手动攻丝垂直度方案探讨*
2024-03-07撖俊虎董兆鹏
撖俊虎,董兆鹏
(共享装备股份有限公司,宁夏 银川 750021)
0 引 言
攻丝是指通过一种特殊的切削工具将螺旋形之线压入工件内达到制造螺纹孔或接口的加工方法,也称为螺纹攻削。攻丝可以使用手动攻丝器或机械攻丝机进行加工,但机械加工中更常使用的是攻丝刀头。攻丝刀头是一种专门用于攻丝的工具,通常被用于CNC机床或其他数控机床上,它可以自动控制切削进给深度和方向,从而实现快速高效的攻丝加工。攻丝刀头的种类繁多,常见的有螺纹刀、螺纹丝锥等。攻丝在机械加工中应用十分广泛,主要用于制作螺纹孔或接口,可以发挥很多功能[1]。
手动攻丝可以使用支架,支架是一种常用的工具,可以帮助保持攻丝的垂直度。将支架放在需要加工的工件上,然后将攻丝头装在支架上并调整位置,以确保攻丝头处于垂直状态。最后,通过转动攻丝头完成攻丝操作。也可以使用角度尺、卡尺和水平仪来测量攻丝头是否处于垂直状态。如果攻丝头不垂直,则可以使用调整螺丝或其他调整工具进行校正。保持攻丝的垂直度至关重要,在进行攻丝操作之前,需确保使用正确的工具和方法来保持攻丝垂直状态,以确保产生最佳的结果[2]。常规的螺纹孔机床可以直接加工到位,可以保证攻丝的垂直度;在毛坯孔、弧面孔、干涉孔等加工工况时,支架、角度尺、水平仪等测量设备无法辅助,丝锥无法保持攻丝的垂直度。
针对上述问题,笔者给出了几种不同工况下的手动攻丝保持垂直度方案,通过对比了几种方案的加工性能及操作流程可知:①内腔弧面侧壁是正钻反攻的螺纹,在通孔的状态下,采用反向攻丝方案;②端面机加外圆毛坯面的攻丝,采用可固定的工装和尼龙棒校正套,配合所用丝锥进行钻孔攻丝方案;③空间干涉角度孔攻丝,采用头锥带定位校正圆柱的方案。几种方案中校正的方法是保持丝锥和孔垂直度的必要方法。
1 手动攻丝垂直度方案
目前在机械加工中常常采用以下3种手动攻丝保持垂直度的加工方案。
1.1 内腔弧面攻丝
在机械加工中常常会遇到一些腔体类零件,此类零件会产生很多的观察孔、注油孔、穿线孔、空气冷却孔等,这些都是通孔的情况。图1所示是一个内腔弧面干涉通孔的产品,需要在内腔弧面侧壁进行攻丝。其小直径内圆上设计有螺纹孔,这就存在机床主轴及附件尺寸限位无法加工及内圆螺纹钳工攻丝时无法保持垂直度的情况。
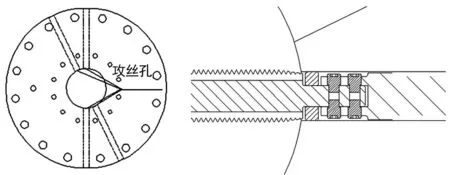
图1 内腔弧面攻丝
针对此类问题,提出了一个反向攻丝方案。如图2所示。
攻丝前底孔需要进行镗孔,或者钻铰孔,必须保证底孔的粗糙度在Ra 6.3的范围内,底孔的直径给出定值,误差控制在 ±0.1 mm的范围内;定制旋转把手,锁紧螺母,对应底孔套杆,带销柱紧固螺钉,定位环套,定位环套外径和螺纹底孔处于间隙配合,配合公差(0,+0.05)mm,采购反向丝锥。定位环套保持攻丝头与孔处于垂直状态。
攻丝操作流程如下:①如图2所示,将套杆与把手装配,并用锁紧螺纹紧固链接;②将套杆从工件外圆穿过螺纹底孔(通孔),套筒部分完全探出内圆端底孔;③将定位环套装配到丝锥前端;④将丝锥前端方形柱销塞入套杆套筒内,用带销螺钉紧固链接;⑤确认装配无误后,采用手动逆时针的方式边转动把手边轻微后拉把手(注:加工右旋螺纹逆时针转,加工左旋螺纹顺时针转),直到丝锥旋入到给定深度停止;反向转动把手旋出即可完成攻丝[3];⑥使用通止规确认攻丝是否合格。
1.2 端面机加外圆毛坯面攻丝
在机械加工中,加工工况瞬息万变,经常遇到端面全部加工且带有螺纹孔的要求,图3是一个端面全部加工且带有螺纹孔的产品,需要在靠近端面的外圆上进行攻丝。

图3 外圆毛坯面攻丝
当机床加工空间受限无法加工以及内圆螺纹钳工攻丝时无法保持垂直度时,可利用已加工面和孔系制作工装并使用尼龙校正套保持垂直度的方案。如图4所示。
根据已加工的端面和已加工的孔与攻丝孔的位置度关系,设计一个可固定的工装和尼龙棒校正套以配合所用丝锥进行攻丝;在工装上设计出凸台,将孔加工,工装孔长度大于丝锥的切削刃,粗糙度Ra 6.3,内径尺寸给出定值,误差控制在±0.1 mm的范围内,和尼龙棒外径处于间隙配合,配合公差(0,+0.05)mm,尼龙棒内径和丝锥也处于间隙配合,配合公差(0,+0.05)mm,尼龙棒的长度大于丝锥的切削刃。尼龙校正套保持攻丝头与孔处于垂直。
攻丝操作流程如下:①如图4所示,将工装固定在设计位置,拔合,确保位置度正确;②将丝锥装入尼龙校正套内;③将丝锥和尼龙校正套一起装入工装孔内;④确认装配无误后,利用铰杠手动顺时针旋转,待丝锥旋入到给定深度,反向转动把手旋出即可完成攻丝;⑤使用通止规确认攻丝是否合格。
1.3 空间干涉角度孔攻丝
在进行空间干涉的钻孔或者攻丝加工时,难度系数更大。多数情况下采用的是BIG附件刀柄转换角度的方式去加工。而空间干涉的部位使用BIG附件的选择少,对钻削攻丝的刀具直径限制大,很多刀具无法使用;采用弯头气钻加工法虽满足孔的垂直度和孔径要求,但却会对产品的加工质量产生影响。部分产品的孔系是通孔,可是沉孔和攻丝又在空间干涉的一面,采用先钻通孔再反拉沉孔的方式可以反拉部分沉孔。通孔直径小,沉孔直径大,孔深度属于深长孔时,钻孔没有问题,可攻丝无法直接使用反拉的方式去加工,空间角度孔又无法使用工装的方案去攻丝。
针对这种空间干涉角度孔,设计了一种特制丝锥的方案,如图5所示。

图5 特制丝锥攻丝
将丝锥的1#锥前端导向部位增加一个定位圆柱,将底孔的粗糙度控制在Ra 6.3,给出内径尺寸定值,误差控制在±0.1 mm的范围内,定位圆柱外径和螺纹底孔处于间隙配合,配合公差(0,+0.05)mm,定位圆柱长度大于1#丝锥的导向长度,定位圆柱保持攻丝头与孔处于垂直。
攻丝操作流程如下:①将1#丝锥定位圆柱装入孔内,确认装配无误后,利用铰杠手动顺时针旋转丝锥,待丝锥旋入到给定深度,反向转动把手旋出即可完成攻丝;②利用导向将2#丝锥旋入已加工的丝扣内,利用铰杠手动顺时针旋转丝锥,待丝锥旋入到给定深度后反向转动把手旋出即可完成攻丝;③利用导向将3#丝锥旋入已加工的丝扣内,利用铰杠手动顺时针旋转,待丝锥旋入到给定深度后反向转动把手旋出即可完成攻丝;④使用通止规确认攻丝是否合格。
2 结 语
机械加工中的攻丝是必不可少的一项工艺,它可以用于制作螺纹孔或接口,被广泛应用于汽车、机械、电子等行业。在进行攻丝加工时,需要注意选择合适的刀头,严格控制加工过程中的各项参数,以确保加工效果和质量。文中阐述了目前机加工领域三种不同工况下的手动攻丝保持垂直度方案,通过三种设计方案的优劣对比及实际生产的应用和验证得出了不同工况下保持垂直度的方法和流程,为同行业生产制造提供了现实参考。
