内球面与向心柱面相贯圆角的数控加工研究
2011-05-25周铁玲冯帅男
周铁玲,冯帅男
1.天津重型装备工程研究有限公司冷工艺研究部助理工程师,天津 300457
2.天津重型装备工程研究有限公司冷工艺研究部高级工程师,天津 300457
在机械加工领域,为了避免应力集中,经常需要在各种曲面的相贯线处进行倒圆角处理,各种相贯线倒圆角后形成的空间曲面的加工需要在数控机床上完成。
如沿内球面与向心柱面相贯线倒圆形成的过渡圆角,单从几何特征看,该过渡圆角曲面是一段圆弧截面轮廓绕中心轴线回转形成的回转体(见图1),几何形状规则,可以采用车削、镗削和铣削等方式进行加工。但零件内部的过渡圆角在实际加工中会受到各种加工条件的限制,如零件外部轮廓形状不规则,在车床上无法装夹,而要采用镗削的加工方式,则需要机床配置数控偏心盘,加工成本高,且加工效率也比较低。本文作者分析并研究出针对该类过渡圆角的数控铣削加工方法,利用三面刃铣刀进行曲面轮廓分层拟合加工的轨迹规划。
1 刀具选择
刀具的选择是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。刀具选择总的原则是:要使刀具的尺寸与被加工工件的表面尺寸相适应,且安装调整方便,刚性好,耐用度和精度高。
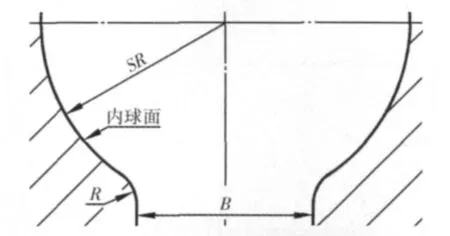
图1 内球面与向心柱面相贯圆角图示
1.1 刀具类型确定
由于圆角处于内球面,受内球面大小和开口形状的限制,刀具从球面内侧进入时主轴伸出很长,这样必然会降低主轴系统刚度,影响加工效果。如果将圆柱孔口正对主轴,刀具从圆柱孔口侧进入,刀具虽不用伸出太长,但是需要采用具有后刀面切削功能的刀具。因此,考虑选用三面刃铣刀盘进行加工。
1.2 两种刀具加工效果比较
常用的三面刃铣刀有方刀片三面刃铣刀和圆弧刀片三面刃铣刀两种。分别用这两种三面刃铣刀切削此圆角,当采用相同厚度的刀盘,以相同的增量步距铣削时,使用圆弧刀片与加工表面接触率大,残留较少,包络出的零件表面粗糙度较好。因此,当加工表面质量要求高时,可选用圆弧刀片三面刃铣刀(见图2)。
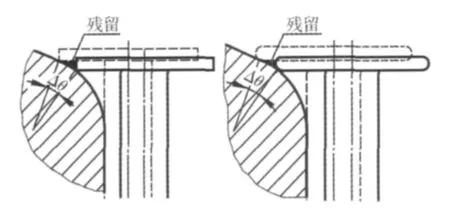
图2 两种三面刃铣刀铣削效果比较
1.3 最小刀具直径
为避免因刀具直径过小导致机床主轴与零件内孔发生碰撞,需要确定出铣刀盘的最小直径(见图 3)。
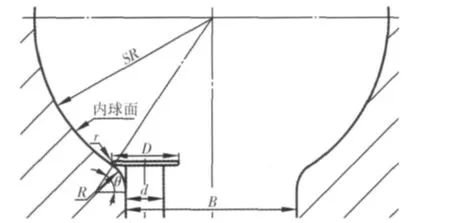
图3 刀盘最小直径

式中,d—刀杆直径 (mm);r—圆弧刀片半径(mm);R—待加工圆角半径(mm);B—向心柱面孔径 (mm);SR—内球面半径(mm)。
2 程序编制要点
2.1 零点设定
针对本文零件结构特征,设定编程坐标系G54,G54X0Y0Z0设在球面中心,Z轴与向心柱面轴线重合(见图4)。
2.2 轨迹规划
(1)轮廓与刀具半径补偿
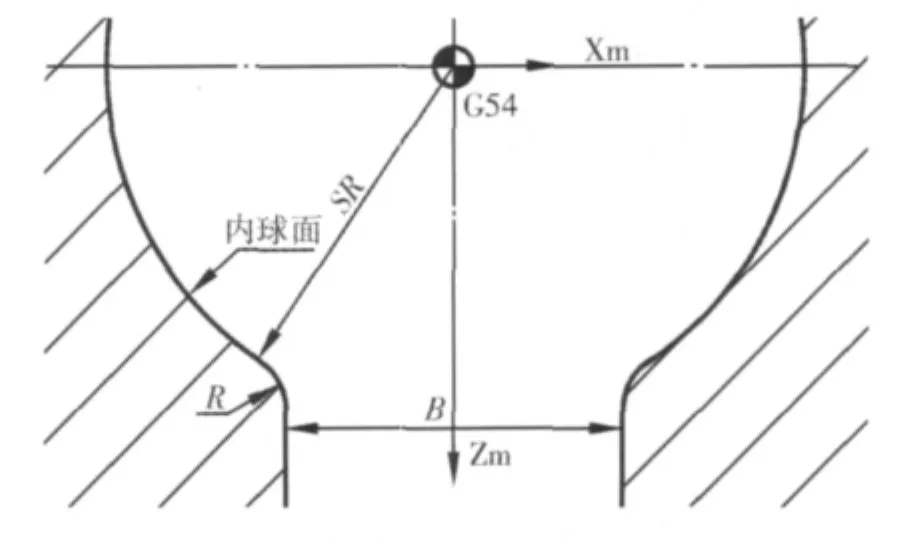
图4 编程坐标系G54
采用方刀片三面刃加工圆弧轮廓时,刀具与轮廓的接触点始终在后刀面与侧面相交的外圆上,刀具中心点始终偏离接触点D/2。因此刀具中心点的轨迹是零件轮廓沿半径方向偏移D/2形成的,可以采用零件轮廓编程,刀具半径补偿值为刀具半径;
而采用圆弧刀片三面刃加工圆弧轮廓时,由于刀具与零件轮廓的接触点随加工位置不同而不断变化,若采用零件轮廓编程,无法给出刀具半径补偿值,但由于刀具中心点距圆弧刀片中心点的距离是固定的,所以可以采用圆弧刀片中心点轨迹编程,刀具半径值为刀具半径与圆弧刀片半径的差值D/2-r(见图5)。
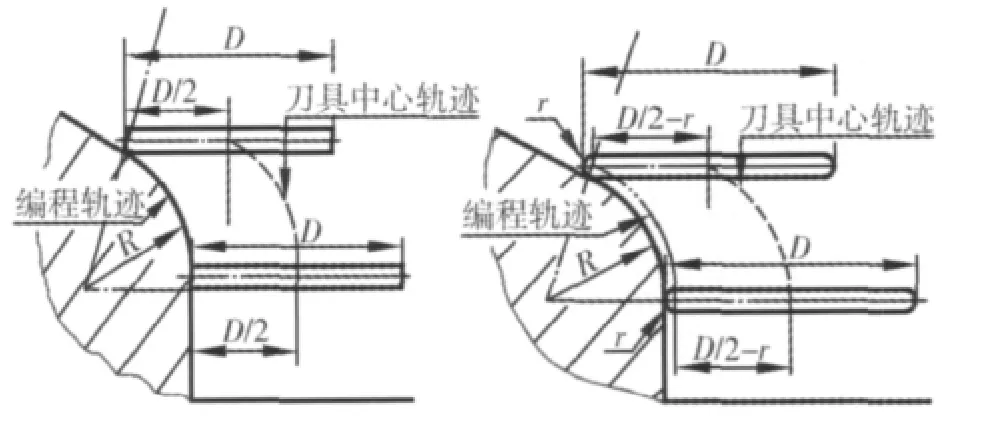
图5 两种三面刃铣刀半径补偿
(2)轨迹方向确定
当采用顺时针方向(G02)走刀时,切屑从薄到厚,刀齿从已加工表面划过,会使已加工表面产生硬化,刀具磨损快,且已加工表面质量差。相反,当采用逆时针方向(G03)走刀时,切屑从厚到薄,开始时刀齿立刻切入工件,由于不产生滑动,不会产生硬化现象,刀具寿命长,已加工表面质量较好。因此,刀具轨迹方向宜采用逆时针方向(见图 6)。
(3)进退刀方式
为保证轮廓加工质量,采用圆弧切入的方式,既可避免进刀处的停顿,又不容易产生刀痕。
每层进退刀圆弧半径一定要小于待加工圆孔半径,为方便编程,可以将进退刀圆弧圆心点设置在相对待切削圆孔圆心点偏移尺寸y的位置处。若同时使用刀具补偿则要注意进退刀圆弧半径一定要大于刀具半径值,否则机床容易出现报警(见图7)。
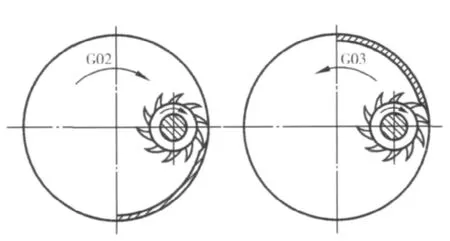
图6 不同走刀方向下的切削

图7 圆弧进退刀刀轨
(4)变量方式及步长选择
采用刀具沿轴向分层加工拟合轴向圆角轮廓时,每层切削深度的划分有两种方式,即角度变量方式和高度变量方式[1]。对本文零件采用角度变量方式加工出的零件表面质量均匀,粗糙度较好(见图 8)。
在设定角度增量步距Δθ时,除考虑加工表面质量外,还应该考虑是否能被过渡圆弧夹角θ整除,否则以增量步距Δθ进行增量循环运算时,容易在终止点处引起过切。
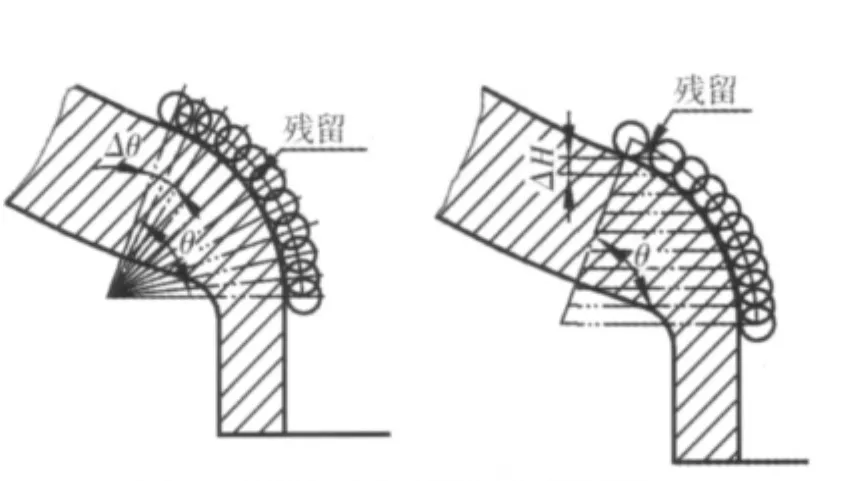
图8 两种变量方式下加工效果比较
3 刀位点和对刀点设置
刀位点是刀具上的一个基准点,刀位点相对加工曲面运动的轨迹是程序编制的依据。对于用后刀面加工的圆弧三面刃铣刀,编程控制点在圆弧三面刃铣刀中心。因此刀位点(即刀具零点)X0,Y0应设在刀具圆弧中心,Z0设在刀具厚度的中心。
为了提高零件的加工精度,对刀点应尽量选在零件的设计基准或工艺基准上。而对于该类孔型零件,以孔的中心和端面作为对刀点较为适宜。粗加工时一般可以采用试切法对刀,精加工可以使用量块、塞尺、千分表等工具辅助对刀。
4 结语
具有此类特征的零件在机械加工中会经常碰到,采用本文方法步骤加工效率高、质量好,值得推广。
[1]张明光.倒圆角加工的数控程序编制及刀具的选用.金属加工,2009,1:69-70.
