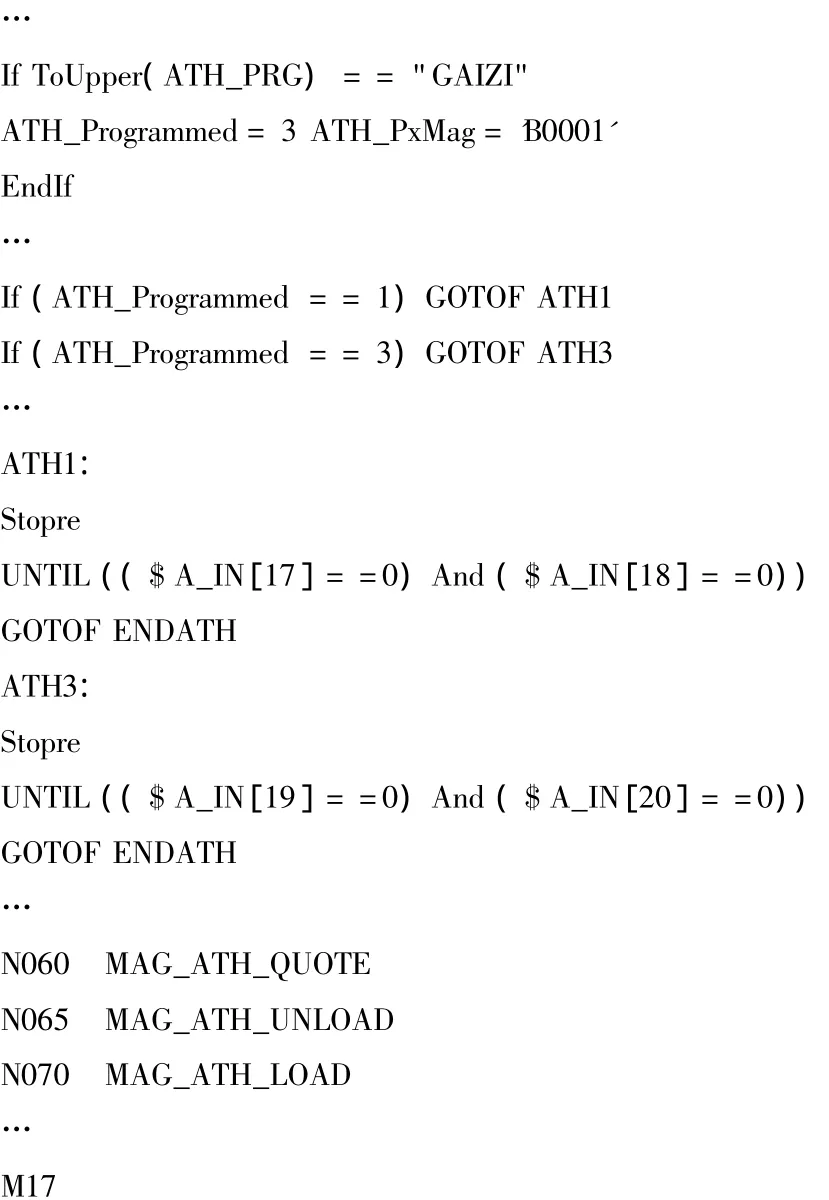
换头指令子程序ATH_LOAD(“头名称”),直接由用户在NC加工程序中编程调用。它完成对附件头名称和编码进行解译、解码和位置赋值;逻辑判断;并顺序调用位置赋值子程序MAG_ATH_QUOTE、卸载子程序MAG_ATH_UNLOAD和装载子程序MAG_ATH_LOAD。
例1:CMA.DIRATH_LOAD.SPF
换头指令子程序ATH_LOAD(“头名称”)、卸载子程序MAG_ATH_UNLOAD和装载子程序MAG_ATH_LOAD都是机床制造商子程序,设置保护用户不能修改。位置赋值子程序MAG_ATH_QUOTE对终端用户开放,允许修改换头位置。
3.1.2 位置赋值子程序MAG_ATH_QUOTE
该子程序给出了每个附件头在换头过程中各节点位置的机床坐标值,在换头指令子程序ATH_LOAD(“头名称”)中调用,以变量名形式编程赋值换头坐标值。
例2:CMA.DIRMAG_ATH_QUOTE.SPF


3.1.3 卸载子程序MAG_ATH_UNLOAD
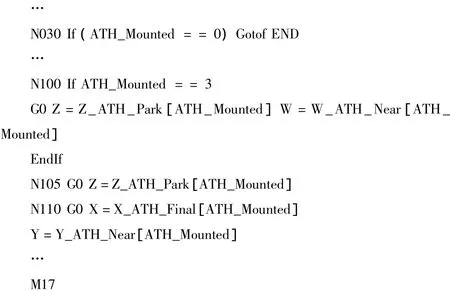
卸载子程序MAG_ATH_UNLOAD由换头指令子程序ATH_LOAD(“头名称”)调用,完成将旧附件头卸载到头库中。在此程序中会对当前滑枕端上有无附件头、是否为编程的装载新附件头等作出判断,根据判断结果执行卸载动作。
例3:CMA.DIRMAG_ATH_UNLOAD
3.1.4 装载子程序MAG_ATH_LOAD
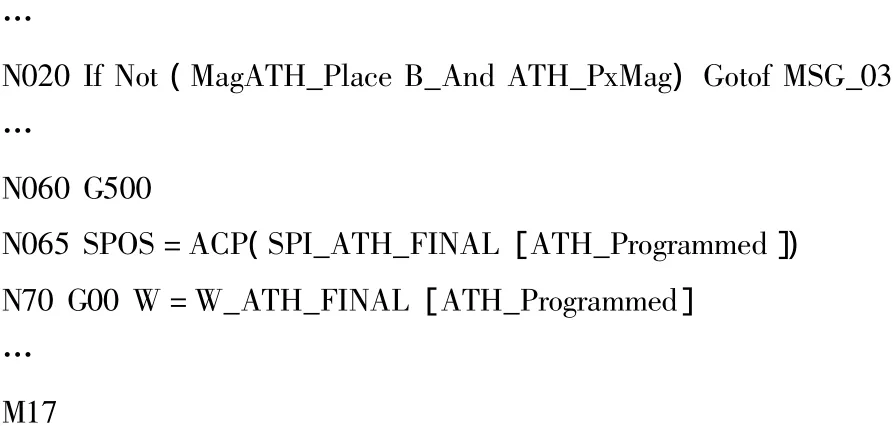
装载子程序MAG_ATH_LOAD由换头指令子程序ATH_LOAD(“头名称”)调用,完成将参数“头名称”中要求的附件头装载到滑枕上。在此程序中首先会对头库内存放的附件头做检索、判断,根据检索和判断的结果执行装载附件头。
例4:CMA.DIRMAG_ATH_LOAD
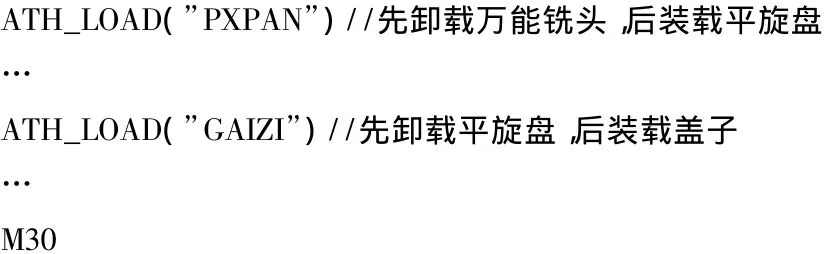
用户在加工使用中,只需要记住ATH_LOAD(“头名称”)这一条指令,并填写需要装载的附件头名称汉语拼音缩写。程序会自动识别、检索、判断当前附件头的状态,并区分不同情况自动完成规定的动作。
例5:换头子程序ATH_LOAD(“头名称”)调用示例

3.2 PLC换头程序
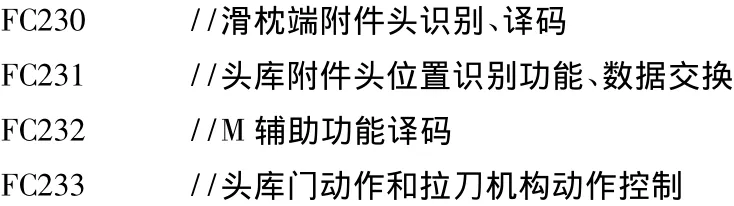
PLC程序设计中采用了模块化、参数化和标准化的编程方法,按功能将程序分成不同的功能块,利用程序功能块形式参数编程特点,将经典控制功能程序模块化。程序结构如下:
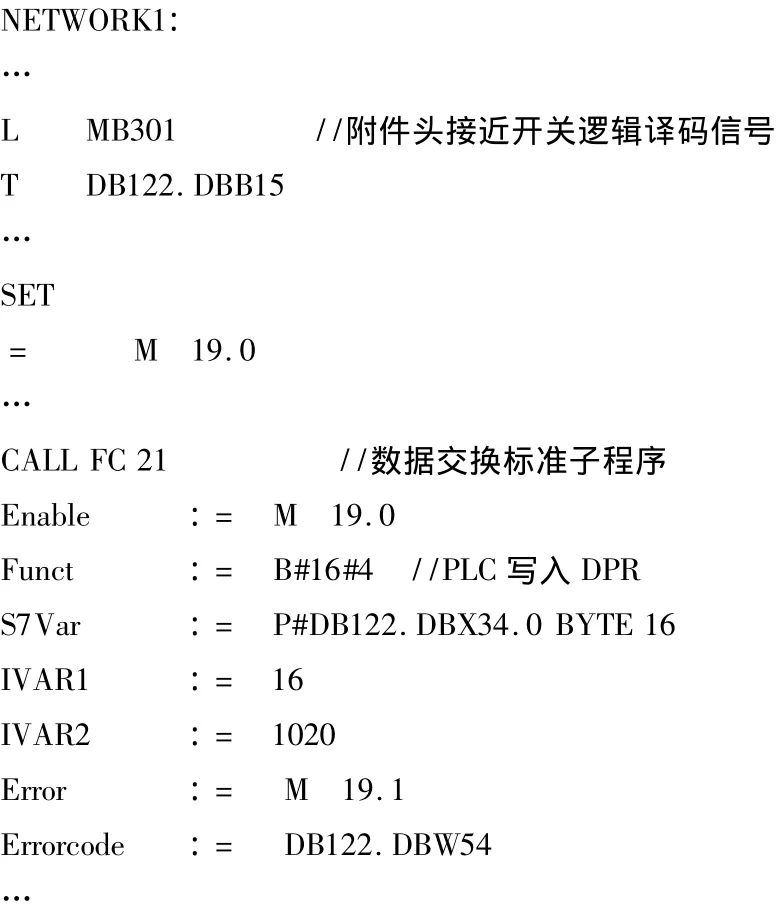
自动换头的PLC控制主要包括机床自动定位、滑枕和头库中附件头自动识别、附件头拉爪的控制及NC-PLC数据传送,而附件头自动识别控制是自动换头中的关键点。当附件头装载到滑枕端面上时,滑枕端面的3个接近开关输出逻辑组合信号,PLC程序作处理后,装载到数据块DB122中,再通过数据交换程序(西门子标准程序FC21)传送到NC程序中。
例6:FC230附件头识别和数据交换示例
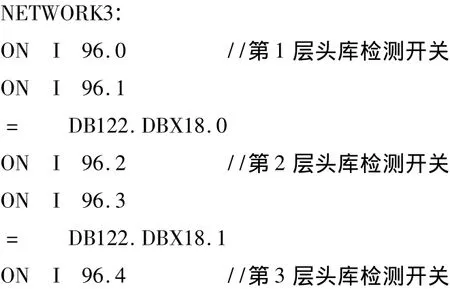
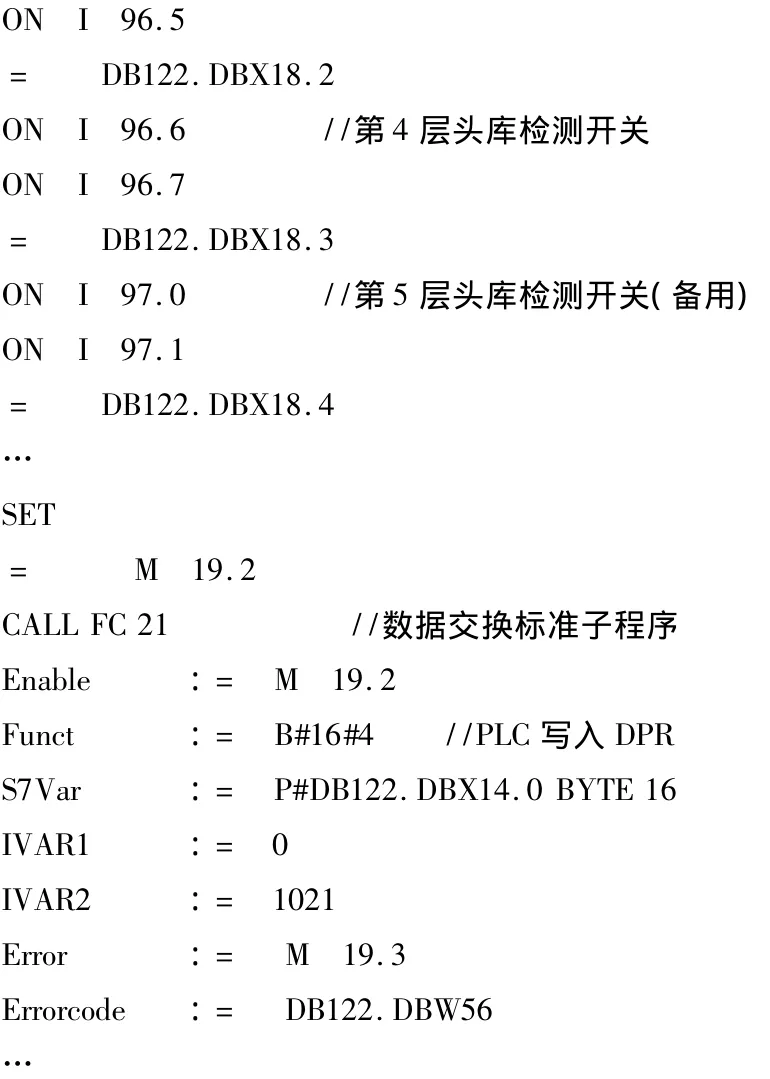
例7:FC231头库位置识别和数据交换示例
4 结语
应用该设计思路开发的头库管理及自动换头程序,缩短了NC、PLC程序的调试周期,以及新机床头库管理程序设计周期,减少了设计错误,缩短产品的试制和生产周期。在我公司TH69系列多台数控落地铣镗床中得到实际应用验证,包括数控分度万能铣头、AC五轴铣头、数控平旋盘等复杂铣头的自动更换,编程和操作都非常简便。降低了操作者的劳动强度,节约了附件头装/卸载的时间,大大提高了机床加工效率,运行效果良好,并取得了良好的经济和社会效益。
[1]Manufacturer/Service documentation.SINUMERIK840D/810D(CCU2)/FM-NC,Special Function(Part3)Description of Function,08[Z].2006 Edition.
[2]Manufacturer/Service documentation.SINUMERIK840D/810D,Lists,Perameter Manual,11[Z].2006 Edition.
[3]User documentation.SINUMETIK840D/810D,Job Planning,Programming Manual,11[Z].2006 Edition.
[4]User documentation.SINUMETIK840D/810sl,List of System Variables,Perameter Manual 11[Z].2006 Edition.
