关于连续压机链毯电控系统及偏心轴铸造的研究
2019-07-29邱冬梅
邱冬梅
(上海人造板机器厂有限公司,上海 嘉定 201805)
连续压机链毯允许调整的范围很小,基本在之间,所以对调整精度有较高的要求。连续压机一般会保持快速运行状态,就要求链毯能够快速响应调整,因此必须使用快速又精准的电气控制系统与之相配套使用。
1 偏心轮控制连续压机链毯的电控系统的构建
偏心轮控制连续压机链毯的电控系统在国内外很多连续压机生产线中都有运用,为了实现高精度、高响应速度的控制效果,主要从以下三个方面进行研究其一是自动寻找偏心轮的最大位置和最小位置,其二是确定偏心轮的最大和最小极限位置,其三是自动寻找最短路径达到目标位置。
考虑到电控系统的运行需求,按照下面的标准对其进行硬件配置:使用S7PLC与以太网卡配合,通过TCP/IP实现与上位机操作界面的数据通讯,监控链毯控制系统的实时位置,同时修改链毯的目标位置等。其中变频器主要用于控制电动机以不同的速度及方向转动,位移传感器测量链毯的实际位置,S7DP从站则可以对链毯进行现场操作[1-3]。
2 偏心轮控制连续压机链毯电控系统分析
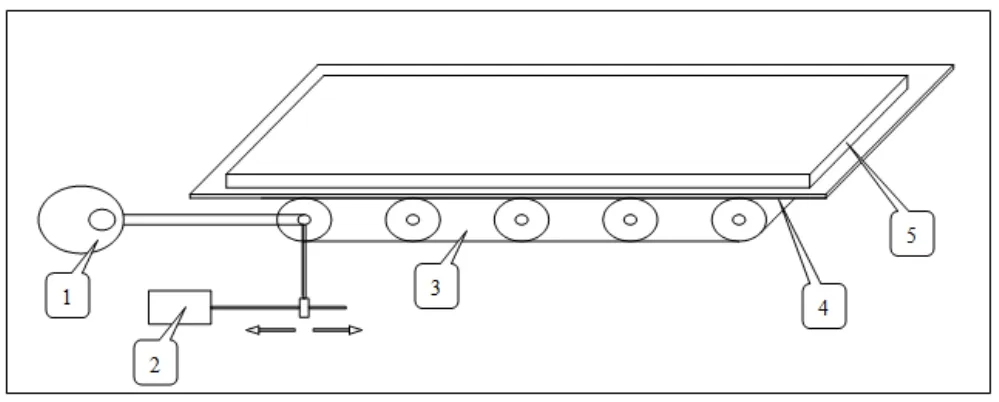
图2 连续压机下链毯示意图
连续压机下链毯如图2所示,图中数字1-5分别表示偏心轮、位移传感器、下链毯、钢带和板坯。在运行中
偏心轮的转动能够推动着链毯向左或者向右移动,而位移传感器可以测量链毯向左或者向右移动的距离;下链毯向左或者向右移动能够改变与下钢带的滚动接触角度,钢带的主要作用是将板坯输送出压机。
2.1 自动寻找偏心轮的最大位置和最小位置,进行位移传感器校验
如何利用位移传感器,对偏心轮的位置有一个精准的测量,就要对位移传感器有一个准确而合理的位置校验,使其测量出来的位置值与实际一致。当偏心轮处于任意位置时,要实现这一功能,就要完成如下几步:
第一步:电机以一个恒定且较低的速度运行
第二步:偏心轮运行完一个完整的周期,找出最大位置值和最小位置值
第三步:对偏心轮的位置进行校验
实现第一个步骤,只需要给定变频器一个较低的频率,电机就以一个较低的恒定速度运行。
在第二步的完成过程中,关键是如何能自动判断出偏心轮从任意位置出发,运行了完整的一个周期。图3显示了偏心轮的4个特殊的位置:A--零位,B--最大位置,C--零位,D--最小位置。偏心轮如果运行了一个完整的周期,当偏心轮顺时针旋转时,必然会经过D-A-B-C-D,当偏心轮逆时针旋转时,必然会有从A-D-C-B-A这样一个过程。以顺时针旋转为例:D-A-B,是一个位置逐渐变大的过程,B-C-D是位置逐渐变小的过程,当PLC检测到位置逐渐变大,而后又逐渐变小,再到逐渐变大,就代表偏心轮已经运行了完整的一个周期了。PLC每个扫描周期,程序都将当前采样到的实际位置与上一个扫描周期的位置进行对比,在偏心轮运行完一个完整的周期后,程序就计算出了偏心轮的最大位置值和最小位置值。
第三步对偏心轮的位置进行校验,其目的是使偏心轮的实际位置值的可读性更高。校验公式如下:
校验后实际位置=当前实际位置-(最大位置值+最小位置值)/2。
比如:当前实际位置是102.300mm,最大位置值是104.500mm,最小位置值是99.300mm,那么校验后的实际位置应该是102.300-(104.500+99.300)/2=0.400mm。
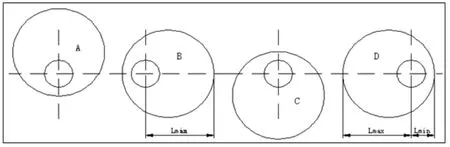
图3 偏心轮的4个特殊位置
2.2 确定偏心轮的最大和最小极限位置
确定偏心轮的最大和最小极限位置,目的是保证偏心轮的目标位置设定都在允许的范围内。这个是基于偏心轮的独特结构,如果目标位置设定超出了偏心轮可以达到的位置,则结果是偏心轮将一圈又一圈地周而复始地寻找目标位置却永远也找不到,这个在连续压机生产过程中是很严重的一个问题,其后果是钢带有可能会超出其允许的轨迹过程而导致整个生产停止。
偏心轮的最大极限值=+(最大位置值-最小位置值)/2
偏心轮的最小极限值=-(最大位置值-最小位置值)/2
比如:最大位置值是104.500mm,最小位置值是99.300mm,那么,而偏心轮的最大和最小调整极限值是
但是±2600却不是安全的极限位置值,考虑到偏心轮的安装间隙、测量精度、运行振动等原因,就需要参考这个计算出来的极限范围,设定一个范围略小的安全极限范围。
2.3 自动寻找最短路径达到目标位置
基于偏心轮结构的特点,到达目标位置的途径总是有两个,一个是顺时针,一个是逆时针。以图4为例:初始位置在B,目标位置是A,链毯应该是向右移动(见图2)。顺时针,B点直接到了A点,在偏心轮移动的过程中,链毯从左向右移动,调整过程无误。逆时针,则要经过B-C-D-E-A,,链毯经历了从右向左移动,再从左向右移动,其中从右向左移动的这个调整过程和最初的调整目的完全相反,调整过程有误且时间长。自动寻找最短路径,快速达到目标位置,只需要在目标位置改变时,执行一次即可。过程如图5所示:

图4 基于偏心轮结构的特点到达目标位置

图5 自动寻找最短路径 流程图
3 偏心轮铸造的研究
该结构的设计中,偏心轴是最关键的机械部件之一,一般采用铸造工艺生产加工。但是金属工件铸造中容易出现裂纹、夹渣等缺陷,影响其使用寿命。可以使用软件对偏心轴对铸造过程进行模拟,调整其铸造工艺,确定最合适的浇筑位置。
考虑到本课题研究的偏心轴的特点,可以以偏心轴铸件宽带方向上的中间切面作为铸造分型面,并使用中注式浇筑系统从两边向中间浇筑金属液来进行铸造,能够实现平稳快速的成型铸造。
同时为了对偏心轴厚大部位的铸造收缩现象进行补缩,提高铸造质量,需要在铸造模具上设计侧冒口,结合偏心轴的形状尺寸,可以将侧冒口分别设计在偏心轴两侧的厚大部位。
4 结论
本文详细的阐述了一种偏心轮控制连续压机链毯的电控系统,此控制系统主要目的是通过偏心轮调整结构,是连续压机链毯既快速又精准地达到目标位置,是钢带连续运行在理想的范围内,减少停机时间,提高连续压机生产线的生产效率,满足了用户的需求并为未来的研究提供了指导性思路,偏心轴的铸造能够更好的保障及结构的质量,延长设备使用寿命。
