负载持续率对手工弧焊机空闲损耗的控制研究
2024-05-26黄晓东王凯孔高祥
黄晓东 王凯 孔高祥

摘 要:焊接是一种常见的金属连接方法,焊接过程中会产生大量的损耗,焊接结束后也会产生空闲损耗。本文旨在研究焊 接负载持续率对焊机空闲损耗的有效控制,以优化焊接过程,降低焊接空闲损耗,提高焊接质量。文章依据标准GB 28736— 2019的试验方法对焊接电流500 A以下的手工弧焊机进行试验验证,通过固定焊接周期对焊接时间进行调整,最终得出10分 钟为一周期的手工弧焊机在保证正常焊接质量前提下在63%~64%负载持续率时一分钟的平均空闲损耗获得最低值。
关键词:焊接,手工弧焊机,负载持续率,空闲损耗
DOI编码:10.3969/j.issn.1002-5944.2024.06.028
0 引 言
负载持续率是影响焊接空闲损耗的重要因素。 在理论上,焊接负载持续率的选择应基于以下几个 方面:焊接材料的特性,不同材料具有不同的熔点 和热导率,因此需要根据材料的特性来确定焊接负 载持续率;焊接耦合装置的形状和尺寸,耦合装置 的形状和尺寸会影响焊接的热传导和热扩散,从而 影响焊接负载持续率的选择;焊接设备的性能,焊 接设备的性能包括焊接电流、电压、功率因数和功 率等参数,这些参数会直接影响焊接负载持续率的 选择。为了研究方便,本次试验对焊接过程进行了 精确的控制[1],对不同的负载持续率对空闲状态的 平均损耗进行了研究。
1 影响因素的排除
为了准确验证焊接负载持续率对焊接空闲损耗的影响,山东省产品质量检验研究院进行了一系 列负载模拟试验后又进行了实际的焊接工艺质量验 证。为排除其他影响因素,依据GB/T 3091—2015选 取了焊接材料中最常见的公称口径(DN)为50 mm、 最小公称壁厚为3 mm的焊接钢管[2]为试样,选择2.5 mm药芯焊条为焊接材料,试验在环境温度为40 ℃ 的恒温试验箱内进行,整体环境湿度保持相对稳定 的56%~57%,通过调整焊接时间来控制焊接过程。
2 样机的选择与试验
试验选取以下类型的焊机在10分钟为一周期 的工况下进行试验。为了保证试验的安全和数据的 有效性,本次试验用到的手工弧焊机均能在100% 工况下连续运行,试验依据GB 28736—2019中 6.4.1、6.4.2、6.4.3规定的方法进行样机现场布置和 测量装置的选择进行试验,尤其注意应尽量减少由 于输入电缆的布置带来的电感,输入电缆应折叠成 长度不超過40 cm的线束并不得打圈[3]。
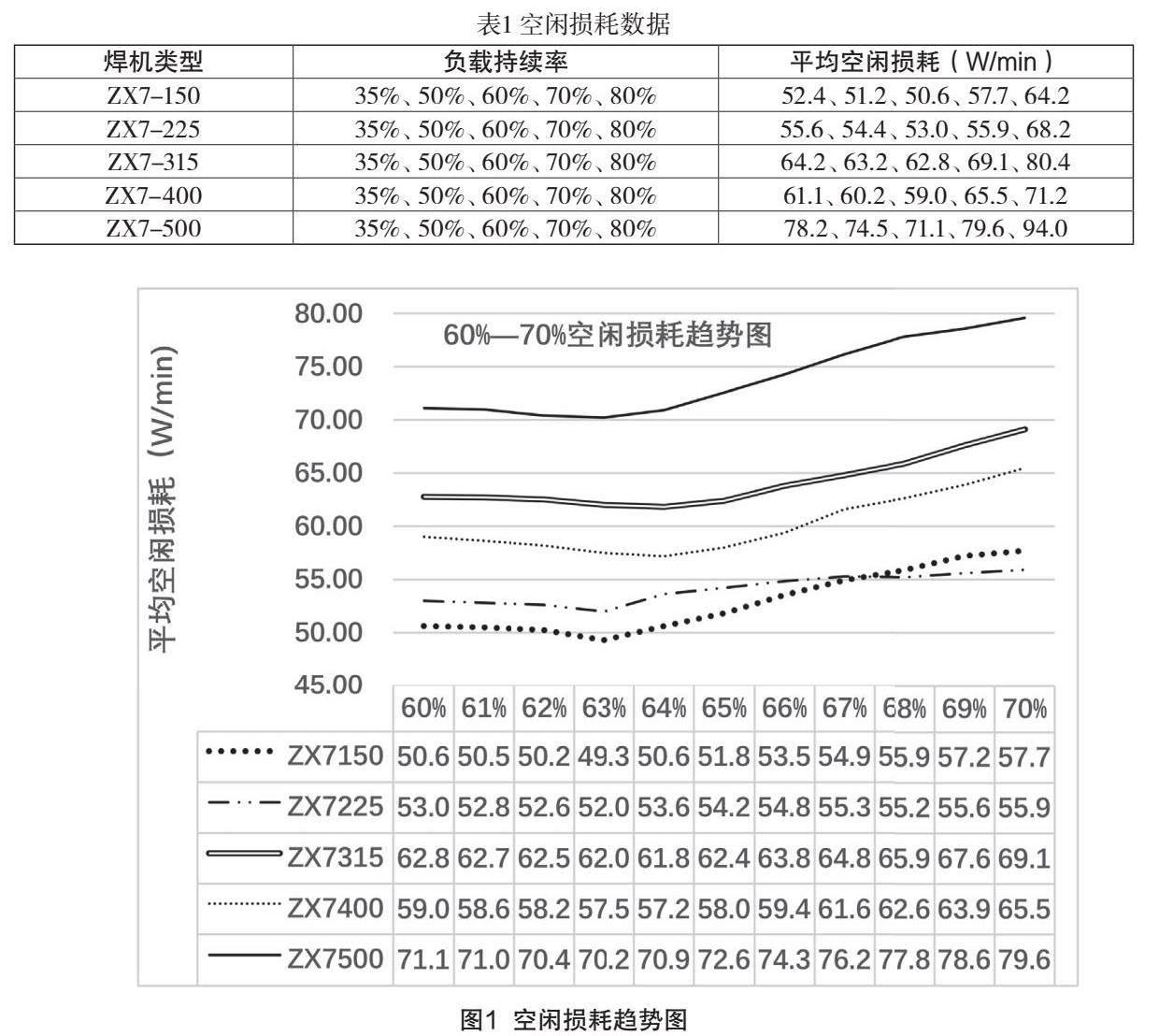
为保证焊接质量的同时尽量减少焊接损耗,选 取以下常用负载持续率进行1小时焊接试验(见表1) 在最后一个焊接周期取得空闲工况下的损耗数据。
以上数据显示,五种额定焊接电流的手工弧焊 机在60%负载持续率时取得当前工况下最低平均空 闲损耗,按照平均空闲损耗的变化趋势,五种焊机 均在60%~70%中的某一个负载持续率点取得最低 空闲损耗,需要在此负载持续率区间内进行下一步 试验验证,得出以下试验曲线图(见图1)。
如图1所示,ZX7-150、ZX7-225、ZX7-315、ZX7- 400、ZX7-500五种类型的焊接电源分别在负载持续 率为63%、63%、64%、64%、63%时取得空闲状态最 小损耗值,最小损耗值为49.3 W、52.0 W、61.8 W、 57.2 W、70.2 W,之后平均空闲能耗值迅速升高。
模拟负载试验后我们又通过实际工况对焊接 质量进行了评价,试验工况见表2。
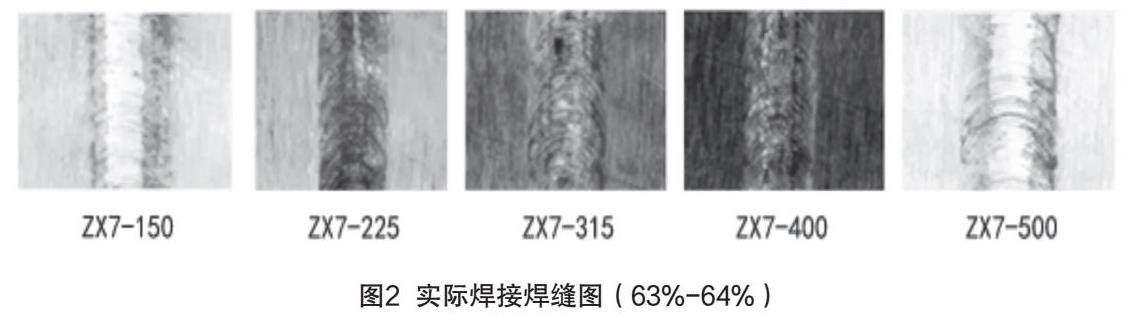
在以上条件下进行实际焊接作业,五种类型焊 机焊缝见图2。
按照标准GB/T 19418—2003,山东省产品质量 检验研究院焊接工程师对焊缝适用性、焊缝厚度、 短缺陷、长缺陷、裂纹[4]等做了工艺质量评估,焊缝 适用性在规定条件下符合预定目标能力;使用焊缝 切片法对焊缝厚度进行测量,焊缝厚度与板材厚度 差值小于0.8 mm,符合厚度要求;在焊缝的任何100 mm长度范围内未发现长度不超过25 mm的短缺陷; 在焊缝的任何100 mm长度范围内未发现长度超过 25 mm的长缺陷;分别观察五组焊缝未发现除显 微裂纹、弧坑裂纹以外的其他裂纹。综上,焊机在 63%~64%负载持续率工况下焊接质量符合工艺要 求,满足焊接需求。
本次试验通过对市场上常用到的中小规格的 焊机进行了试验,并通过大量数据进行了对比分 析,通过控制变量的试验方法得出结论,该种类型 手工弧焊机在63%~64%负载持续率时取得最小空 闲损耗值。其他类型焊机如在CCC认证范围内的等 离子切割机、气保焊或氩弧焊也可以参考以上研究 方法找出最小空闲损耗值对应的负载持续率,需要 注意的是,焊机在使用过程中不能只注重降低损耗 而忽略焊接或切割的质量,应该尽量做到两者的平 衡,运用科学的方法找出最佳负载持续率的数据 点,既做到节能降耗,又保证焊割质量。
3 结 语
焊接设备是日常工程焊接、长输管道工程建设 必须设备,随着管道钢强度等级的不断提高,对焊 接设备的动态性、可靠性、自动化程度和节能化程 度也提出了更高的要求[5]。理论上采用效率更高的 IGBT模块可降低逆变开关损耗[6],提高焊机整体效 率,但通过不同类型的焊机试验证明效果并不明 显,通过负载持续率的控制,即在63%~64%负载持 续率工况下工作反而取到了很好的效果。
欧盟在能效指令(EU)No 2019/1784《电焊机 的生态设计要求》[7]中对各类电焊机能效指标做了 强制性规定,尤其是对空闲状态损耗更是达到了严 苛级别,要积极分析焊机数据状态,努力探索压缩 空闲状态损耗的方法,实施严格节能管理制度[8], 降低焊机整体损耗以应对欧盟能效出口禁令。
参考文献
阙荣,苏铠,雷志强,等.复杂工况条件下钢结构厚板焊接质量控制技术[J].工程施工技术,2023,(16):125-127. 低流体输送用焊接钢管:GB/T 3091—2015[S].
电焊机能效限定值及能效等级:GB28736—2019[S].
钢的弧焊接头 缺陷质量分级指南:GB/T 19418—2003[S].
邹业英.长输管道焊接设备的现状及展望[J].焊接设备与 材料,2023,52(8):70-74.
康清周,于德军,黄德华,等.提高逆变焊机能效指标的 途径[J].电焊机,2014,44(3):38-41.
Ecodesign requirements for welding equipment pursuant: (EU)No 2019/1784[S].
钱伟,季建明.供电电源对电弧焊机能效检测的影响[J]. 应用技术,2014,(7):214-215.
作者简介
黄晓东,本科,工程师,研究方向为电焊机试验及标准。
(责任编辑:袁文静)