鱼松压缩成型影响因素的研究
2010-08-27张京宗力熊善柏李玲
张京, 宗力*, 熊善柏, 李玲
(1.华中农业大学工程技术学院,湖北武汉 430070;2.华中农业大学食品科技学院,湖北武汉 430070)
鱼松压缩成型影响因素的研究
张京1, 宗力*1, 熊善柏2, 李玲1
(1.华中农业大学工程技术学院,湖北武汉 430070;2.华中农业大学食品科技学院,湖北武汉 430070)
以影响鱼松压缩成型的因素为研究对象,将影响因素分为原料的制备(打松时间、干燥时间),压缩模具形式(模具截面形状与大小),压缩工艺参数(加载速率、最终压力、保压时间)三个方面,以压缩损失率和成型块松弛比为试验指标,确定了各因素的影响趋势。为鱼松压缩成型设备的设计指明方向。
鱼松;压缩成型;影响因素;压缩损失率;松弛比
鱼松是一种以鱼肉为原料,经蒸煮、调味、炒制而成的鱼肉制品,营养价值高,含蛋白质和钙[1]。将鱼松压缩成型,加工成外形美观、形式丰富的方便食品[2-3],实现低值淡水鱼的2次、3次加工增值,使淡水鱼加工向系列化、多样化和高附加值方向发展,是当前淡水鱼加工利用的主要研究方向,符合我国经济发展以及人们对食品需求变化的趋势[4-6]。
食品成型是方便食品机械化加工过程中的重要一环[7-8]。对于散粒体农业物料来说,压缩成型是一种主要的成型方式。影响散粒体压缩成型的因素包括原料的组分,原料的含水率,原料的粒径及粒度分布,环境温度,原料的预热,添加剂,成型工艺参数(成型压力,保压时间)等等[9-14]。本研究拟以压缩损失率和松弛比[13-14]为试验指标,重点研究鱼松原料的制备(打松时间,干燥时间),压缩模具形式(模具截面形状与大小),压缩工艺参数(加载速率、最终压力、保压时间)3方面因素对试验指标的影响。
1 材料与方法
1.1 试验材料
试验采用市场上购得的风干鲢鱼(产于湖北)。
1.2 主要仪器与设备
试验主要设备与仪器包括:
1)鱼肉打松机:作者所在实试验室自制,主要由料筒、刀盘、机架、电机构成。该机型大小为800 ×600×800 mm,料筒直径为210 mm,旋转刀盘直径为190 mm,电机转速2 480 r/min,产量约为150 kg/h[15]。
2)压缩模具四套,内径为25 mm和30 mm圆形截面模具、边长为25 mm和30 mm的正方形截面模具。压缩装置如图1所示。

图1 压缩成型示意图Fig.1 Scheme of the compression mechine
3)YXQ.SG41.280型手提式压力蒸汽灭菌器:上海华线医用核子仪器有限公司生产,工作压力为0.15MPa。
4)RGT2000-10微机控制电子万能试验机,由深圳瑞格尔仪器有限公司生产,最大载荷5KN。
5)202-00台式电热恒温干燥箱:天津市泰斯特仪器有限公司生产,温度波动±1℃,范围50~250℃。
6)测量仪器:游标卡尺(精度0.02mm), MP200-1电子秤(量程200 g,精度0.01 g)。
1.3 试验方法
1.3.1 工作流程 首先采用本实验室设计的鱼肉打松机及工艺流程制备鱼松原料,然后通过微机控制电子万能试验机设置压缩工艺参数将鱼松压缩成型,测定各次试验压缩损失率及成型块松弛比。
鱼松制备工艺流程为:腌制风干鲢鱼→切块→蒸煮→自然冷却→打击成绒
其中切块:把整鱼切成约40 mm×40 mm的正方形鱼块,降低鱼块因大小不均匀对成绒产生的影响;蒸煮:将切好的鱼块放入压力蒸汽灭菌器,蒸煮20min,温度控制在121℃左右;自然冷却:蒸煮后直接取出鱼块,自然冷却至室温,打击成绒:将鱼块自然平铺与打松机料筒内,精确控制打松时间,将鱼肉打击成鱼松,装袋密封待压缩成型;指标测定:每次称取m0为5g鱼松原料进行压缩成型,精确测量成型后的质量m、成型时的厚度h、成型块静置松弛1h时的松弛厚度hs,计算求得试验指标。
1.3.2 试验指标

其中m0为初始重量(g);m为压缩后重量(g)。
2)成型块松弛比:成型块出模后会出现一定的回复变形,松弛比是评价这一特性的重要指标,松弛比为成型块压缩密度与松弛密度的比值,由于成型块截面方向几乎不发生松弛,因此松弛比也等于松弛厚度与成型厚度的比值。松弛比越小,则成型块越稳定。

其中ρ为压缩密度(kg/m3),ρs:松弛密度(kg/m3);h:成型厚度(mm);hs:松弛厚度(mm)
1.3.3 因素及水平 本试验将影响鱼松压缩成型的因素分为原料制备(打松时间、干燥时间),模具形式(截面形状与大小)和压缩工艺参数(加载速率、最终压力、保压时间)3方面,其中原料粒径各水平通过鱼肉打松机的打松时间来控制,含水率各水平通过干燥时间来控制,压缩工艺参数通过试验机参数设置实现。采用单因素轮换试验研究影响趋势,即固定其它因素,改变被研究因素的水平。各因素水平及试验重复数见表1,通过预备试验分析选定因素被固定时的水平取值。
2 结果与分析
2.1 原料的制备
2.1.1 打松时间对试验指标的影响 打松时间是影响鱼松粒径大小及粒径分布的关键因素。打松时间短,鱼松粒径大,粒径分布不均匀,打松时间长鱼松粒径小,粒径分布均匀。如图2所示,压缩损失率曲线随打松时间的延长呈现先下降后平稳的趋势,而松弛比变化不明显。当打松时间为30s时鱼松压缩损失率和松弛比分别为0.90%和1.35,此后两指标趋于平稳。

表1 因素水平表Tab.1 Factor and Level
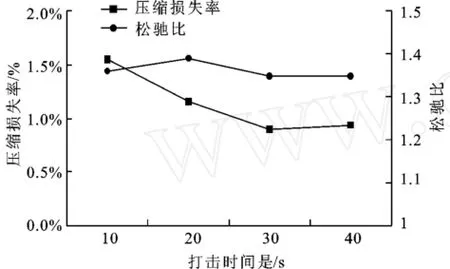
图2 打松时间与试验指标Fig.2 Effect of striking time on the Indexes
分析认为粗粒径分布不均匀鱼松压缩损失率高于细粒径分布均匀鱼松,原因在于细粒径鱼松在被压缩过程中排出空气,填充空隙的重排列能力高于粗粒径鱼松,从而降低了粒子间相互挤压引起的压缩损失。而高于30s的打松时间对压缩损失率的影响不大,可以认为30s为最佳打松时间。
最后,基于实定法已将“绿色原则”确定为民法基本原则来证成“绿色原则”应当成为一项基本原则的论证思维,违反法律逻辑。但是,若从维护法的稳定性和权威性的角度考量,如此思维则意义重大。虽然存在上述关于“绿色原则”的质疑,“绿色原则”在很大程度上也更具有形式意义上的法律宣示效果,但是,在《民法总则》已经生效实施的情况下,更需从立法论转为解释论的考量,依此对《民法典》分编中涉及该项原则,尤其是对环境污染行为予以必要规制,使“绿色原则”蕴含的生态文明理念真正在私法制度层面落实。
2.1.2 干燥时间对试验指标的影响 含水率测定方法采用105℃常压干燥法[16]。试验之初,精确称取10 g鱼松原料21份,用铝盒盛放,放入105℃干燥箱。每隔10、20、40min随机取出6份样品(其中3份用于压缩成型,3份记录干燥损失用于计算相应含水率),最后剩余3份干燥至绝干用于计算本次试验原料含水率。经计算随着干燥时间的延长,干燥四水平原料的含水率(湿基)分别为23.57%、19.32%、10.39%和5.13%。如图3所示,
随着含水率的降低,鱼松压缩损失率及成型块松弛比均呈现下降趋势,压缩损失率从5.80%降至0.47%,松弛比从1.40降至1.09。(干燥40min时原料损失率高的原因在于含水率过低而使得鱼松粒子间粘结力下降,成型块出模后边角易碎,而非压缩过程的重量损失。)
分析认为,含水率的降低是压缩损失率降低的主要原因。干燥不仅降低了含水率,而且使得鱼松粒子坚硬化,可压缩性和回复性变小,脆性增大。对蒸煮后的鱼松进行干燥可以降低压缩损失率及成型块稳定性,但水分含量过低(低于10%左右)的鱼松粘结力下降,粒子坚硬,不易咀嚼,成型后易破碎。
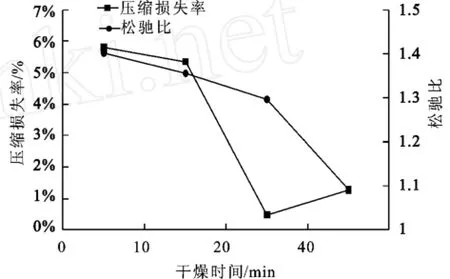
图3 干燥时间与试验指标Fig.3 Effect of drying time on the Indexes
2.2 模具形式
本试验用4套模具对鱼松进行压缩成型,研究模具截面形状及截面大小对试验指标的影响。为减小其它因素的影响,使得模具形式四水平试验指标之间的差异只是来自模具因素,试验以ø30模具加入5 g鱼松为基准,按照截面面积为比例关系确定其它3种截面模具的鱼松量。经计算得到ø25、30、25模具对应鱼松量为3.47、6.37、4.42g。试验结果如图4所示,两试验指标变化均不明显,压缩损失率波动范围为3.92%~4.53%,松弛比波动范围为1.33~1.38。

图4 模具形式与试验指标Fig.4 Effect of mole form on the Indexes
2.3 压缩工艺参数
2.3.1 加载速率对试验指标的影响 相同条件下,随着加载速率的增加,压缩损失率和松弛比趋势相同,先减小后增加,见图5。

图5 加载速率与试验指标Fig.5 Effect of loading velocity on the indexes
当加载速率为30 mm/min时压缩损失率和松弛比达到最小,分别为3.00%和1.37,即得率最高且成型块最稳定,可以认为30 mm/min为最佳加载速率。加载速率过低或过高都会有利于鱼松中水分、油脂以及所携带的营养成分的渗出。分析认为偏低的加载速率相当于延长了压缩的进程,从而导致成分损失的增多;而过高的加载速率使得鱼松粒子在未能充分有效地填充间隙排出空气时就过早的参与到粒子间的相互挤压,为压缩损失率的提高做出了贡献。而过高或过低的加载速率又不利于鱼松成型块的稳定。原因在于鱼松在压缩成型过程中粒子的重排列、间隙的填充、空气的排出需要一定的时间,过高或过低的加载速率将不利于这一过程的充分实现。高或低的加载速率下的成型块样品体积的缩小中粒子的压缩变形参与过多,而非空隙的填充和空气的排出,这也正是静置松弛时鱼松粒子回复能力比适中的加载速率获得的样品大的原因。
2.3.2 最终压力对试验指标的影响 从图6可以看出,相同条件下,最终压力对压缩损失率和松弛比的影响趋势相反,随着最终压力的增加,鱼松的压缩损失率增加,而松弛比先减小后趋于平稳,见图6。分析认为,随着压缩力的增加,鱼松只有通过体积的缩小来抵抗,当间隙被填充,粒子间的挤压变形变得更加剧烈,成分的渗出也就成了必然趋势。过高的最终压力不利于鱼松养分的保持,在实际加工中应尽量避免。
图6显示,相同条件下,最终压力为3 MPa时松弛比为1.23,此后趋于平稳。高压力(3、4、5 MPa)获得的样品比低压力(1、2)获得的样品稳定的原因在于鱼松粒子发生不可回复的塑性变形更多。低压力下大部分鱼松粒子还具有较大的弹性回复能力,松弛比高也就成为可能。试验过程发现低于3 MPa的最终压力压缩制成的鱼松样品粘结力小,易松散,持久性差。加工过程中,最终压力对于两试验指标的影响是个矛盾,兼顾两者考虑, 3MPa为最佳。

图6 最终压力与试验指标Fig.6 Effect of final pressure on the indexes
2.3.3 保压时间对试验指标的影响 相同条件下,保压时间与两试验指标的关系相反,见图7。

图7 保压时间与试验指标Fig.7 Effect of the pressure keeping time on the indexes
压缩损失率随着保压时间的延长呈先增大后趋于平稳的趋势。保压时间低于60s时,压缩损失率与保压时间成正比例关系,虽然压缩进程已经终止,但鱼松中产生的内应力还没完全松弛,鱼松中的液态物质携带着营养成分随着保压时间的延长而不断的流失。当最终压力一定时,损失达到最大值后,单纯的延长保压时间不会对鱼松质量的损失产生影响。这并非是由于损失已经达到极限值,而是在压力达到最大值时,成型块样品的压缩损失随着内应力松弛的结束而结束。也可以说以加载速率为30 mm/min,最终压力为3 MPa对鱼松压缩成型后,鱼松的内应力松弛将在60 s左右的时间达到极限。
从图7还可以看出,保压时间越长,成型块越稳定,而大于30s的保压时间并不会对鱼松的稳定做出显著贡献。图示同样也揭示了保压比不保压显著提高了鱼松成型块样品的稳定性。在实际加工过程中,保持压力是必不可少的环节,而过长的保压不但不会显著提高鱼松成型块的稳定性反而降低生产效率,增加能耗。
3 结 语
1)打松时间对压缩损失率影响显著,而对松弛比影响不显著。打松时间为30 s时最佳。
2)含水率对两试验指标影响均显著,含水率低于10%左右时鱼松成型块易破碎。
3)模具载面形状和大小对鱼松的压缩损失率和成型块松弛比影响不显著。
4)最终压力为3 MPa时,10~40 mm/min的加载速率对两试验指标的影响不显著。
5)最终压力对压缩损失率影响显著,而对成型块松弛比影响不显著。最终压力为3 MPa时为最佳。
6)保压时间对两试验指标影响均显著,30 s为最佳保压时间。
[1]邓后勤,夏延斌,曹小彦,等.麻辣风味鱼松的调味研究[J].现代食品科技,2006,22(1):48-50.
DENG Hou-qin,XIA Yan-bin,Cao Xiaoyan,et al.Study on the hot dried fish floss from tilapia’flesh fritter[J].Modern Food Science and Technology,2006,22(1):48-50(in Chinese)
[2]黄圣明.方便食品行业发展形势分析与展望[J].中国食物与营养,1999,6:1-4. (in Chinese)
[3]刘树立,王春艳,王华.我国方便食品的现状及发展趋势[J].中国食品添加剂,2007,02:131-135.
LIU Shu-li,WANG Chun-yan,WANG Hua.The present situation and development tendency of convenience food in our country[J].China Food Additives,2007,02:131-135.(in Chinese)
[4]戴新明,熊善柏.湖北省淡水鱼加工与综合利用[J].渔业现代化,2004,02:42-43. (in Chinese)
[5]陈胜军,曾明勇.淡水鱼加工利用的研究进展[J].中国水产,2002,05:70-71. (in Chinese)
[6]光翠娥,黄敏.加强淡水鱼的加工与综合利用[J].食品研究与开发,2005,26(3):25-27. (in Chinese)
[7]程凌敏,徐克非,杨绮云,等.食品加工机械[M].中国轻工业出版社,1988.
[8]刘协舫,郑晓,丁应生,等.食品机械[M].湖北科学技术出版社,2002.
[9]Nalladurai Kaliyan,R Vance Morey.Factors affecting strength and durability of densified biomass products[J].biomass and bio energy xxx(2008)1-23.(in Chinese)
[10]王春光,杨明韶,童淑敏,等.高密度压捆时牧草在压缩室内的受力和变形研究[J].农业工程学报,1995,15(4):55-59.
WANG Chun-guang,YANG Ming-shao,TONG shu-min,et al.Study on compressing process of hay in the compressing chamber of high density bales[J].Transactions of the CSAE,1995,15(4):55-59.(in Chinese)
[11]杨明韶,李旭英,杨红蕾.牧草压缩过程的研究[J].农业工程学报,1996,12(1):60-64.
YANG Ming-shao,LI Xu-ying,YANG Hong-lei.Research on the hay compremion process[J].Transactions of the CSAE, 1996,12(1):60-64.(in Chinese)
[12]弋晓康,高连兴.影响切碎棉秆压缩成型过程的探讨[J].农机化研究,2008(1):226-228.
YI Xiao-kang,GAO Lian-xing.Studies on factors to chopping cotton stalk compression forming proces[J].Journal of Agricultural Mechanization,2008,(1):226-228.(in Chinese)
[13]盛奎川,钱湘群,吴杰.切碎棉杆高密度压缩成型的试验研究[J].浙江大学学报:农业与生命科学版,2003,29(2):139-142.
SHENG Kui-chuan,QIAN Xiang-qun,WU Jie.Experimental studies on compressing chopped cotton stalks to high densities[J].Journal of Zhejiang University:Agric&Life Sci,2003,29(2):139-14.(in Chinese)
[14]吴杰,王艳云,王吉奎.棉秆切碎粒度对其压缩成型影响的试验研究[J].农机化研究,2006,2:112-113.
WU Jie,WANG Yan-yun,WANGJi-kui.Experimental study on the efiect of particle size of chopped cotton stalks to compaction[J].Journal of Agricultural Mechanization,2006,2:112-113.(in Chinese)
[15]张乾能.鱼肉打松机设计及其工艺参数研究[D].武汉:华中农业大学工程技术学院,2009,06.
[16]黄伟坤.食品检验与分析[M].北京:中国轻工业出版社,1989.
(责任编辑:杨萌)
Experimental Studies on Factors Affecting Compression Molding of Shred Fish
ZHANGJing1, ZONG Li*1, XION G Shan-bo2, LI Ling1
(1.College of Engineering and Technology,HuaZhong Agricultural University,Wuhan 430070,China;2.College of Food Science and Technology HuaZhong Agricultural University,Wuhan 430070,China)
This manuscript study the optimum factors compositions that affecting compression molding of shred fish.for this,the loss percentage of compression and the relaxation ratio used at indexes to investigate effect of material factors(particle diameter,water ratio),mold form(shap and size of cross section),processing parameter(loading velocity,final pressure,keeping time)on the shred fish.This study provided that the research direction for the design of compression molding equipment of shred fish.
shred fish,compression molding,factors,loss percentage of compression,relaxation ratio
s 377
:A
1673-1689(2010)04-0548-05
2009-08-16
湖北省重大科技攻关资助项目(2006AA204A03)。
*通信作者:宗力(1956-),男,湖北武汉人,教授,主要从事农产品加工与装备研究。Email:zongli@mail.hzau.edu.cn