球墨铸铁自锚管焊环可靠性评定方法及其应用
2024-05-20袁晓东贾小伟李亚兵刘晓华左超王嵩吕照朋
袁晓东 贾小伟 李亚兵 刘晓华 左超 王嵩 吕照朋


摘要:球墨铸铁自锚管具有抗拔脱、可挠性和可伸缩性等特点,应用领域和场景不断扩大,但因自锚管接口型式的特殊性,使其焊接自锚环缺乏规范和有效的焊接工艺和可靠性评定方法。本文自主设计了用于自锚管焊环焊接可靠性评定的试驗方法和装置,并对DN1600规格Xanchor型自锚管焊环的焊接可靠性进行了评定,解决了自锚管焊环可靠性评定无参考标准、无法进行评定的问题。
关键词:球墨铸铁;自锚管;焊接性;工艺评定
0 引言
球墨铸铁管具有铁的本质、钢的性能,其金相组织为铁素体和少量珠光体基体上分布有一定数量的球状石墨,与石墨呈片状分布的灰铸铁相比,球状分布的石墨减少了对基体组织的割裂和破坏,使得球磨铸铁具有优异的综合力学性能
(抗拉强度≥420/Mpa、延伸率≥7%)和耐腐蚀性。
球墨铸铁管管线普遍采用滑入式接口,归类于柔性接口,该接口的特点是允许轴向的伸缩与径向的偏转,使得在埋地管线上应用效果比刚性接口更佳。滑入式接口并非完美无缺,如管线的弯头处,因水流方向改变而产生的水力推力;其次,如管线的地基沉降量过大,滑入式接口有滑脱的风险。自锚式接口完美的解决了这一工程难题,以其良好的防拔脱性、可挠性、可伸缩性和易安装性等优势,被广泛应用到各种复杂地形、非开挖施工等水利市政给排水工程[1]。
球墨铸铁自锚管采用离心铸造方式进行生产,工艺特性决定了插口处用于自锚接口的卡环只能采用焊接方式成型,由于球墨铸铁自锚管接口受力的复杂性,以及球墨铸铁基体的难焊接性,目前国内外缺乏相关的球墨铸铁管焊环结构的焊接可靠性评价试验方法和标准[2]。
1 自锚接口的原理及特性
1.1 工作原理
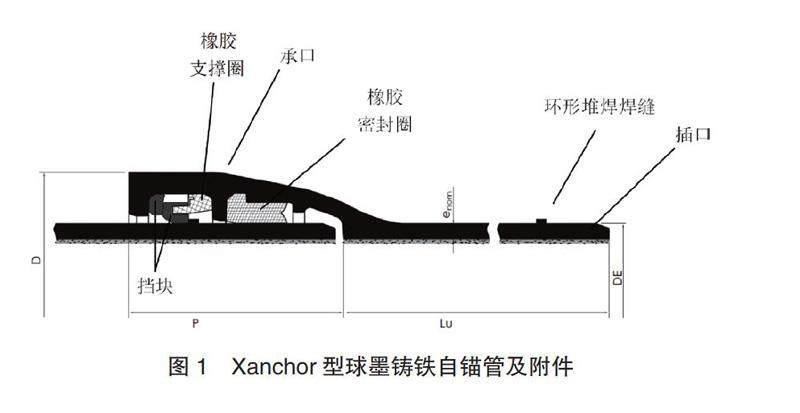
球墨铸铁自锚管最常用接口型式包括:TF型外自锚式接口和Xanchor型、SIA Wb型等内自锚结构,内自锚较外自锚具有适应性强、易安装等特点,近年来逐渐取代外自锚接口成为主流自锚式接口。自锚接口的型式各异,但工作原理基本相同,都是通过插口的自锚管焊环提供轴向的受力。下面以Xanchor型自锚接口介绍内自锚焊环的受力特点:
Xanchor型自锚接口属于内自锚式接口,接口将承口内设计成双腔结构,一腔设置自锚装置、另一腔设置胶圈;接口处设计机械自锚装置,当插口向外滑脱到规定距离时,承插口锁定实现防滑脱作用;同时,内腔设置胶圈以保持密封作用。Xanchor型自锚接口具有以下功能:
①具有一定的轴向位移,当接口滑脱至最大位移处,自锚开始作用,防止接口滑脱;
②具有一定的偏转能力,用以适应地基沉降特别是可以消除沉降时所产生的大部分弯曲应力;
③与普通滑入式接口一样,保持接口密封;
④具有巨大的抗滑脱力。
1.2 防滑脱力要求
国际标准IS0 10804《球墨铸铁管管线用约束性接口系统-设计标准和型式试验》规定了球墨铸铁自锚式接口的设计原则和型式试验,标准要求自锚接口的防滑脱力PFR应不低于(PFA ×π(DE/2)2 /1000),且生产商应提供权威机构鉴证下按照IS010804的要求进行的的全尺寸型式试验报告。
IS0 10804标准虽然规定了自锚管整体性试验方法,但是无法对焊接可靠性进行评定,且整体性型式试验的供需复杂、周期长、费用高。生产实践中仍然缺乏规范的、定量的自锚焊环可靠性评定方法,无法指导焊接工艺改进和优化。
注:PFR-自锚式接口允许防滑脱力,kN;PFA-自锚式接口允许工作压力,MPa;DE-插口外径,mm。
2 自锚管焊接工艺
2.1 球墨铸铁及其焊接性
球磨铸铁由于其较高的碳当量以及球化元素的加入,焊接性较差[3],主要包括以下三个方面:①球墨铸铁常用镁来作为球化剂,但镁是阻碍石墨化的元素,焊接时白口现象比较严重;②球墨铸铁焊接时,热影响区如冷却速度太快,其中奥氏体会转变成马氏体,即形成淬火组织,其硬度可高达620HBS~700HBS,影响基体组织和性能[4];③焊缝组织性能与基材匹配困难,由于球墨铸铁拥有优异的强度和延展性,在熔化焊条件下,较难实现与母材组织、性能相匹配的焊接接头。
2.2 自锚管焊环焊接工艺
为获得与球墨铸铁管管材相匹配的自锚焊环,通常采用价格昂贵的镍基合金焊材进行焊接,如含Ni量55%的奥氏体焊丝或Z408焊条,采用余热环冷+多层多道焊的方式进行焊接,可有效解决球墨铸铁管焊接白口和淬硬组织的出现,以及焊接裂纹的产生[5]。其焊接后自锚焊环的金相组织如图2所示:
3 可靠性评定方法及试验装置
3.1 自锚焊环受力分析
根据球墨铸铁自锚管接口型式对焊环的受力进行了分析,如图3所示。当球墨铸铁自锚管受到轴向的拔脱力F时,承口通过挡块作用于焊环,焊环的受力以挡块轴向的压力为主,焊环受力面的根部会产生一个扭矩,呈现多向应力状态;同时,焊缝受力面的根部焊接热影响区性能薄弱并且存在应力集中,极易优先破坏失效,如何有效评定自锚管焊环的可靠性显得至关重要[4]。
3.2 试验方法和装置
为有效评定自锚管焊环的焊接可靠性,综合考虑了焊环结构的受力特点、应力集中和热影响区的组织特点,设计了如图4的试验装置。试验时,切取自锚管圆周方向上10 mm宽(B)、250 mm长(L)样条进行试验,如图5所示。因为焊缝在圆周方向上受力时均匀的,只要试验圆周上单位长度焊缝的承载力即可表征整个管子焊缝总承载力。
试验方法和步骤:
(1)实验装置设计:根据试验试验球墨铸铁管的壁厚和环形焊环尺寸,设计和制作拉伸试验用的试验装置,如图4所示。
(2)试样准备:制取拉伸试验用的试样,详见图5,试样表面光洁无铸造和加工缺陷。
(3)进行试验:测量试样尺寸并记录、输入到电脑,将加工好的试样置于夹具的卡槽内,试样和夹具的另一端分别加持在拉伸试验机的两端,进行试样拉伸。
(4)数据分析:拉伸断裂后,分析断裂部位,记录最大拉力等数据,计算出单位长度焊缝的承载力。
(5)性能评价:根据单位长度焊缝的受力计算出整个周长上焊缝的抗拉力,然后和接口所要承受的轴向拉力做对比,评价是否符合设计要求。(接口所受轴向拉力=π×(DE/2)2×P压力)。
3.3 DN1600自锚管焊环可靠性评定
采用上述方法对输水用DN1600 Xanchor型球墨铸铁自锚管插口端的环形堆焊焊环进行力学性能试验,评定其堆焊焊接工艺可靠性。球墨铸铁管结构示意如图1所示,其规格尺寸、使用要求详见表1。
按照前面所述取样方法进行取样,试样宽度B为10 mm、长250 mm,采用图4所示实验装置和3.2所属试验步骤进行试验,拉伸试验的试验结果及其性能分析如表2所示。
4 结论
本自锚管焊接工艺评定方法综合考虑了焊接结构、应力集中、热影响区组织性能等对承载的影响,同时,拉伸试验装置和试验方法,保证了焊缝受力和实际使用时焊缝力一致,能通过小样试验出的单位长度焊缝承载力去反映整个管子焊缝的承载力,可以快速的对焊环结构进行分析评定,对自锚管焊接工艺改进优化具有重要作用。
参考文献
[1] 张南,赵志诚,李华成. 球墨铸铁管自锚式接口的技术应用[J]. 水利规划与设计,2019(6):93-95,98.
[2] 赵立,杨锦辉,陶建平. 焊接工艺评定适用性探讨[J]. 电焊机,2017,47(5):109-111.
[3] 王建伟,顾根红. 浅谈球墨铸铁的焊接工艺[J]. 大科技,2012(12):319-320.
[4] 吴弘. 不同工艺条件下球墨铸铁焊接残余应力的分析[C] // 2015年全国堆焊再制造技术学术会议论文集. 2015:137-144.
[5] 高亮,陈民昌,严梦凡,等. 不同焊接温度梯度下球墨铸铁的组织结构和力学性能研究[J]. 内燃机与配件,2019(1):109-111.