无醇酵母的筛选及其发酵性能研究
2024-04-02万秀娟姜宗祥赵玉祥
万秀娟,姜宗祥,赵玉祥,陈 嵘,贺 扬
(青岛啤酒股份有限公司,啤酒生物发酵工程国家重点实验室,山东青岛 266100)
随着人们对酒精危害认识的加深,以及消费者对健康的关注越来越多,无醇啤酒渐渐走进人们的生活,受到消费者的青睐[1]。与传统啤酒相比,无醇啤酒的生产工艺流程具有较大差异,从而使得其口感与传统啤酒存在差异。目前,生产无醇啤酒主要有两大类的经典方法,分别是物理方法和生物方法。物理方法是在啤酒发酵结束后去除酒精,通常使用热处理去除啤酒中的酒精(也就是脱醇),如真空蒸馏、膜过滤(透析、反渗透)等;生物方法是在发酵过程中尽量控制酒精的产生量,如冷接触和限制发酵等[2]。使用特殊酵母进行无醇啤酒的生产是生物方法中的一种,这种方法主要是利用酵母对糖的利用情况不同,根据需要,可配合相应的糖化工艺,使得发酵后酒液的酒精含量较低,符合无醇啤酒的要求。与传统酿造酵母相比,“特殊”酵母因无法发酵麦汁中的某些可发酵性糖,倾向于产生较少量的乙醇。例如已在商业上应用多年的非酿酒酵母Saccharomycodes ludwigii[3]。
本研究以Saccharomycodes ludwigii酵母TTNA-01 为对照酵母,通过糖利用试验、酒花耐受试验、酒精度、风味、成熟度等指标,进行无醇酵母的筛选,从多株酵母中筛选出1 株无醇酵母TTNA-05,通过发酵试验,该酵母在原麦汁浓度7°P 时,发酵产生酒精浓度≤0.5 %vol,符合无醇啤酒的要求。并通过DOE 试验对TTNA-01、TTNA-05 酵母进行发酵工艺优化,根据优化工艺,使用两株酵母分别进行无醇啤酒的生产,所得无醇啤酒没有麦汁味,TTNA-01 具有果香味,TTNA-05 具有轻微4-VG味,可作为新口味的无醇啤酒的生产菌株。
1 材料与方法
1.1 材料与仪器
原料及菌种:酵母,本公司保藏;麦芽、酒花,本公司使用。
耗材:30 %异构α-酸钾盐酒花浸膏,巴特哈斯;YPD 培养基,生工;新型微生物微量生化鉴定管,环凯生物。
仪器设备:离心机,英国SIGMA 公司;显微镜,日本OLYMPUS 公司;涡旋振荡器,IKA 公司;Lambda 2S 分光光度计,PERKIN ELMER 公司;培养箱,德国宾德;啤酒全自动分析仪,奥地利ANTON PAAR公司;气相色谱仪,美国GE公司。
1.2 实验方法
1.2.1 麦汁制备
麦芽粉碎后与水按照料水比1∶4 混合,首先在50 ℃糖化40 min,同时开始搅拌,随后升温至70 ℃进行第二段糖化,用碘液检验糖化程度,直到碘液与糖化液不发生蓝色反应,糖化结束。煮沸过程分三次添加酒花,添加量为0.08 %,第一次在麦汁煮沸10 min 时,加入总量10%,第二次在煮沸35 min时,加总量50 %,第三次在煮沸70 min 时,加入总量40%。一共煮90 min。
1.2.2 酵母扩培
酵母扩培流程:酵母活化—小试管培养(5 mL)—大试管培养(10 mL)—小三角瓶(220 mL)—大三角瓶(2200 mL)—酵母回收。
将待测酵母活化后分别接入小试管、大试管、小三角瓶、大三角瓶进行培养,25 ℃,36 h。将大三角瓶中培养好的酵母降温至4 ℃澄清4 h,倒去上清液于4000 r/min离心10 min,进行酵母回收。
1.2.3 酵母糖利用实验
将活化好的酵母取50 μL 分别加入到含有不同碳源的微生物微量生化鉴定管中,加全塞,25 ℃培养1~3 d 观察颜色变化(根据颜色变化情况确定酵母是否能够利用该种碳源)。
1.2.4 酵母酒花耐受实验
将活化好的酵母按照1∶100 的比例添加到不同苦味值的YPD 培养基中,每梯度进行平行试验,25 ℃培养3 d,检测OD 值(通过OD 值的变化来判断酵母在该苦味值下的生长情况),每组试验进行3次平行。
1.2.5 其他检测
发酵度、酒精度测定:啤酒全自动分析仪检测;双乙酰含量的测定:气相色谱法[4];风味物质的测定:气相色谱法[4]。
1.2.6 发酵试验
2 L 发酵瓶中装7 °P 麦汁1.6 L,接入酵母泥,使满罐酵母数控制在10×106个/mL,20 ℃发酵。
1.2.7 无醇酵母DOE试验及验证
1.2.7.1 无醇酵母DOE试验
为进一步了解TTNA-01、TTNA-05 酵母的发酵性能,确定最佳无醇啤酒生产工艺,设计实验方案:酵母:TTNA-01、TTNA-05,实验室扩培;麦汁:13°P 生产麦汁;发酵温度:12~20 ℃;充氧量:180 r/min,10~30 min;发酵时间:3~5 d;酵母数:3×106个/mL~10×106个/mL;规模:0.5 L。
1.2.7.2 验证试验
通过该试验验证DOE 试验确定的发酵工艺的准确性。试验方案:采用DOE 试验确定的酵母及工艺进行发酵试验。
2 结果与分析
2.1 酵母糖利用
不同酵母对糖的利用情况是不同的,利用微生物微量生化鉴定管,鉴定酵母对麦汁中不同糖是否能够利用,可以了解该酵母对糖的利用情况,初步判定酵母是否可以用于无醇啤酒的生产。
根据1.2.3 实验方法对7 株酵母的糖利用情况进行检测,检测结果见表1。由表1 结果可看出不同酵母糖利用存在差异,TTNA-02、TTNA-03、TTNA-04 仅能利用麦汁中的葡萄糖及果糖;TTNA-01、TTNA-05 酵母能利用麦汁中的葡萄糖、果糖和蔗糖;TTNA-06、TTNA-07 能利用麦汁中的葡萄糖、果糖、蔗糖和麦芽糖。
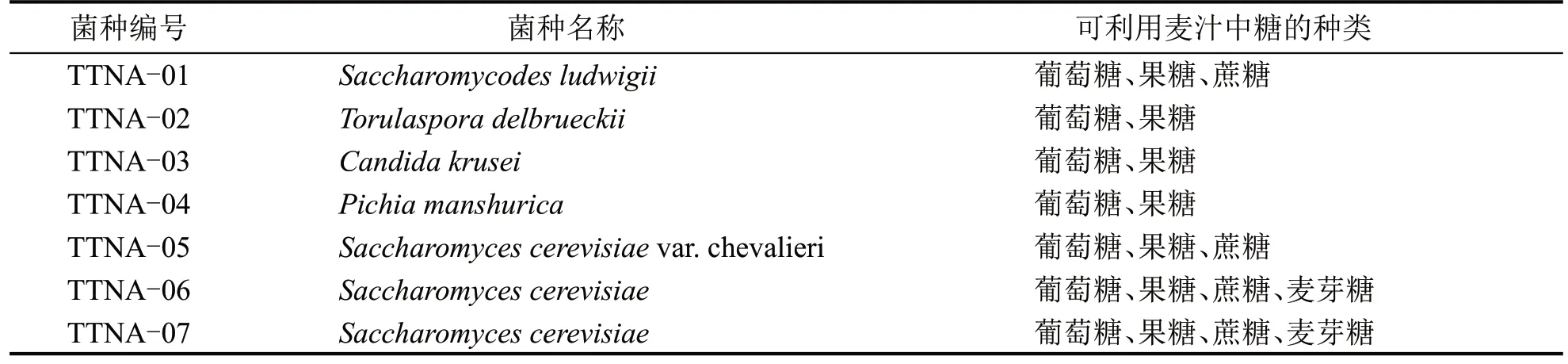
表1 不同酵母可利用麦汁中糖的种类
2.2 酵母酒花耐受
因为收集的酵母,大部分都不是酿酒酵母,所以其对酒花的耐受能力是未知的,为了便于了解酵母的酒花耐受能力,更好的应用于啤酒生产,通过不同苦味值的(苦味质梯度设置为0 BU、10 BU、20 BU、30 BU、50 BU、100 BU)单因子试验,确定7株酵母对酒花物质的耐受能力。
根据1.2.4 实验方法对不同酵母不同苦味值下的生长情况进行检测,将检测结果取平均值减去空白后得到数据表2。
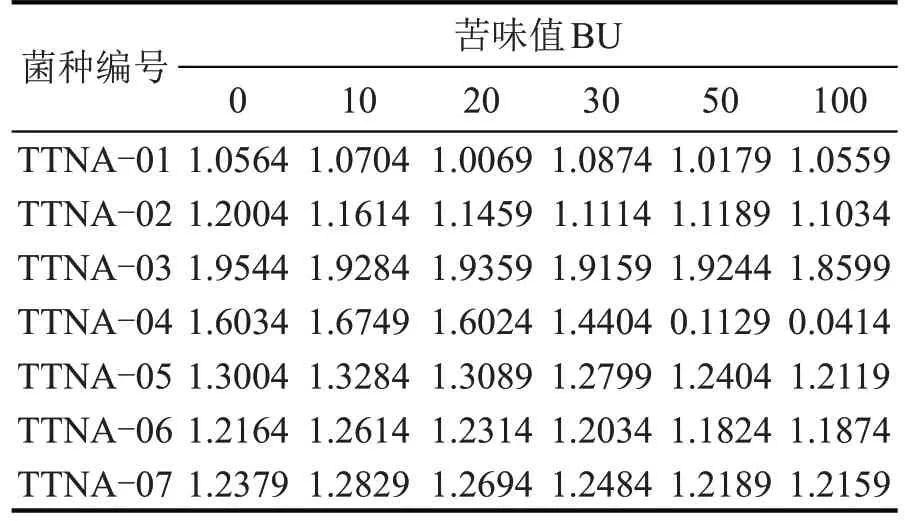
表2 酵母在不同苦味值下OD值
由表2 数据可以看出,TTNA-04 酵母在苦味值达到50 BU 时生长受到明显抑制,其他6 株酵母在苦味值达到100 BU时生长情况无明显影响。
2.3 发酵试验
为了进一步确定酵母的发酵性能,筛选出优良的无醇酵母菌株,使用步骤1.2.2 回收的酵母进行2 L 发酵试验,试验中除添加酵母不同,麦汁、充氧及其他工艺控制均相同。
表3 是发酵后冷贮酒的发酵度、酒精度及成熟度指标,由表3 数据可以看出,采用7°P 无醇麦汁,5 株酵母TTNA-01、TTNA-02、TTNA-03、TTNA-04、TTNA-05 酒精度在0.5 %vol 以下,符合无醇啤酒的要求;TTNA-06、TTNA-07 酵母酒精度在0.5%vol~2.5%vol 之间可以作为低醇酵母。酒液的发酵度、酒精度与酵母对糖的利用明显相关。从成熟度数据来看,TTNA-01、TTNA-03、TTNA-05、TTNA-06成熟度较好。

表3 冷贮酒发酵度、酒精度及成熟度
表4 是不同酵母发酵后冷贮酒的风味指标,由表4数据可以看出,无醇酵母:TTNA-04酵母醇、酯产量非常低,经品评冷贮酒麦汁味明显;TTNA-03酵母酯产量较高,经品评冷贮酒酯香过于突出,酒体不协调;TTNA-01、TTNA-05 酵母醇产量较高;低醇酵母:TTNA-06 酵母醇、酯产量均较高,TTNA-07醇产量较高。综合发酵性能、风味指标及品评结果,TTNA-01、TTNA-05 较为适合生产无醇啤酒,TTNA-06酵母生产低醇啤酒较有优势。
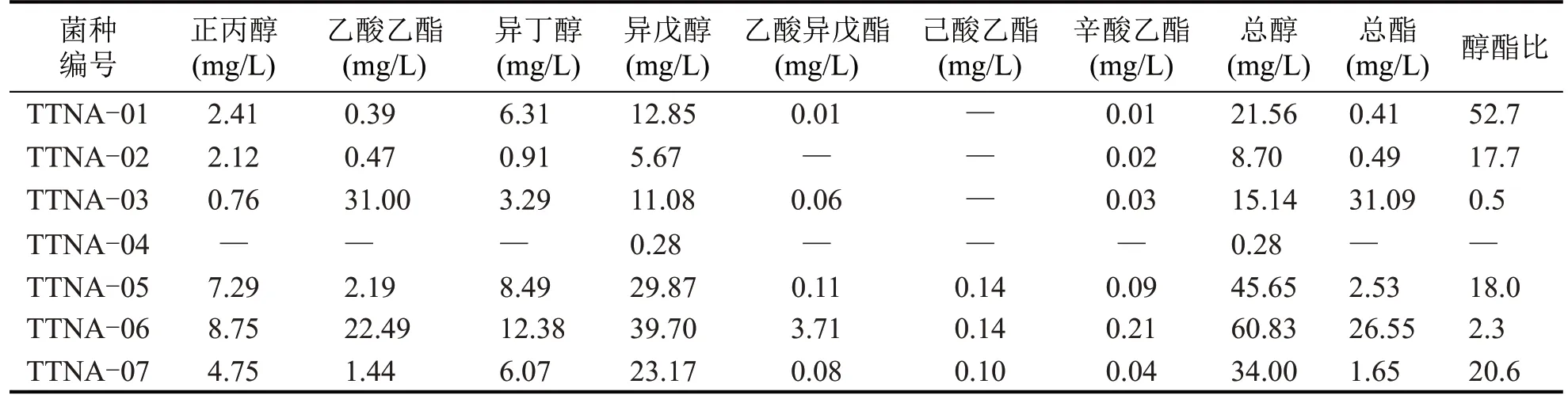
表4 冷贮酒醇酯检测
2.4 无醇酵母DOE试验
使用Minitab 软件进行5 因子2 水平分辨度为V的试验设计,试验设计见表5。
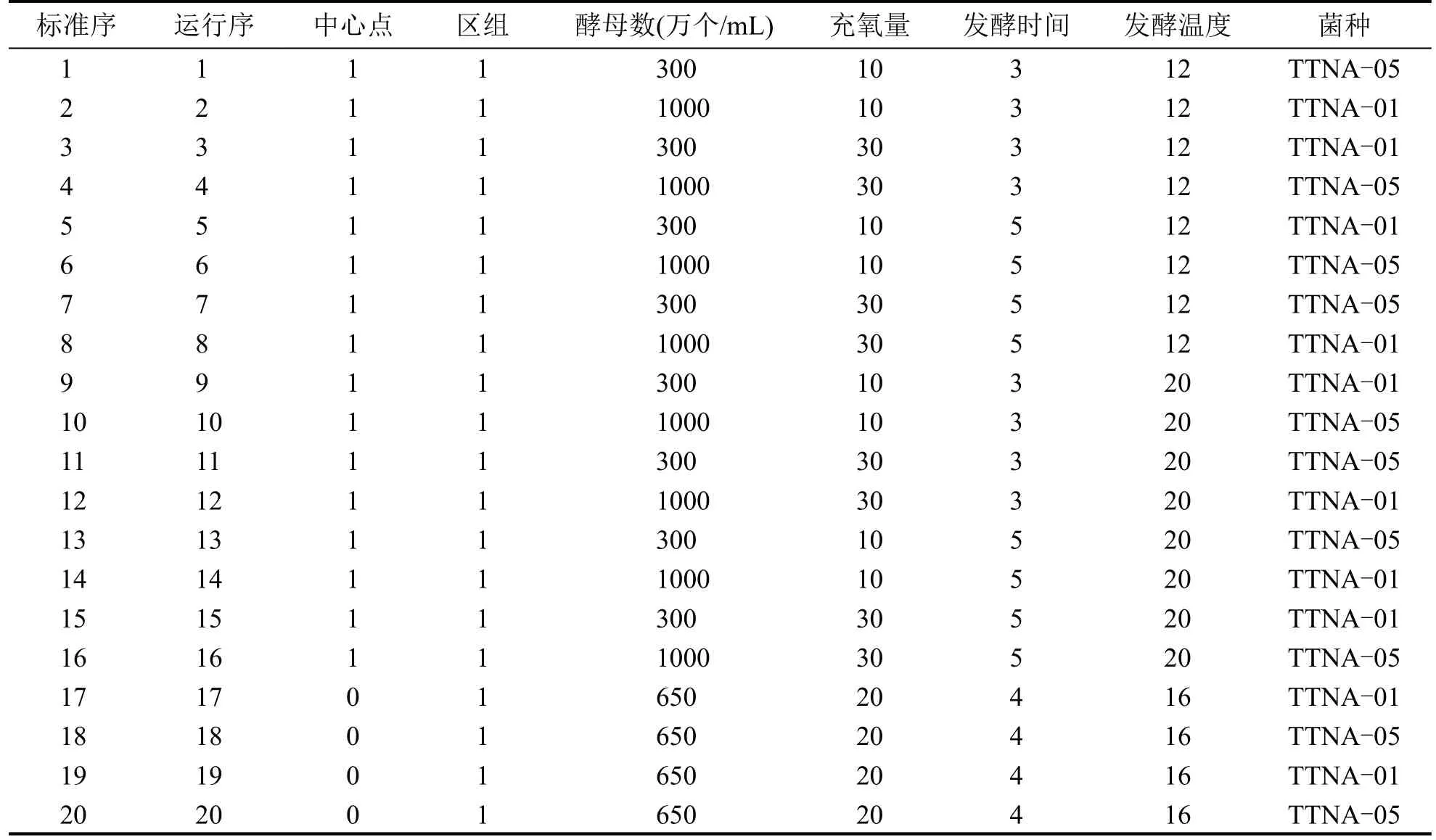
表5 DOE试验设计
表6 为DOE 试验发酵结果,由表6 数据可以看出,所有发酵试验的冷贮酒发酵度均在11%左右,当麦汁浓度7°P 时酒精度均≤0.5%,冷贮酒的成熟度指标可以接受。
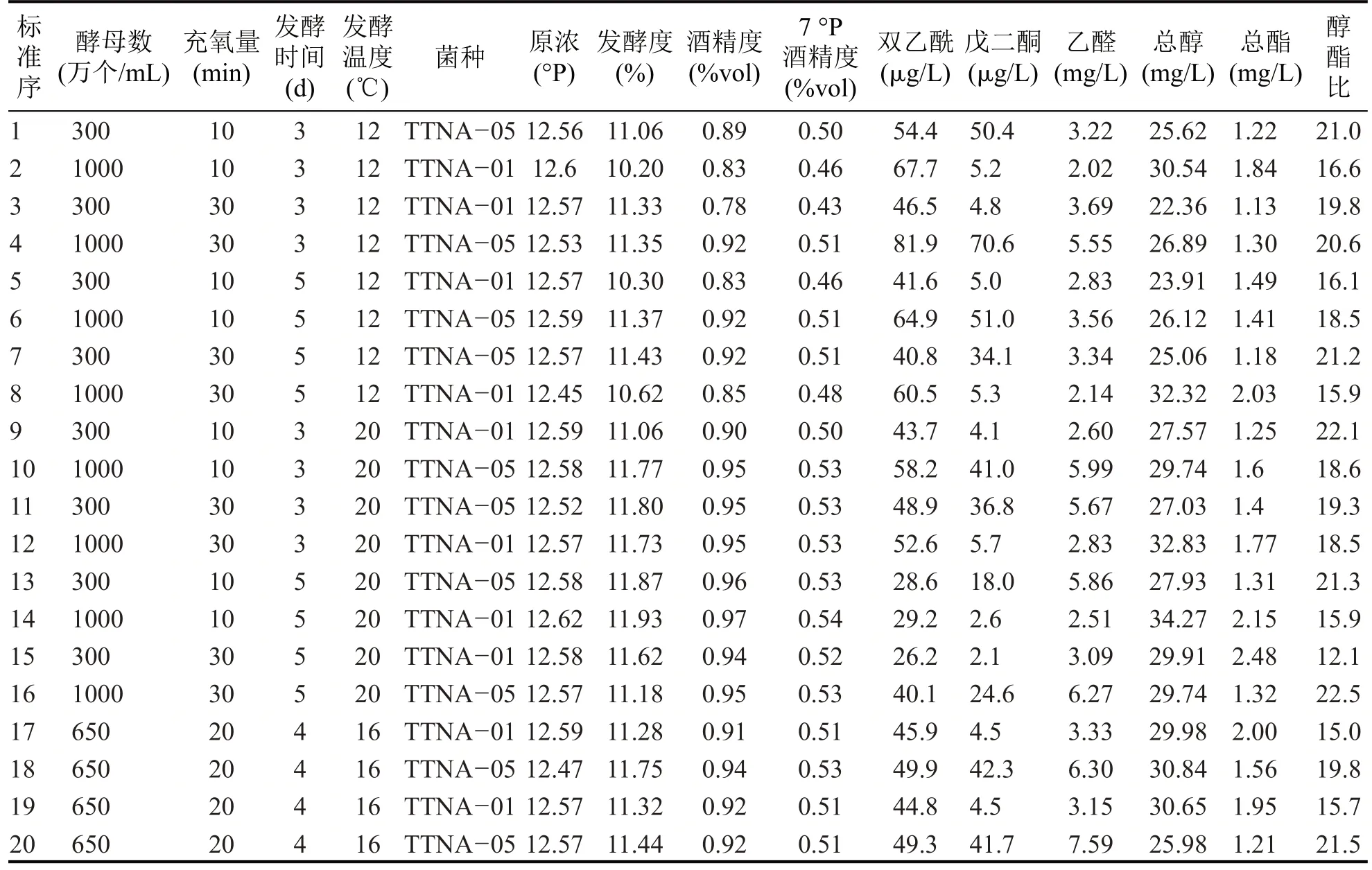
表6 DOE试验发酵数据
因发酵后酒精产量均能满足无醇啤酒的要求,因此进行DOE 发酵试验优化时不考虑酒精产量。当不考虑酒精产量时,向总醇、总酯望大,乙醛、双乙酰望小的方向进行优化,优化结果见图1,由图1结果可以看出,采用TTNA-01 酵母,满罐酵母数10×106个/mL,充氧10 min,20 ℃发酵5 d,该结果最优。

图1 DOE试验优化图(包含TTNA-01、TTNA-05数据)
提取TTNA-01 酵母的发酵数据,针对TTNA-01 酵母不考虑酒精产量,向总醇、总酯望大,乙醛、双乙酰望小的方向进行优化,得到优化结果见图2,结果为满罐酵母数10×106个/mL,充氧量10 min,20 ℃发酵5 d,与无醇酵母优化结果一致。
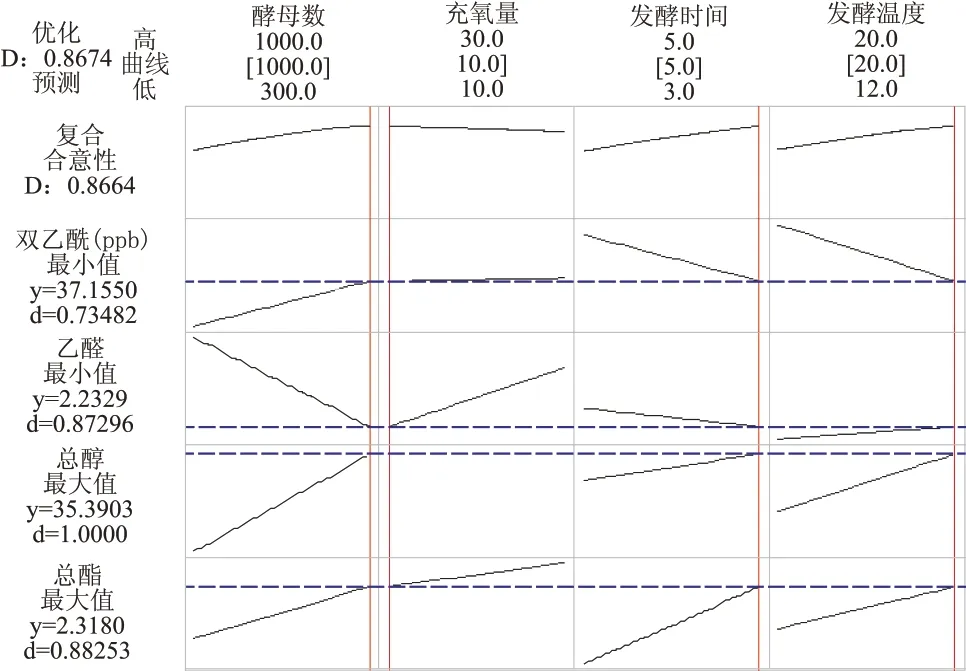
图2 DOE试验优化图(仅TTNA-01数据)
提取TTNA-05 酵母的发酵数据,针对TTNA-05 酵母不考虑酒精产量,向总醇、总酯望大,乙醛、双乙酰望小的方向进行优化得到优化结果见图3,结果为满罐酵母数7.5×106个/mL,充氧量10 min,20 ℃发酵5 d。

图3 DOE试验优化图(仅TTNA-05数据)
通过进行菌种、酵母数、充氧量、发酵温度、发酵时间5因子两水平DOE试验,分析数据优化得到工艺为:采用TTNA-01 酵母,满罐酵母数10×106个/mL,充氧10 min,20 ℃发酵5 d。
针对TTNA-05 酵母数据进行分析,优化得到工艺为:满罐酵母数7.5×106个/mL,充氧量10 min,20 ℃发酵5 d。
2.5 验证试验
酵母:TTNA-01、TTNA-05,实验室扩培;麦汁:工厂麦汁;满罐酵母数:TTNA-01 酵母10×106个/mL;TTNA-05 酵母7.5×106个/mL;工艺:充氧180 r/min,10 min,20 ℃发酵5 d。
规模:2 L。
验证试验结果如表7、表8 所示,由表7、表8 数据可以看出,当麦汁浓度7 °P 时,TTNA-01 有果香味,TTNA-05 酵母有轻微4-VG 味,酒精度≤0.5%vol,符合无醇啤酒的要求。
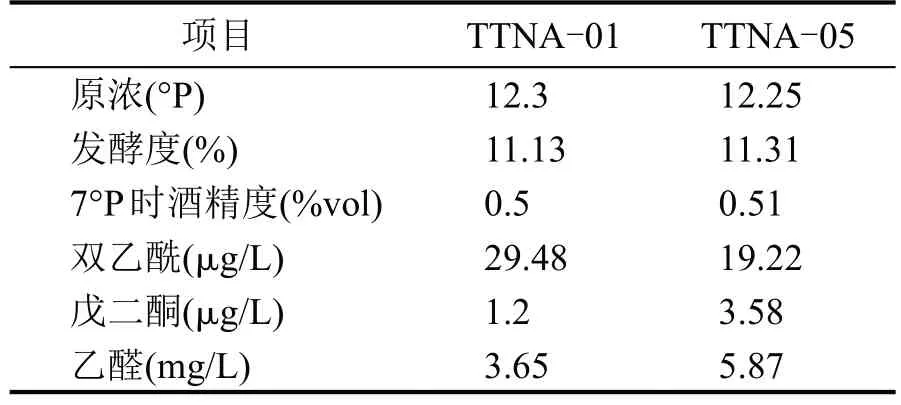
表7 验证试验冷贮酒发酵度、酒精度及成熟度

表8 验证试验冷贮酒醇酯 (mg/L)
3 结论
综合生理生化试验结果、酒精度、成熟度、总醇、总酯等指标,TTNA-01、TTNA-05 酵母适合生产无醇啤酒。经过发酵工艺研究充分了解菌株性能,TTNA-01、TTNA-05 酵母在满罐酵母数3×106个/mL~10×106个/m,发酵温度12~20 ℃,发酵时间3~5 d 时,发酵生产麦汁,酒精度均符合无醇啤酒的要求。
通过DOE试验,优化得到结果:采用TTNA-01酵母,满罐酵母数10×106个/mL,充氧量10 min,20 ℃发酵5 d,最佳。经过发酵试验验证,当麦汁浓度7°P 时,TTNA-01 有果香味,TTNA-05 酵母有轻微4-VG 味,酒精度≤0.5 %vol,符合无醇啤酒的要求。因此采用TTNA-01、TTNA-05 两株酵母进行无醇啤酒的生产是可行的。
