熔滴短路过渡频率测量装置制作及其在教学中的应用*
2011-06-13刘新林
刘新林
(河南机电高等专科学校材料工程系,河南 新乡 453000)
1 引言
CO2气体保护焊接方法从20世纪50年代初问世以来,以其高效、节能和成本低等特点受到人们极大的关注。近年来,其在国内外焊接领域发展很快,在实际生产中的应用日趋广泛,现已成为一种重要的焊接方法。在实际应用中,CO2焊常采用熔滴短路过渡方式以适应薄板焊接和全位置焊接的工艺要求。对于采用熔滴短路过渡的焊接过程稳定性,常以熔滴短路过渡频率之高低来作为其的衡量标准之一。为此我们制作了熔滴短路频率测量装置,用于实验教学,以使学生们在理论学习和实践中,对焊接过程有一个立体的感知,为今后的学习和工作打下一定的基础。
2 短路过渡过程之电弧电压、电流波形的形成及特点
2.1 熔滴短路过渡电压、电流波形的形成
稳定焊接过程下的电流、电弧电压波形如图1所示。电弧引燃后,焊丝受热的作用,端头开始熔化并形成熔滴(如图中⑤)。随着焊丝熔化,熔滴继续长大(如图中⑥⑦⑧),此时电弧向焊丝传递的热量减少,焊丝的熔化速度减慢,而焊丝的送进速度保持不变,此时送丝速度比熔化速度快,使熔滴接触熔池造成短路(如图中⑨①)。短路瞬间电弧熄灭,电弧电压急剧下降至零伏。由于焊接回路电感的抑制作用,使短路电流以一定的速率上升。同时,在电磁收缩力、表面张力等力的作用下,焊丝与熔池间的熔滴金属向熔池润湿和转移,随后形成缩颈(如图中③),且逐渐变细(如图中④)。当短路电流上升到一定数值时,缩颈在电阻热作用下气化而爆断,熔滴过渡到熔池中,电弧电压迅速恢复到再引燃电压,电弧重新引燃(如图中⑤)。此后重复上述过程[1-2]。
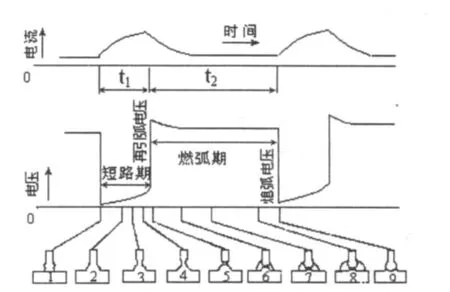
图1 CO2焊短路过渡过程示意图
2.2 熔滴短路过渡的特点
2.2.1 熔滴短路过渡的周期性
由图1知,每次熔滴短路过渡都是由燃弧和短路两个阶段组成的,燃弧期,焊丝熔化,熔滴形成并逐渐长大。短路期,熔滴与熔池短路,电弧熄灭,在电磁收缩力、表面张力等力的作用下,熔滴向熔池过渡,从而完成了一次熔滴向熔池过渡的过程。在稳定的焊接过程中,由这些持续不断地过渡到母材上的熔滴形成了焊缝。由于每次熔滴的形成、长大和进入熔池需要一定的时间,所以熔滴的过渡具有一定的周期性。而其周期的大小,又因焊接条件(焊接电压、电流、焊丝直径等)不同而不同。
2.2.2 熔滴短路过渡的随机性
熔滴短路过渡是在低电压、小电流情况下发生的现象。在电弧热作用下,焊丝端部发生熔化,形成熔滴且逐渐长大。在其长大的过程中,一方面由于电弧力的大小在不断变化,熔滴受力状况亦发生变化,从而造成熔滴上下浮动。另一方面,熔池液面随着燃弧电流的衰减导致电弧力减小而回升。上述这些运动都是无规律的,从而造成了熔滴与熔池发生短路的时刻是随机的[1][3]。此外,焊丝输送速度的变化,操作者操作手势的变化也会影响这种随机性。因此,同种焊接条件下的熔滴过渡的每个周期(也可用短路过渡频率来描述)之间,具有一定的差异性。
3 熔滴短路过渡频率测量装置的工作原理
根据CO2焊熔滴短路过渡时,其电弧电压波形具有周期性的特征,制作了熔滴短路过渡频率测量装置(以下简称短路频率测量装置)。电路原理见图2。

图2 熔滴短路过渡频率测量装置原理图
3.1 电弧电压信号的摄取
由焊接回路的构成可知,弧焊电源的输出电压(也即焊接电压)Uу等于焊接回路导线压降Ur与电弧电压Uh之和。在一定的条件下,电弧电压Uh与焊接电压Uу成正比关系。由于电弧电压Uh在实测时不易实现,因此可以用焊接电压Uу来代替电弧电压Uh作为取样信号。只要适当调整电阻R1和R2的比例关系,即可完成对电弧电压的采样。
3.2 电路工作原理
由前述可知,熔滴短路过渡过程由短路期t1和燃弧期t2构成。当其处于短路期时,晶体管V截止,电源E经 R4、VD2对电容C2进行充电,电压UC2充至稳压管VS的稳压值。当其处于燃弧期时,晶体管V导通。电容C2与晶体管V、VD3,微调电位器RP以及电流表PA构成放电回路。放电电流流经电流表PA,使电流表指针产生偏转,因此过渡的熔滴每短路一次,就有一定的电流流经电流表,电流表就指示出与短路过渡频率相当的平均电流。由于稳压管VS的限压作用,电容C2每次充得的电压为恒定值,从而使得每次流经电流表的放电电流是一样的。所以电流表PA的指示平均值,只与熔滴短路的次数(即熔滴短路过渡频率)成正比。单位时间内熔滴短路的次数越多,电流表指示的平均值就越大。选择适当的充放电时间常数以及合适的电流表PA的量程,可以使短路过渡频率与电流表刻度有较好的对应。经信号发生器校准,其准确度可达95%。通过实际使用,该装置可以完成对熔滴短路过渡频率的测量。
4 短路频率测量装置在教学中的应用
如何鉴别一个焊接过程是否稳定呢?对于有经验的焊接操作者来说,其可以根据熔滴短路过渡时发出的有节奏的爆破声来定性的进行判断(但无法进行定量的描述)。爆破声的节奏越密集,即熔滴短路过渡的频率越高,其焊接过程越稳定。而对于初学者的在校学生而言,在实际判断时,往往有一定的难度。通常可以利用示波器拍照电压波形的方式,可以较准确地计算出短路过渡频率值。但整个过程需时较长,不适宜焊接现场操作使用。况且由于熔滴短路过渡的随机性所致,其短路过渡周期不尽相同。事实上,实时拍出的一组电弧电压波形中,各个周期也有差异。在计算短路过渡频率时,仍须进行平均或近似的处理。而采用前述的短路频率测量装置可以方便、及时地读取短路过渡频率值,以便学生们在撰写实验报告时可以进行定量的描述和比较。
使用短路频率测量装置可以进行如下实验:
1)电弧电压对短路过渡频率的影响
本实验中,采用同一焊丝直径、同一焊接电流和不同的焊接电压进行焊接试验。通过比较熔滴短路过渡频率以了解电弧电压对其的影响。
2)焊接回路电感对短路过渡频率的影响
本实验中,焊丝直径、焊接电压、电流均固定。在稳定的焊接过程下,改变焊接回路的电感(变换滤波电抗器的抽头位置)大小,测取不同条件下的短路过渡频率值,进而了解回路电感对短路过渡频率的影响。
3)焊丝直径对短路过渡频率的影响
本实验中,焊接电流、回路电感不变。在焊接过程稳定条件下(因焊丝直径不同,过渡熔滴体积不同,此时焊接电压可少许调整),测出不同焊丝直径进行焊接时对应的短路过渡频率值,通过比较以了解焊丝直径大小对短路过渡频率的影响。
4)同种直径焊丝、不同焊接电流时的熔滴过渡形式的判别
本实验中,采用φ1.6焊丝,选择不同的焊接参数(小电流Ih≤200A;大电流Ih>350A)进行焊接。焊接过程稳定时,分别测量出两组焊接参数对应的熔滴过渡频率(小电流焊接时,熔滴呈短路过渡形态,测量装置的指示值不为零;大电流焊接时,熔滴呈细颗粒过渡形态,无熔滴短路现象,故测量装置的指示值为零)。通过频率比较,可以判别不同焊接参数下所呈现的熔滴过渡形式。
5 结语
本测量装置用于教学实验,简单、有效、可行。使学生从电气测量的角度来加深对熔滴过渡形式的理解以及通过测量熔滴短路过渡频率值进而判定是否获得稳定的焊接过程。
[1]殷树言,等.CO2焊接设备原理与调试[M].北京:机械工业出版社,2000.
[2]奚道岩.金属结构的电弧焊[M].北京:机械工业出版社,1997.
[3]中国机械工程学会焊接学会编.焊接手册第一卷,焊接方法与设备(第三版)[M].北京:机械工业出版社,2008.
