空心挂面自动盘条装置设计与研究
2024-03-13刘晓伟寇子明白秀秀
刘晓伟,寇子明,白秀秀
(1.太原理工大学 机械与运载工程学院,太原 030024,2.矿山流体控制国家地方联合工程实验室,太原 030024)
0 引言
我国是挂面生产和消费大国,目前我国挂面年产量已经超过1 000万吨,但其中90%属于中低端产品,以空心挂面为代表的高端挂面仍供不应求[1-2]。空心挂面因其口感弹韧、容易消化吸收,深受消费者喜欢,但受限于其复杂的制作工艺,大量工序依靠工人手工操作,生产效率低,难以满足市场需求。
近年来,一些生产厂家将普通挂面的机械化生产设备应用到了空心挂面生产中[3],实现部分工序的自动化生产,但一些空心挂面特有的工序仍依靠人工操作。空心挂面生产过程中需要进行多次醒面,面片被卷成粗条后放入面盆中静置醒面。将面条连续均匀地盘放在面盆中的过程称为盘条,手工盘条时需要长时间弯腰操作,劳动强度大且工作效率低。
目前有关盘条装置的研究很少。陆昌实等[4]发明了一种挂面用盘条装置,但机构复杂难以推广。张祖梁等[5]发明了一种线面加工用自动盘条装置,其结构简单灵巧,但仅适用于线面,通用性差。因此,需要设计一种结构简单、通用性强的自动盘条装置,以降低工人劳动强度,提高空心挂面的生产效率。
1 面条盘放轨迹研究
1.1 阿基米德螺线简介
一个点以固定的速度离开另一个点的同时,又以固定的角速度绕该点旋转而形成的轨迹叫做阿基米德螺线[6],又称为等距曲线。阿基米德螺线的极坐标方程[7]:
其中,a为起始点到极坐标原点的距离;θ为极角;b为螺旋系数,是常数。
阿基米德螺线的笛卡尔坐标方程:
在笛卡尔坐标系下引入角速度和线速度概念后,阿基米德螺线方程变为:
其中,(x0,y0)为阿基米德螺线起始点坐标;v为直线运动速度;w为圆周运动角速度。v和w均为常数。
1.2 不同参数对阿基米德螺线轨迹的影响
为了利用阿基米德螺线轨迹进行面条盘放,研究平移速度和旋转速度对盘条轨迹的影响,利用Matlab软件画出不同平移速度和旋转速度变化下阿基米德螺线形状的变化。
图1(a)为相同w时,不同v对阿基米德螺线形状的影响。图1(b)为相同v时,不同w对阿基米德螺线形状的影响。从图1(a)可以看出,单独改变平移速度v时,阿基米德螺线整体直径随着v变大而变大,螺距也随之变大,但其圈数相同。从图1(b)可以看出,当v相同,改变旋转速度w时,圈数随着w变大而变大,螺距随之增大,但阿基米德螺线整体直径相同。因此得出结论,v控制着阿基米德螺线的大小,即面条盘放范围,w控制着阿基米德螺线的圈数,即盘条圈数,单独改变v和w都会使螺距发生变化。
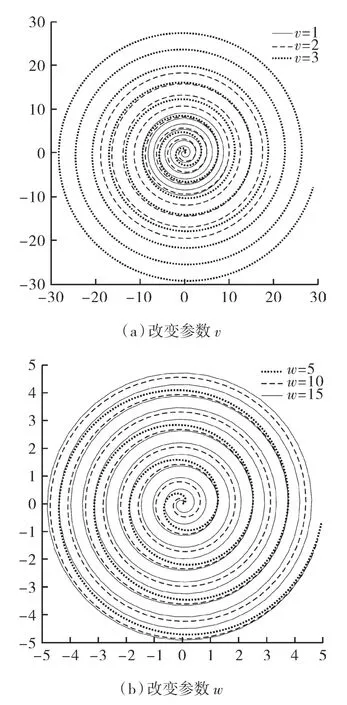
图1 不同参数对阿基米德螺线的影响Fig.1 Influence of different parameters on the Archimedes spiral
为使螺距等于面条的直径,必须使w和v满足以下关系:
其中,D为面条直径。
1.3 等速阿基米德螺线运动学仿真
常规的阿基米德螺线由匀速圆周运动和匀速直线运动合成,其线速度一直在改变,但盘条作业受限于前一道工序卷条的速度,需要保持盘条的速度为匀速,因而需要不断改变旋转速度和平移速度,以保持盘条线速度与卷条速度一致。
为了验证等速阿基米德螺线的合理性,在Adams软件中搭建简化仿真模型,如图2所示。

图2 等速阿基米德螺线运动学仿真模型Fig.2 Isokinetic Archimedes spiral kinematics simulation model
旋转杆左侧末端开孔处与大地设置为旋转副,平移块与旋转杆之间设置为平移副。首先测量平移块质心到旋转杆旋转中心的距离,将其定义为参数R;然后采用参数驱动方法分别设定w和v。设置盘条速度为150 mm/s,面条直径为30 mm,w为(150/R)rad/s,v为(716.2/R)mm/s。设置仿真时间为50 s,步数为2 500步。
图3(a)为旋转角速度曲线图,随着旋转半径的增大,角速度和角加速度都在逐渐减小,说明旋转杆做变角加速度圆周运动。图3(b)为平移速度曲线图,平移块相对旋转杆平移的速度和加速度随旋转半径的增大而减小,说明平移运动为变加速度直线运动。图3(c)为平移块质心绝对速度曲线图,平移块质心绝对速度最高为151.2 mm/s,随时间变化越来越接近150 mm/s。原因在于靠近旋转中心处旋转速度快,受限于采样频率,其速度误差较大,但最大速度偏差率为0.8%,基本可以认为其以150 mm/s做匀速运动。
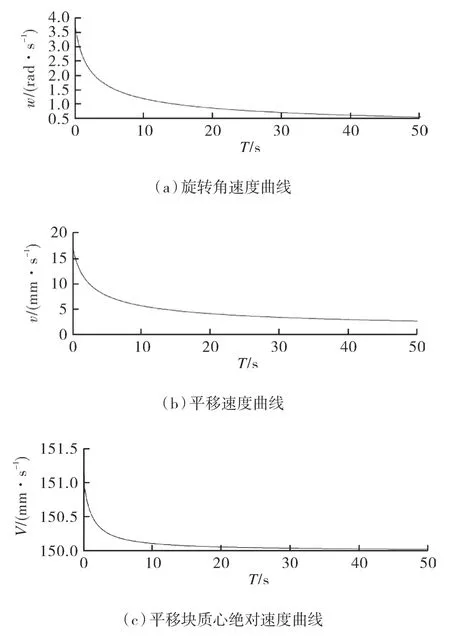
图3 各速度仿真结果Fig.3 Speed simulation results
平移块质心轨迹如图4所示,曲线螺距均匀稳定在30 mm,证明变速圆周运动和变速直线运动合成等速阿基米德螺线的合理性。
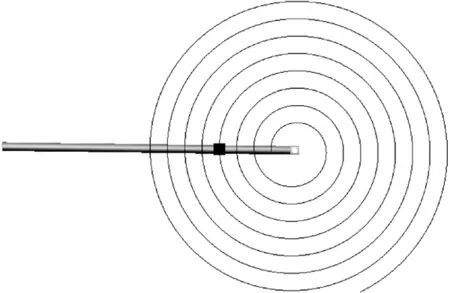
图4 平移块质心轨迹Fig.4 Translation of the trajectory of the block centroid
2 盘条装置结构与工作原理
2.1 总体结构及工作原理
自动盘条装置主要由横移模组、纵移模组、送面机构和旋转机构组成,如图5所示。
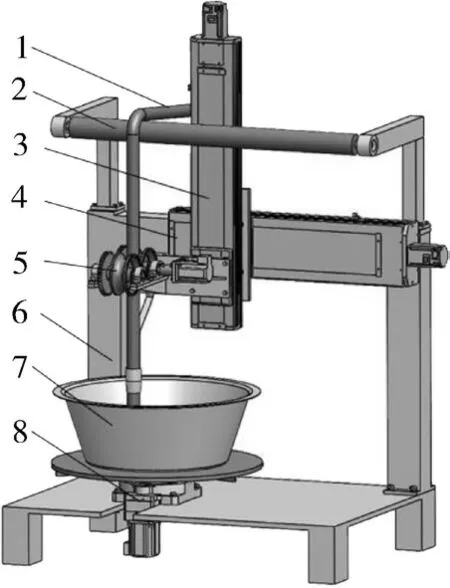
图5 自动盘条装置示意图Fig.5 Schematic three-dimensional diagram of the automatic coiling device
纵移模组安装在机架上,其作用是带动横移模组与送面机构上下移动,使面条在盘条层数增加时及时上移,留出盘条空间。横移模组安装在纵移模组的移动板上,其作用是带动送面机构左右移动,提供盘条时的平移运动,模组内部通过伺服电机带动丝杆转动,从而将旋转运动转化为平移运动。送面机构安装在横移模组的移动板上,在随平移机构移动的同时,自身旋转将面条输送到面盆中。旋转机构安装在机架底座上,通过自身旋转带动面盆旋转,提供盘条时的圆周运动[8]。
工作时,盘条装置将面条沿阿基米德螺线轨迹盘放在面盆中。由于阿基米德螺线的等距特性,面条之间既排列精密又受力均匀。开始盘条工作时,横移模组和纵移模组首先带动输面机构复位,将面条送至最大盘条直径处;之后启动送面电机,当面条与面盆底部接触时,同时启动横移电机与旋转电机。面条在摩擦力作用下随面盆一同做圆周运动,同时横移电机带动面条向旋转中心移动,减小旋转半径,此时面条在盆内由外向内盘放。当送面机构运动至最小盘条半径处时,第1层面条盘满,平移方向改变,纵移模组带动送面机构上移1个面条直径高度,面条开始由内向外盘放,直至第2层面条盘满。如此循环往复,直至面条放满整个面盆,盘条工作结束。
2.2 送面机构
送面机构负责将面条输送至面盆中,并利用2个送面轮对面条进行整圆,其结构如图6所示。
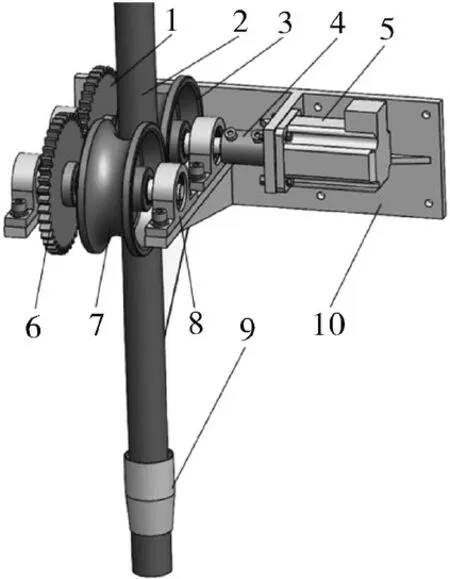
图6 送面机构Fig.6 Noodle delivery mechanism
送面电机通过联轴器带动主动送面轮与主动齿轮旋转,主动齿轮与从动齿轮啮合从而带动从动送面轮旋转,因此主、从送面轮转速相同,转向相反。送面轮依靠与面条间的摩擦力输送面条,面条穿过导嘴后进入面盆。导嘴可以在盘条过程中防止面条晃动,始终保持面条以垂直姿态与面盆底部接触。
2.3 旋转机构
如图7所示,旋转机构由伺服电机驱动,通过减速器增加扭矩后带动转盘转动。转盘与减速器通过转盘轴承相连接,因此可以承受较大轴向载荷,保证面盆内盘满面条时仍可稳定旋转。

图7 旋转机构Fig.7 Rotating mechanism
3 盘条装置电气控制系统设计
3.1 控制要求及方案
盘条装置执行部件分别为旋转电机、横移电机、纵移电机和送面电机。控制重点在于实时控制旋转电机与横移电机的转速,要求盘条装置可以通过触摸屏设置不同盘条速度与面条直径。PLC自动计算出各电机转速并实时控制。各电机速度控制方案见图8,其中R'为送面轮半径。

图8 电机速度控制方案Fig.8 Motor speed control scheme
3.2 硬件设计
根据盘条工艺要求,系统选用可靠性好、性价比高的台达DVP系列PLC,具体型号为DVP32ES311T,通过产生高速脉冲实现伺服电机的速度及位置控制。选用台达ASD-A3-0721-E型伺服驱动系统,台达DOP-110CS型操作触摸屏。选用性价比较高的电感式接近开关控制横移电机的旋转方向。
3.3 软件设计
系统软件采用模块化编程,分为自动运行模块、手动运行模块、参数设置模块和监控报警模块等。自动运行模块与手动运行模块之间采用互锁结构,同一时间只能在1种模式下运行。通过参数设定模块设定盘条速度和面条直径等参数,实现不同工况的自动运行。监控报警模块可以实时检测设备运行状态,方便设备发生故障时及时维护[9-10]。
自动运行模式下,按下盘条开始按钮,各电机自动复位,系统根据设定好的参数以及平移伺服电机反馈回来的位置信息,自动计算出各电机的速度;然后PLC将脉冲信号发送给伺服驱动器,对电机进行实时控制,当接近开关被触发时,横移电机改变转向,进行下一层面条的盘放。系统自动运行流程如图9所示。
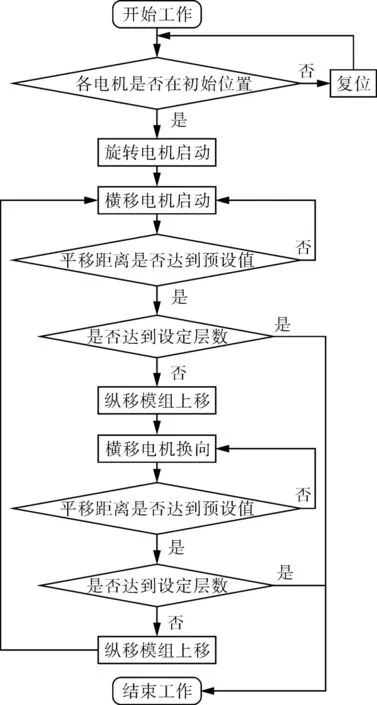
图9 自动控制流程图Fig.9 Automatic control flow chart
4 样机试验
为验证设计的有效性,试制自动盘条装置样机,并进行效果测试,试验样机如图10所示。

图10 自动盘条装置样机Fig.10 Prototype of automatic coiling device
4.1 试验流程
首先利用真空和面机将面粉与盐水混合搅拌5 min,真空度为-0.06 MPa,面团含水量为50%;然后通过连续压延机组将面团压成3 mm厚的薄片;最后利用卷条机将面片卷成20,30,40 mm粗的面条。
盘条开始前,首先进行空载测试,验证盘条机的动作是否正确;然后将盘条机各执行部件复位,将面条穿入送面轮后,按下自动盘条开始按钮,开始自动盘条试验。
4.2 试验结果
盘条效果如图11所示,3种直径面条的测试参数见表1。测试结果表明,面条盘放均匀紧密,轨迹呈阿基米德螺线,验证了匀速阿基米德螺线仿真结果的准确性。面条未出现大角度折弯及缠绕,且盘条效率较高,证明设计的自动盘条装置完全可以代替人工进行空心挂面盘条工作。
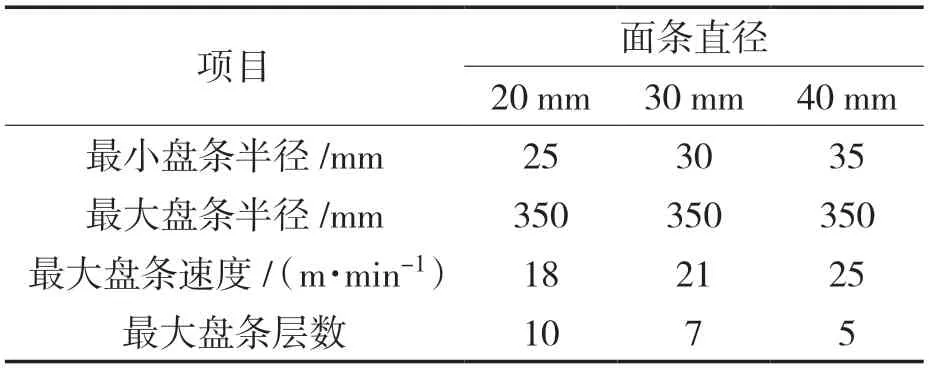
表1 技术参数Tab.1 Technical parameters

图11 面条盘放效果Fig.11 Noodle plate placement effect
4.3 结果分析
由测试结果可知,面条直径越大,允许的最小盘条半径越大,原因在于面条的直径越大,其自身抗拒弯曲的能力越强,因此需要更大的盘放半径来减小自身的弯曲。最大盘条速度则取决于最小盘条半径,转盘在最小盘条半径处的转速最高。转盘的最高转速一定时,最小盘条半径越大,其盘条速度越快。
5 结语
本文提出一种利用阿基米德螺线轨迹进行空心挂面盘条的方法。通过对阿基米德螺线轨迹的研究发现,平移速度v控制着阿基米德螺线的大小,即面条盘放范围;旋转速度w控制着阿基米德螺线的圈数,即盘条圈数。并通过Adams软件仿真验证等速阿基米德螺线的合理性,为自动盘条装置的设计提供理论依据。
依据所提出的盘条方法完成空心挂面自动盘条装置的结构及电气控制系统设计。盘条装置结构简单可靠、占地面积小。试验结果表明,自动盘条装置盘条效果良好,可以替代人工进行面条盘放,应用到企业可以减少人工使用量、提高生产规范性、提升生产效率,能带来较高的经济价值。对于条状柔性体的盘放具有一定的参考价值。