生产线奶茶消泡沫工艺优化研究
2024-03-13赵敏锋
周 洋,赵敏锋,文 进
(今麦郎饮品股份有限公司,北京 100000)
0 引言
国内生产奶茶的灌装方式多为无菌灌装[1]。奶茶在无菌灌装的过程中容易产生泡沫,导致出现糖斑,引起食品安全问题。生产过程中,减少泡沫的方法主要包括物理、化学及工艺控制等。物理消泡手段主要以机械消泡为主,比如使用破碎装置、振动与超声波装置、泡沫分离回收塔装置等[2]。物理消泡方法只能在泡沫出现时作为被动的消泡手段[3],由于消泡效果不佳,且投资大,目前已鲜少使用;化学消泡剂消泡速度快,效果明显,广泛用于饮料工业的生产中[4];工艺控制手段主要包括改变原料的形态、降低进料速度、降低出料温度等方式,这些因素对泡沫的减少有一定的作用,但也可能对产品的产量与质量产生影响。因此,通常需要工艺控制手段与其他消泡方式联合使用才能达到效果[5]。
奶茶的生产过程中,泡沫主要出现在以下环节:(1)为了充分溶解奶粉,高速搅拌产生大量泡沫,且不易消除;(2)物料高速传送时混入空气,且输送过程中,料液压力变化大,产生大量泡沫;(3)料液迅速冲出灌装阀产生泡沫,溢出瓶口。
本文通过添加不同量的消泡剂,使用真空溶粉机、脱气罐以及调整灌装单元的工艺参数等多方面生产工艺的优化,就奶茶灌装过程容易产生泡沫的问题进行改善,以期为饮料企业生产PET瓶装奶茶的消泡技术提供工艺参考。
1 材料与方法
1.1 材料与试剂
全脂奶粉,新西兰恒天然有限公司;茶叶,浙江茗皇天然食品开发有限公司;AFE-1520消泡剂(水、聚二甲基硅氧烷、聚氧乙烯山梨醇酐三硬脂酸酯、二氧化硅、甲基纤维素、单/双甘油脂肪酸酯、聚氧乙烯、硬脂酸酯、山梨酸、黄原胶),陶氏化学(上海)有限公司。
1.2 仪器与设备
Aseptic Filler FMa型灌装机(西得乐机械有限公司);PDS-2000LMSF型真空溶粉机(上海弗鲁克科技发展有限公司);DTANK型脱气罐(上海宋泰流体控制设备有限公司);SL01-1型高精度游标卡尺(标康科技有限公司)。
1.3 奶茶生产工艺
奶茶生产工艺如图1所示。
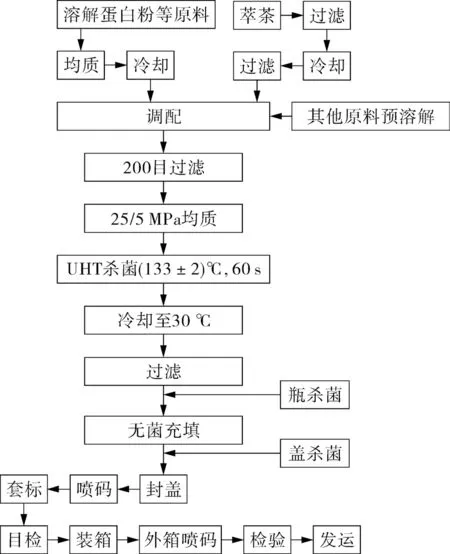
图1 奶茶生产工艺Fig.1 Milk tea production technology
1.4 试验方法
1.4.1 消泡剂添加量的单因素试验
消泡剂的使用需符合国标GB 2760-2014《食品安全国家标准 食品添加剂使用标准》,限定聚二甲基硅氧烷及其乳液在饮料中的最大添加量为0.05 g/kg(即50 g/t),因此设计溶粉区和调配区的消泡剂添加量:5,10,15,20,25,30,35 g/t。
1.4.2 消泡效果的评价方法
泡沫高度测量:成品奶茶灌装后,传出输送带,立即平稳取出,使用游标卡尺测量成品饮料的泡沫高度。高度越低,消泡效果越好。
自然消泡时间:成品奶茶正反摇动10次后,静止观察,记录自然消泡的时间。时间越短,消泡效果越佳。
2 结果与分析
2.1 添加消泡剂的工艺设计
2.1.1 消泡剂的作用机理
泡沫可称为液体中的气体,气体是分散相,液体是分散介质,泡沫是气体在液体中的分散体系。为了降低饮料灌装过程中料液的表面张力,从而消除泡沫,消泡剂通常选用复合型乳化剂。不仅可以借助其表面活性剂间的协同效应,还可以降低原体系中乳化剂的添加量。
消泡剂的工作机制较复杂,其作用原理如图2所示。

图2 消泡剂作用原理Fig.2 Action principle of defoamer
最常见的消泡机制是桥联-去湿,桥联-拉伸和扩散流体夹带[6]。对于聚硅氧烷系列消泡剂发挥的消泡作用,可理解为桥联-去湿和桥联-拉伸机制,消泡剂与泡沫薄膜表面接触形成透镜结构后,产生桥联-去湿作用[7]。接触后的泡沫薄膜逐渐变薄,透镜结构再进入薄膜的相对表面,使薄膜从表面脱湿。通过桥联-拉伸作用,消泡剂泡沫薄膜表面形成乳液桥,乳液桥被水相的作用力拉伸,破坏液膜的力学稳定性,在整个泡沫的最薄部分发生破裂,破坏稳定的泡沫结构[8]。消泡剂的消泡机制,一般都是通过破坏泡沫的稳定因素实现[9]。
消泡剂需要有比泡沫表面活性物质更高的活性,才能进入到产生气泡的液体中,快速地在液体气液界面上铺展。消泡剂的混合表面活性物层发挥消除及抑制原液中物质结合的功效。在液体中,消泡剂消除泡沫的效果取决于其铺展液体表面及渗透泡沫的性能,分别用铺展系数S和渗透系数E表示,具体计算如下:
式中 σ2——奶茶的表面张力;
σ1——消泡剂的表面张力;
σ1,2——消泡剂与奶茶之间的界面张力。
当S<0时,没有完全湿润,无法达到消泡的效果。
当S>0时,消泡剂依靠自身张力向液体表面铺展。消泡剂的消泡效果与界面张力相关,界面张力越低,则消泡效果越好。消泡效果也受到消泡剂黏度的制约,黏度越低,消泡剂铺展系数和渗透系数越高。
当E>0时,消泡剂可以穿透泡沫,产生消泡的效果。
2.1.2 消泡剂的添加量对奶茶的影响
添加消泡剂后,观察灌装奶茶泡沫的高度与持续时间。对比未添加消泡剂奶茶发现,添加消泡剂可以有效地减少泡沫的持续时间。消泡剂的添加量越大,泡沫持续的时间越短,同时降低泡沫的高度峰值。
消泡剂的添加量对泡沫高度的影响如图3所示。
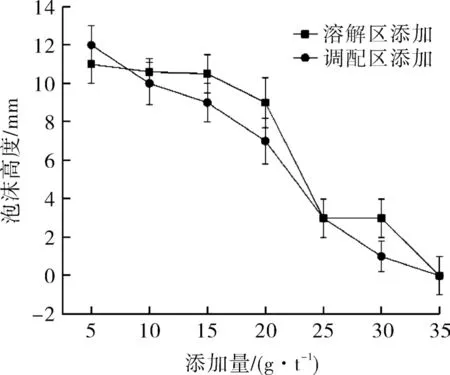
图3 不同消泡剂添加量对奶茶泡沫高度的影响Fig.3 Variation of bubble height of milk tea with different dosage of defoamer
在溶解区添加不同量的消泡剂后,奶茶灌装后泡沫的高度随着消泡剂添加量的增加而降低。添加量<15 g/t时,灌装过程仍存在较多泡沫,泡沫高度略有降低;添加量达到20 g/t时,出现明显降低;添加量>25 g/t时,泡沫消失较快,传送出灌装机时,已无明显肉眼可见泡沫。添加消泡剂有助于在气泡出现后快速消除泡沫,降低泡沫高度,但是灌装过程还是会产生少量泡沫,消泡剂的添加并未从根本上避免泡沫的产生。
在调配区添加不同量的消泡剂后,泡沫消除的情况与溶解区基本相同,随消泡剂添加量的上升,泡沫逐渐减少。调配区添加消泡剂灌装后,产生的泡沫高度略低于溶解区。
消泡剂的添加量对消泡时间的影响如图4所示。成品奶茶正反摇动10次后,观察奶茶灌装后泡沫的持续时间。当消泡剂添加量<15 g/t时,泡沫消除时间为354~408 s,调配区泡沫消除时间为342~425 s;当消泡剂添加量>20 g/t时,溶解区泡沫消除时间为19~161 s,调配区泡沫消除时间为15~125 s,呈明显下降趋势,泡沫消失较快。说明当消泡剂添加量>20 g/t时,可以有效缩短泡沫消除的时间。

图4 不同消泡剂添加量对奶茶消泡时间的影响Fig.4 Defoaming time of finished milk tea with different dosage of defoamer
2.2 添加真空溶粉机工艺设计
真空溶粉机是高效的混料单元,用于奶粉等蛋白粉类复原及胶体分散。粉末在真空中投入液体中,罐体底部装有高剪切搅拌设备,转子高速旋转所产生的高切速度和高频机械效应带来强劲动能,使物料在定、转子的间隙中受到强烈的机械及液力剪切、液层摩擦、撞击撕裂和湍流等综合作用,迅速减小液滴尺寸,使料液分散均匀,乳化稳定,并去除物料中的空气。真空溶粉机可以快速混料,降低料液与空气接触的时间,减少溶粉过程中混入多余的空气。调整真空溶粉机指标参数,真空度调至-0.083 MPa。但使用真空溶粉机后,从图5可以看出,灌装泡沫高度与未使用时对比,差异不大,无明显改善。

图5 使用真空溶粉机后奶茶灌装图Fig.5 Filling diagram of milk tea after using vacuum powder disintegrator
2.3 添加脱气罐工艺设计
饮料生产过程中,奶液溶合的过程会混入空气,将混合均匀的奶液输入脱气罐。脱气罐是密闭的容器,可以使液体在低温状态下沸腾。液体进入脱气罐后旋转1圈,可以扩大蒸发面积,更有效地将液体中的空气及杂味等不凝结气体蒸发;水蒸汽遇冷凝器凝结成液体,回落到脱气罐中,不凝结气体通过真空泵排出。脱气罐的使用可以消除可溶性气泡,同时保护均质头,减少杀菌机结垢。脱气罐工作时,内部压力一般是-0.05~-0.07 MPa,调节压力至最小,灌装泡沫高度与未使用脱气罐时对比,差异不大,无明显改善。
2.4 灌装机工艺优化设计
企业生产的成品饮料达到商业无菌是PET无菌灌装技术的关键[10]。灌装设备是液态食品包装生产线中的核心设备,灌装充填精度与灌装速度是整套生产线产品质量和生产效率的保证。灌装成功的必要基本条件:液体食品无菌、包装材料无菌、环境及介质无菌[11]。满足成品商业无菌的情况下,才能进行产品的生产。物料中含有泡沫会降低充填精度。在灌装过程中,出料速度较快,会引起强大的冲击力,定量不准确;出料速度过慢,则降低设备的运行速度,会导致生产效率较低。系统平稳的进料可以提高充填精度,需要控制灌装时料缸出口料液的流速,以保持系统平衡。为了保证产品风味,需要降低灌装温度,但灌装温度的降低会导致产品黏度上升,进而影响阀门的关闭速度。黏度越高,阀门开关速度越慢,因此设置料液进出速度和充填精度需要结合料缸的容积、输料管的结构和内径等[12]。根据物料特性优化灌装系统,减少物料的黏度、密度及温度在充填过程的波动,能避免泡沫的产生。黏度高、不易产生泡沫的饮料进料速度设置在1.0~1.2 m/s,易产生泡沫的饮料应设置在0.8 m/s以下。电磁流量计被应用于乳制品灌装中,为维持良好的灌装精度,需控制电导率≥20 S/m,灌装时间≥0.5 s。灌装时间≥1.5 s时,重复率可以降低到0.4%以下。灌装速度在1~4 m/s时,灌装精度可以提高到±0.25%[13]。此外,流量计阀可以调整流体速度,降低灌装结束前产生的冲击波,设置灌装阀开闭流量≤50 mL/s,对抑制泡沫的产生有良好的效果,能保证饮料的灌装精度[14-15]。
在大气压力下,料液依靠自重流入包装容器内,使用旋转型灌装机,灌装PET瓶,完成灌装操作。通过对奶茶产品特性的分析,结合灌装设备实际情况,从以下几个方面做出改善:(1)对灌装系统进行工艺优化设计和参数调整,维持灌装物料的物理特性在充填过程中稳定;调整灌装阀开度,利用低速气缸控制慢灌,高速气缸扩大充填区扇形面积;修改慢灌速度,做梯度验证,总灌装速度为4.5 s/瓶,设定慢速灌装速度为0.45,0.9,1.35 s/瓶,观察灌装起泡的程度,发现1.35 s/瓶效果最好,因此设定慢速灌装速度为1.35 s/瓶;(2)控制灌装压力,重点是控制背压,将背压从0.5 MPa调整至0.6 MPa;(3)对每圈设备出现卡瓶、不灌装等问题的灌装阀做统计,调整出现重复问题的阀门,优化灌装阀的结构设计,对出现问题的灌装阀逐个调试。
调整后,灌装速度从原40 000瓶/h提升至48 000瓶/h,灌装500 mL所需时间为3.75 s,灌装角度从180 °增加至200 °。如图6所示,灌装工艺的调整有效减少奶茶料液的损失,提升奶茶的产量,极大地减少灌装控制不当引起的产品质量风险。通过灌装阀改善前后对比,发现灌装过程中的泡沫明显减少。

图6 灌装机调整灌装状态对比Fig.6 Comparison of filling state adjusted by filling machine
3 结语
通过分析奶茶灌装过程产生泡沫的原因,在溶粉区、调配区添加不同量的消泡剂后,泡沫消除的趋势基本相同。当添加量达到20 g/t时,泡沫明显减少,传送出灌装机时已无明显肉眼可见泡沫,说明添加消泡剂有助于快速消除泡沫,降低泡沫高度峰值。但是灌装过程中还是会出现少量泡沫溢出瓶口,造成料液的损失和微生物问题,并没有从根本上避免泡沫的产生。
在饮料的生产过程中,使用真空溶粉机、脱气罐脱出空气,以减少泡沫的产生。但真空溶粉机、脱气罐使用后,灌装泡沫高度与未使用时对比,差异不大,无明显改善。对灌装单元进行优化设计,通过调整灌装阀开度,控制灌装压力和背压,改善了灌装过程中料液的冲击力造成的气泡溢出。因此,灌装机的工艺优化及参数调整与消泡剂的结合使用,可以有效降低奶茶灌装过程产生的泡沫,提升奶茶的产量,极大减少灌装控制不当所引起的产品质量风险。