多件台阶垫片塑胶铣工夹具结构设计
2024-04-07王庭江文根保
郭 冉,文 莉,王庭江,文根保
(1.中国航空工业集团公司 航宇救生装备有限公司,湖北 襄阳 441002;2.中国航空工业集团公司 嘉泰飞机制造公司,湖北 襄阳 441002)
0 引言
台阶垫片为大批量生产的产品,需要铣削加工(2±0.1)mm×(25±0.4)mm 两个对称的侧面,曾采用左右螺杆与滑块定位夹紧机构一次性加工10 件的夹具方案,因工件装夹面的尺寸公差(4±0.2)mm 存在0.4 mm 的间隙,装夹的工件中存在40%~50%夹不紧的概率,夹不紧的工件是厚度尺寸均为下偏差-0.2 mm的工件,为此以塑胶柔性为辅助的夹紧方法实现100%的工件夹紧。
1 台阶垫片加工工艺和定位与夹紧
台阶垫片外形为圆长杆形,类似网球拍,如图1所示,材料为30CrMnSiA,料厚4 mm,铣台阶尺寸(2±0.1)mm×(25±0.4)mm 两侧面,并保证对称。现采用偏心轮螺杆滑块全形定位刚性夹紧机构与塑胶柔性辅助夹紧方法,夹紧的(4±0.2)mm 两平面与侧面可限制台阶垫片的6个自由度。
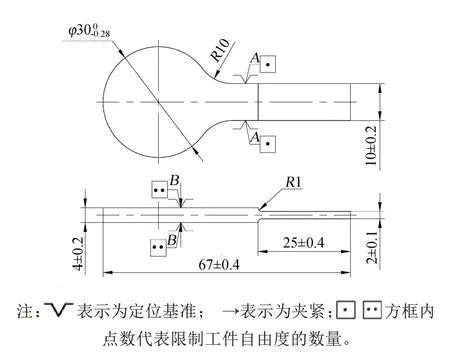
图1 台阶垫片
2 台阶垫片夹具结构方案
采用前后双螺杆滑块夹紧机构只能夹紧厚度较厚的台阶垫片,对厚度较薄的台阶垫片存在夹不紧的现象,对此提出以下2个解决方案。
(1)偏心轮刚性夹紧结构方案:由于前后两滑块仅需要单边各移动3.5 mm 即可顺利取出工件,不需要采用前后双螺杆滑块夹紧机构。一是因移动距离仅3.5 mm;二是短距离移动对螺杆的螺纹磨损大;三是采用偏心轮夹紧比螺杆夹紧迅速,同时能实现自锁。
(2)塑胶+滑柱的柔性夹紧方案:采用双滑块与橡皮的夹紧方法或双滑块与塑胶+滑柱的夹紧方法,可以依靠橡皮或塑胶的弹性变形夹紧厚薄不同的台阶垫片,在一般的情况下,厚薄尺寸相差0.1 mm 以内的工件可采用橡皮夹紧的方法,厚薄尺寸相差0.2 mm 以上的工件可采用塑胶+滑柱的夹紧方法。本案例加工的台阶垫片厚度尺寸为(4±0.2)mm,应采用塑胶+滑柱的夹紧方法,塑胶传递的夹紧力更均匀。
3 台阶垫片加工工艺分析
台阶垫片先冲压加工外形,再采用铣工夹具铣加工(2±0.1)mm×(25±0.4)mm 两侧面,工艺排样如图2 所示。多件台阶垫片塑胶铣工夹具结构如图3所示,具体加工过程:在铣工夹具型腔中插入6件台阶垫片7,先以偏心轮19夹紧工件,再调整夹具中的六角螺钉4 的位置,滑柱5 压缩塑胶6,使滑柱22 夹紧工件,用手逐一检查台阶垫片7是否夹紧,如有松动应继续调整六角螺钉4 的位置,直至夹紧为止。夹具安装时主要通过定位键2使夹具中心线与拖板移动方向(X方向)一致。双铣刀间隔为(2±0.1)mm,铣削加工前,以对刀塞尺9 控制刀具底部与对刀块8的矩离,一次铣削6件台阶垫片7。
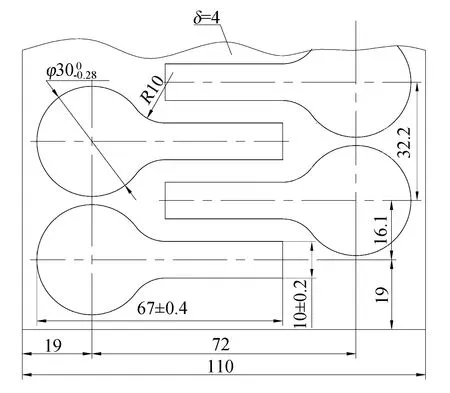
图2 工艺排样及尺寸
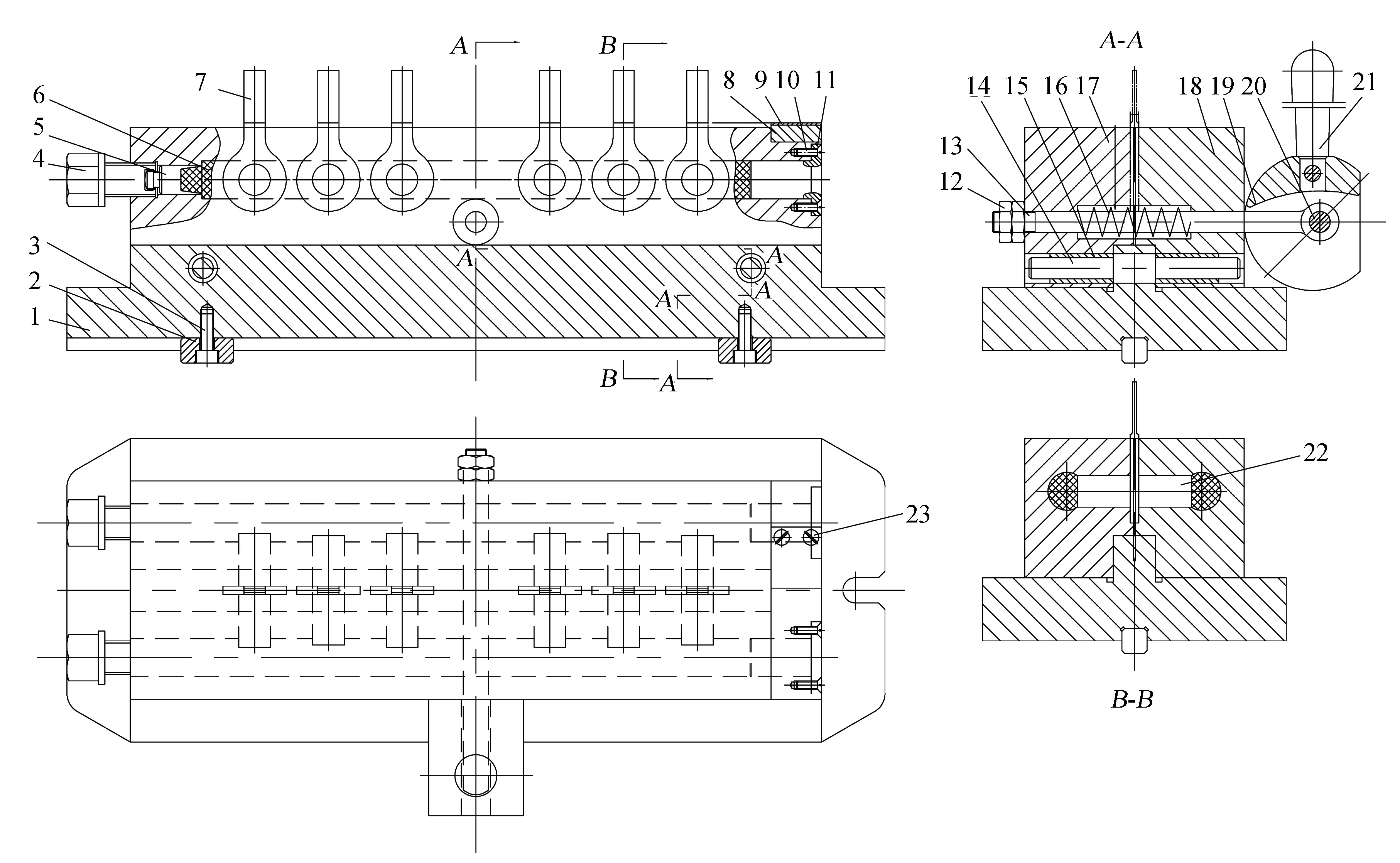
图3 多件台阶垫片塑胶铣工夹具结构
对于铣工夹具的安装,需要利用定位键确保夹具中心线与机床拖板移动方向(X方向)一致。工件加工尺寸(2±0.1)mm×(25±0.4)mm 的铣刀位置应根据对刀块和对刀塞尺进行调整确定。
4 多件台阶垫片塑胶铣工夹具结构
(1)台阶垫片在铣工夹具中的全形定位。如图3 中A-A剖或B-B剖所示,采用了前后滑块对台阶垫片7 进行全形定位,前后滑块定位型腔深度均包含台阶垫片7 的1.5 mm 厚度,留有0.5 mm 的厚度不能包裹,最多只能包裹台阶垫片7 的2 mm 厚度,否则前后滑块闭合后会遗留空间导致铣削(2±0.1)mm×(25±0.4)mm两侧面时产生晃动而影响加工。
(2)台阶垫片在铣工夹具中的双重夹紧。前后滑块的长孔中灌满了果冻状的塑胶,可利用塑胶传递夹紧力而夹紧台阶垫片7。
1)台阶垫片铣工夹具刚性夹紧机构。如图3中A-A剖所示,在台阶垫片7 铣工夹具设有偏心矩为3.5 mm的偏心轮19,逆时针扳动偏心轮19上的手柄21,利用偏心轮19 的偏心距可以拉动调节螺钉13和六角螺母12而迫使前滑块18和后滑块17压缩弹簧16,由2 根导柱14 导向,产生相向移动夹紧台阶垫片7。需取出台阶垫片时,顺时针扳动手柄21 和偏心轮19,前滑块18 和后滑块17 在弹簧16 的弹力作用下反向各移动3.5 mm,松开台阶垫片7。这种刚性夹紧机构仅能夹紧厚度较厚的台阶垫片,不能夹紧厚度较薄的台阶垫片。
2)台阶垫片铣工夹具柔性辅助夹紧机构。如图3 主视图与B-B剖视图所示,在前滑块18 和后滑块17长孔中注满了果冻状的塑胶6。长孔右端柱塞11以沉头螺钉10固定,其作用是塑胶长时间使用后老化变硬方便取出和更换。长孔左端以六角螺钉4和滑柱5 密封。当拧紧六角螺钉4 时只能推动滑柱5前移或后退,由于滑柱5以螺纹外径安装在六角螺钉孔内,拧动的六角螺钉4 只会带动滑柱5 前后移动,不会产生转动而导致塑胶被磨损。如图3中B-B剖所示,在台阶垫片7 两侧面φ300-0.28mm 处设置滑柱22。由于塑胶6 具有均匀传递作用力的性能,能将六角螺钉4 施加的力传递给12 个滑柱22,推动滑柱22夹紧台阶垫片7而解决了工件夹不紧的问题。
(3)塑胶的性能与配制。液性塑料须满足以下要求:①既要有一定的流动性,又要传递压力时不渗漏;②具有一定的稠度和粘性,流动性不能过大,长期使用不变质、不腐蚀金属;③长期使用能保持一定的不收缩性和不可压缩性[1]。液性塑料主要成分、配方与性能[2]如表1 所示,台阶垫片铣工夹具适合采用液性塑料B和C的成分质量比。
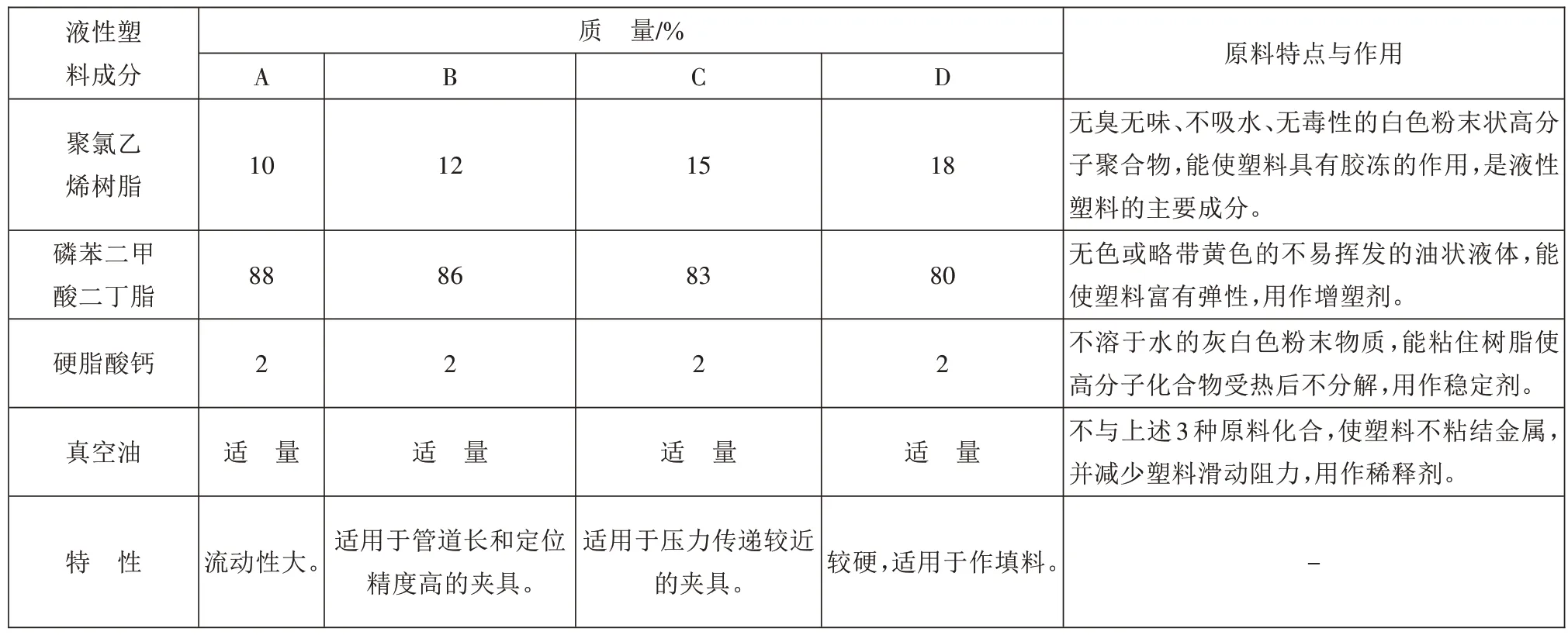
表1 液性塑料主要成分与配方及性能
塑胶的制作方法:按规定的质量比将聚氯乙烯胶质逐渐与硬脂酸钙混合均匀,再将真空油与磷苯二甲酸二丁脂用机械搅拌混合,然后再将2 种混合体均匀地混合,最后将混合剂装于甘油槽中加热到150~160 ℃,保持2.5~3 h。因制作过程中可能产生有毒的蒸汽,不能将混合剂置于炉中,而应放置在特殊的箱中。
将塑胶注入夹具中时,必须重新加热至150 ℃,夹具也必须同时置于150~160 ℃的箱中。为了预防塑胶收缩,必须注满孔口,塑胶比重为1.018。如果采用预制好的冷却塑胶,可先切成小块加热至熔化,去除表面熔渣再浇注。
除了利用塑胶推动滑柱22移动之外,还可以利用液体(植物油和甘油等)或橡皮代替塑胶。有些企业还采用比重为1∶1.5 的石蜡与凡士林混合剂代替塑胶,甚至采用水玻璃代替塑胶。
使用塑胶作为中间介质的优点:由于塑胶具有一定的粘性,可以承受较高的压力(约40 MPa),不会从IT6 级精度的配合间隙中泄漏,不需要采用密封措施;主要缺点:流动性小,对薄壁套筒所产生压力分布不均匀,模具型腔结构要使塑胶能平稳流动,制造塑胶比较困难,灌注塑胶过程较复杂[3]。
5 结束语
实际生产中,工件厚度常存在偏差,会影响工件多件同时加工时的夹紧,而采用单件加工的方案又影响生产效率,采用刚柔结合的夹紧方法是切实有效的加工方法,值得推广。