圆管切向振动辅助磨料流的光整加工试验研究
2024-01-01王硕董志国郑志鑫温永吉陈攀






摘要 传统磨料流加工技术在加工孔道内壁、形状复杂的工件时,工件表面在各个方向上的加工质量不均匀。在传统磨料流加工中加入振动辅助,使工件表面形成波浪形加工轨迹,以提高工件表面质量和材料去除效率。分析振动辅助加工原理和磨粒对工件表面的划痕作用,搭建振动辅助磨料流加工试验平台,研究磨料流速、振幅、频率对工件表面粗糙度与表面形貌的影响。结果表明:与传统磨料流加工相比,振动辅助磨料流加工使磨粒在工件表面的切削路径变长,形成交叉划痕,工件表面粗糙度降低;振动频率越高,磨粒与工件表面间的微切削长度越长,工件的表面粗糙度越低;磨料流速增大,磨粒对工件表面的切削效果增强,表面粗糙度下降的幅度更大。
关键词 磨料流加工;振动辅助;划痕形貌;表面粗糙度
中图分类号 TG73;TG58 文献标志码 A
文章编号 1006-852X(2024)04-0544-09
DOI码 10.13394/j.cnki.jgszz.2023.0189
收稿日期 2023-09-08 修回日期 2023-11-16
磨料流加工(abrasive flow machining,AFM)是在压力作用下用黏弹性高分子载体包裹的磨粒在被加工的工件表面滑动,通过微量切削以获得所需光洁度的光整方法。AFM的优势在于加工复杂孔道、异型腔体时有强适应性和较高的加工效率,但存在加工后形成的表面纹理单一,表面质量在各个方向上不均匀,表面粗糙度不一致等问题[1]。
针对以上问题,研究人员对AFM的加工工艺进行了多种改进。JONES等[2]最早提出超声辅助磨料流加工(ultrasonic assisted abrasive flow machining,UAAFM)技术,利用超声振动为磨料流加工的辅助手段,使工件在加工过程中做往复的高频微振动。LIU等[3]利用椭圆超声振动实验研究了材料的去除过程,通过建立合理的材料去除率模型,得出椭圆超声振动可以增强磨料颗粒对被加工工件表面的冲击作用,且通过微切割去除材料,使其获得好的表面质量。GUDIPADU等[4]建立的UAAFM过程仿真三维模型表明,磨料颗粒以一定角度划擦材料表面会显著影响其加工过程,提高加工质量。李道朋等[5]使用超声激励抛光的方法,通过超声发生器振动磨粒对玻璃表面进行加工,最终使其表面达到纳米级的精度。VENKATESH等[6]采用UAAFM技术对EN8钢锥齿轮进行精密加工,试验结果表明,UAAFM技术加工的工件表面粗糙度变化率和材料去除率明显高于传统AFM技术加工的。张宇超等[7]研究超声辅助条件下的磨粒受力、运动以及空化效应对磨粒团分散的作用,结果表明:振动辅助磨料流加工可使磨粒在工件表面的切削路径延长,降低加工后工件的表面粗糙度;并且振动可改变AFM加工后工件表面的直线形划痕形态,使工件表面出现螺旋形划痕,而提高工件表面质量。张忠伟等[8-9]提出了将超声振动应"""""" 用于工件加工,使磨料水射流与超声振动在工件表面耦合,提高了工件材料的去除率和表面质量,并降低了抛光表面粗糙度,改善了工件表面的纹理特征。
在常规磨料流光整加工的基础上加入振动辅助,可改变常规磨料流加工中磨粒沿相同方向切削而产生单一纹理的现象,使工件表面与磨粒之间形成与流动方向垂直的振动,在工件表面形成波浪形光整加工轨迹,磨粒在被加工工件表面上总的切削路径增长,以提高工件光整加工的表面质量和效率。同时,通过理论和试验研究流体磨料的流动速度、振幅、频率等因素对工件表面加工效果的影响。
1振动辅助磨料流加工原理
1.1加工原理
图1为振动辅助磨料流加工原理及示意图。
如图1a所示:凸轮转动带动连杆产生的高频振动作用于专用夹具,在夹具的驱动作用下,流体磨料与工件表面产生新的相对运动,通过振动改变流体磨料的流场分布特性和磨料相的运动特性。图1b中:在磨料流加工过程中,磨粒沿流动方向具有一定的速度,同时在其流动方向垂直的方向上与工件表面形成相对振动,在工件表面形成波浪形的划痕。通过改变电机的转速和椭圆形凸轮的长短半轴获得不同的频率和振幅,由流体磨料的流动速度、磨粒的振幅和频率共同决定工件表面光整划痕的轨迹。
1.2振动模型
如图1a,在x′Oy′坐标系中椭圆的标准方程为:
椭圆的切线方程为:
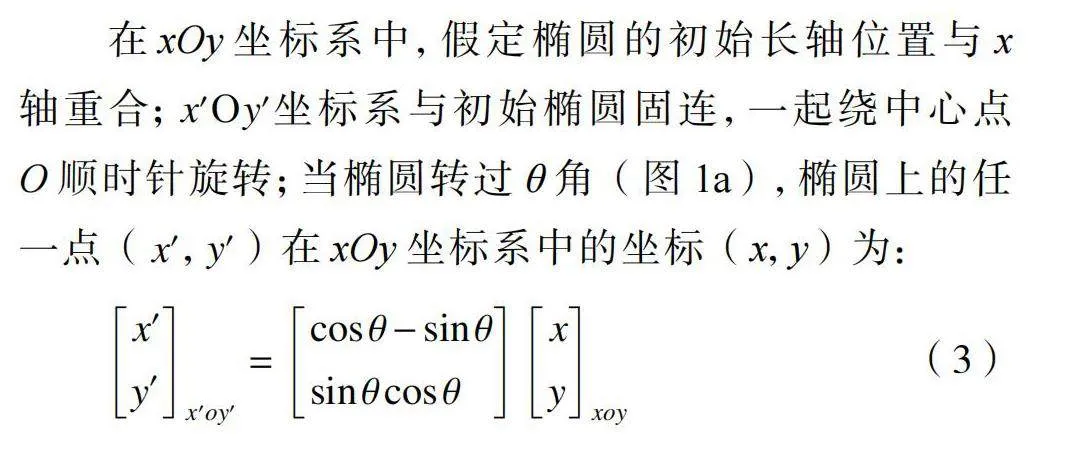
在xOy坐标系中,假定椭圆的初始长轴位置与x轴重合;x′Oy′坐标系与初始椭圆固连,一起绕中心点O顺时针旋转;当椭圆转过θ角(图1a),椭圆上的任一点(x′,y′)在xOy坐标系中的坐标(x,y)为:
则椭圆转过θ角时,在xoy坐标系中的方程为:
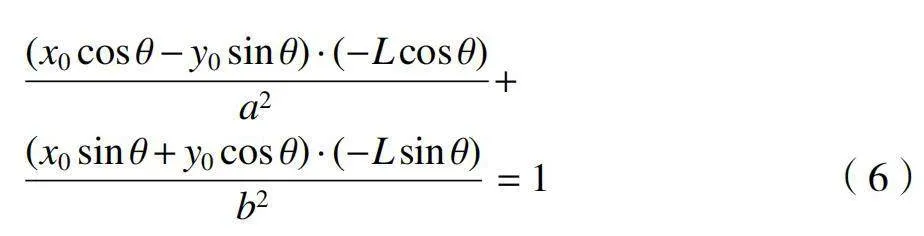
过椭圆切点(x0,y0)有:
可得过点(−L,0)的切线方程为:
其中,L表示圆管中心到凸轮中心的距离。则连杆摆动角度α为:
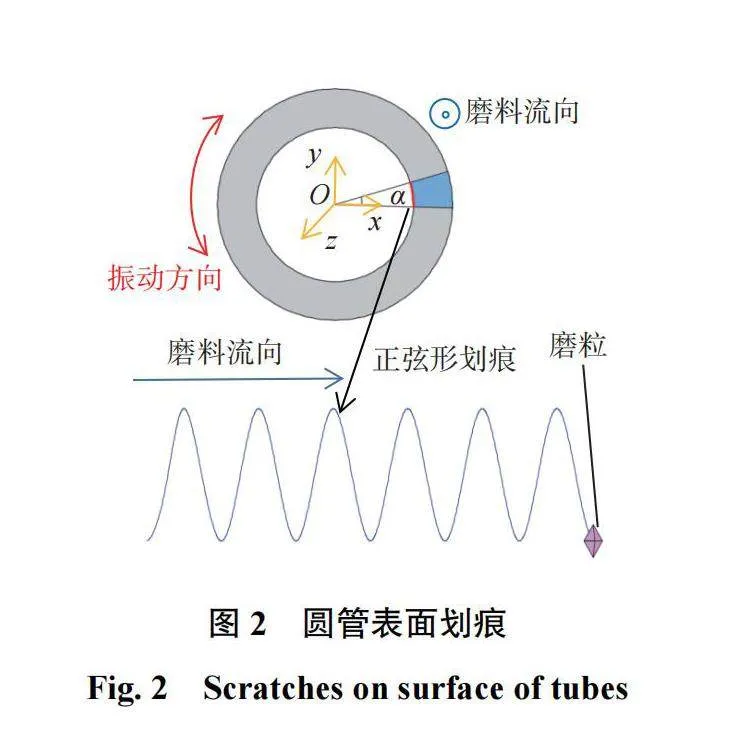
圆管表明划痕如图2所示,在圆管工件流道中心O点建立三维空间坐标系,磨粒的位置满足的方程为:
式中:r为被加工工件壁面与夹具圆管中心距离,也是夹具圆管内径;ω为圆管夹具往复旋转振动的角速度。
在z向轴向流动与z向旋转振动的作用下,工件壁面处形成上下波动的正弦形划痕,划痕方程为:
P为正弦形划痕的螺距,va为磨粒沿z向的壁面滑移速度,β为正弦角,可由下式计算:
正弦形划痕的轨迹长度s[10]为:
式中,α1-α0为振动条件下圆管带动工件的旋转角度。
2振动辅助磨料流光整加工试验
2.1试验平台
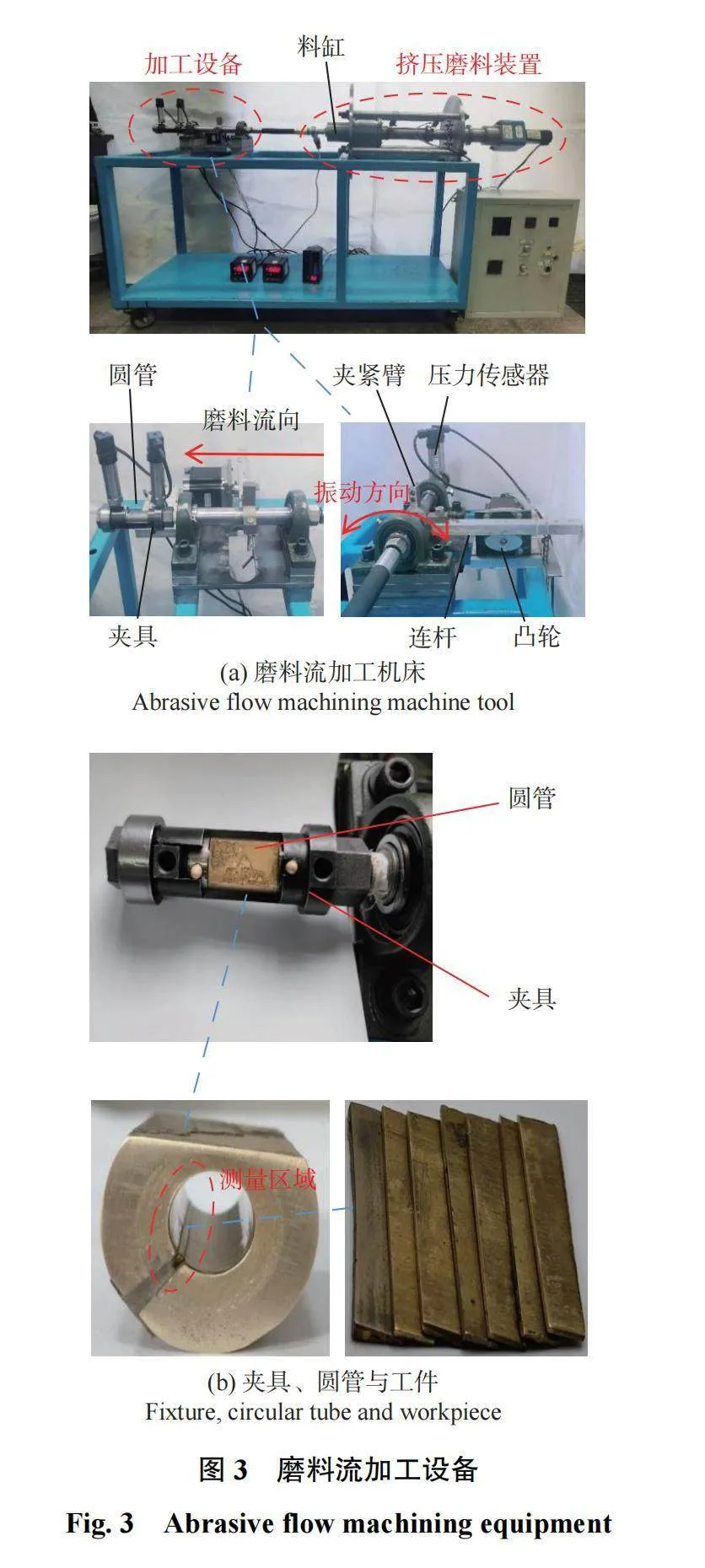
本试验采用的卧式磨料流加工机床如图3所示,该抛光设备包括机、电、液组合控制系统,机械系统包含活塞、料缸、夹具、工件与振动辅助部件,分别完成挤压、盛放磨料、夹紧工件并形成限制性流道,并使振动工件与磨料形成正弦形划痕。电气和液压组合控制系统主要完成磨料在流道内压力控制与往复循环控制等。本试验采用以直代曲的思想,在圆管的一侧开了一个缺口,对不同编号的圆管内壁进行加工,并在数控加工机床上用铣刀铣出与其完全匹配的多个铜片,并用热熔胶进行密封处理。加工完成之后使用4XC倒置光学显微镜观察铜片表面形貌,用SJ-410表面粗糙度仪测量其表面粗糙度。
料缸的直径为75mm,流道出口的内径为10mm,按照试验设计调节电机转速,由谐波减速器速比、滚珠丝杠导程等参数可以精确计算出磨料流经铜件内壁的速度。
2.2流体磨料
流体磨料由半流态载体、磨粒和软化剂混合组成,其特性会影响加工的效果和效率[11]。在试验中,流体磨料中的磨粒是质量分数为30%、粒度代号为F100的黑色SiC颗粒;载体为丁苯橡胶,同时加入软化剂等添加剂均匀混合。实测流体磨料密度为1067kg/m3。图4所示为流体磨料静置1h后的状态。
2.3试验方案
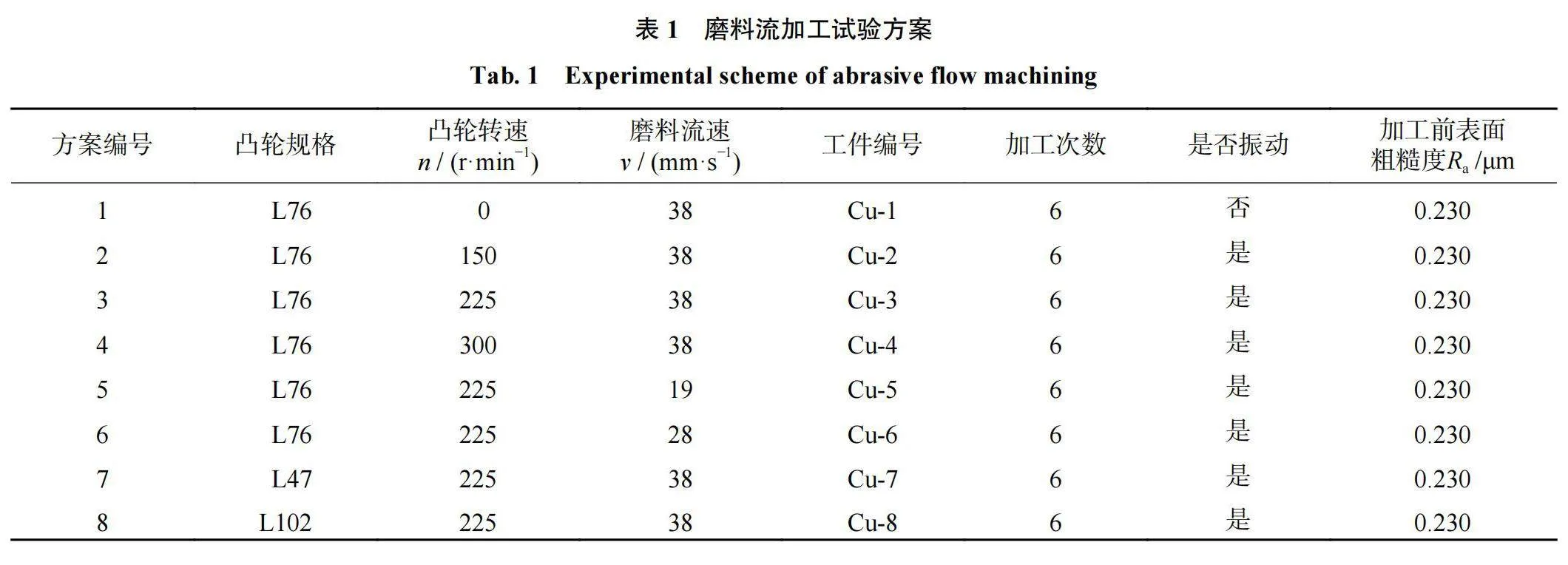
磨料流加工试验方案如表1所示,通过8组试验,分析不同的磨料流速、凸轮转速(对应振动频率)、凸轮规格(对应振动幅度)条件对工件表面加工质量与圆弧形划痕形貌的影响。
3试验结果
3.1振动及频率对表面粗糙度与形貌的影响
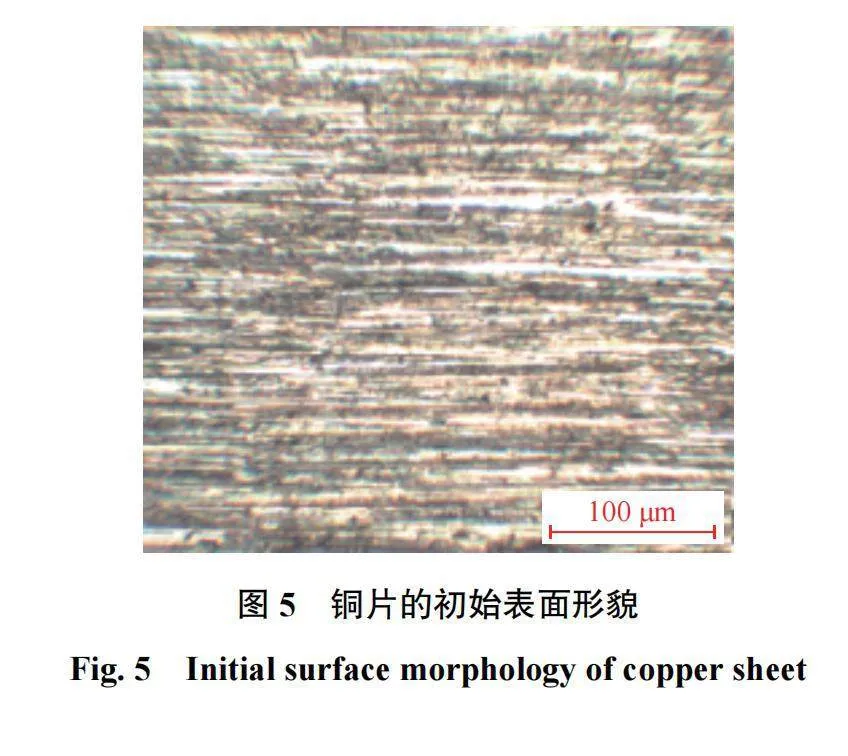
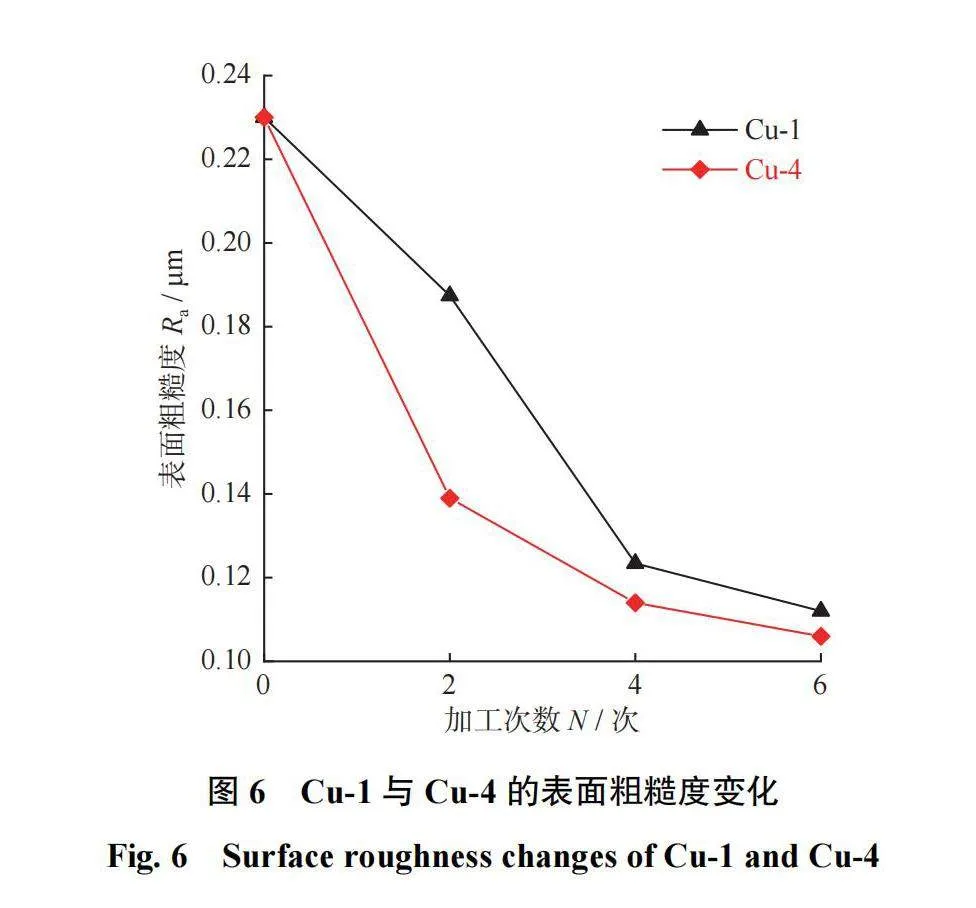
首先进行方案1和方案4试验,研究施加振动对加工工件表面粗糙度和形貌的影响,试验采用形状、材料完全相同的铜片,其尺寸为40mm×8mm×1mm。每个铜片初始状态都用磨料尺寸为6.5μm的砂纸沿垂直于加工方向进行打磨,保证相同的加工初始条件,用SJ-410表面粗糙度仪对工件多次测量,得到其初始表面粗糙度Ra为(0.230±0.1)μm,如图5所示。图6所示为Cu-1与Cu-4的表面粗糙度变化。工件的原始表面粗糙度都为0.230μm,经过2、4、6次加工后,Cu-1工件的表面粗糙度分别降至0.187、0.123和0.112μm,表面粗糙度在每2次加工后的变化率分别为18.7%、34.2%、8.9%,可以看出表面粗糙度下降的速度先快后慢;在振动条件下,经过2、4、6次加工后,Cu-4工件的表面粗糙度由初始的0.230μm分别降至0.139、0.114和0.106μm,每2次加工后的表面粗糙度变化率分别为45.5%、18.0%、7.0%,可见施加振动后,加工的效率显著提高,工件表面粗糙度也比无振动时的更低。
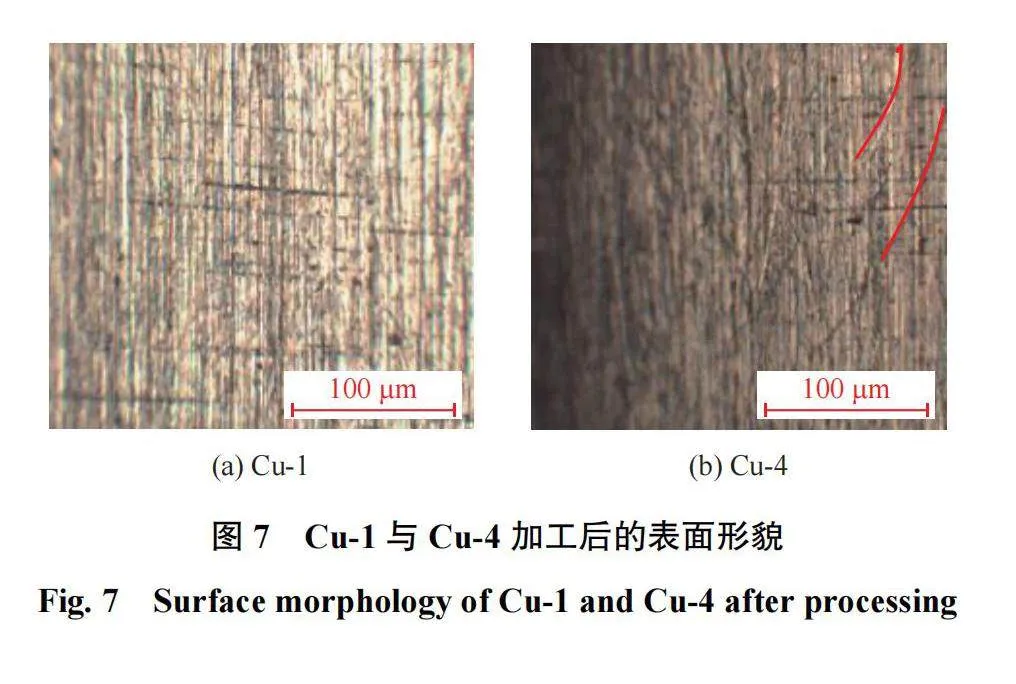
图7所示为Cu-1与Cu-4进行6次加工后的表面形貌。如图7所示:Cu-1在无振动条件下加工后,其原始表面的横条纹仍然存在,但不明显,表面粗糙度明显降低;在振动条件下对Cu-4进行6次加工,可看出其横条纹几乎被完全抛光,出现了一些圆弧形较细的划痕,并获得了相对理想的加工表面。因此,Cu-4比Cu-1具有更好的加工效果,Cu-4表面没有较深的横向和纵向条纹,只有少量圆弧形细条纹出现。
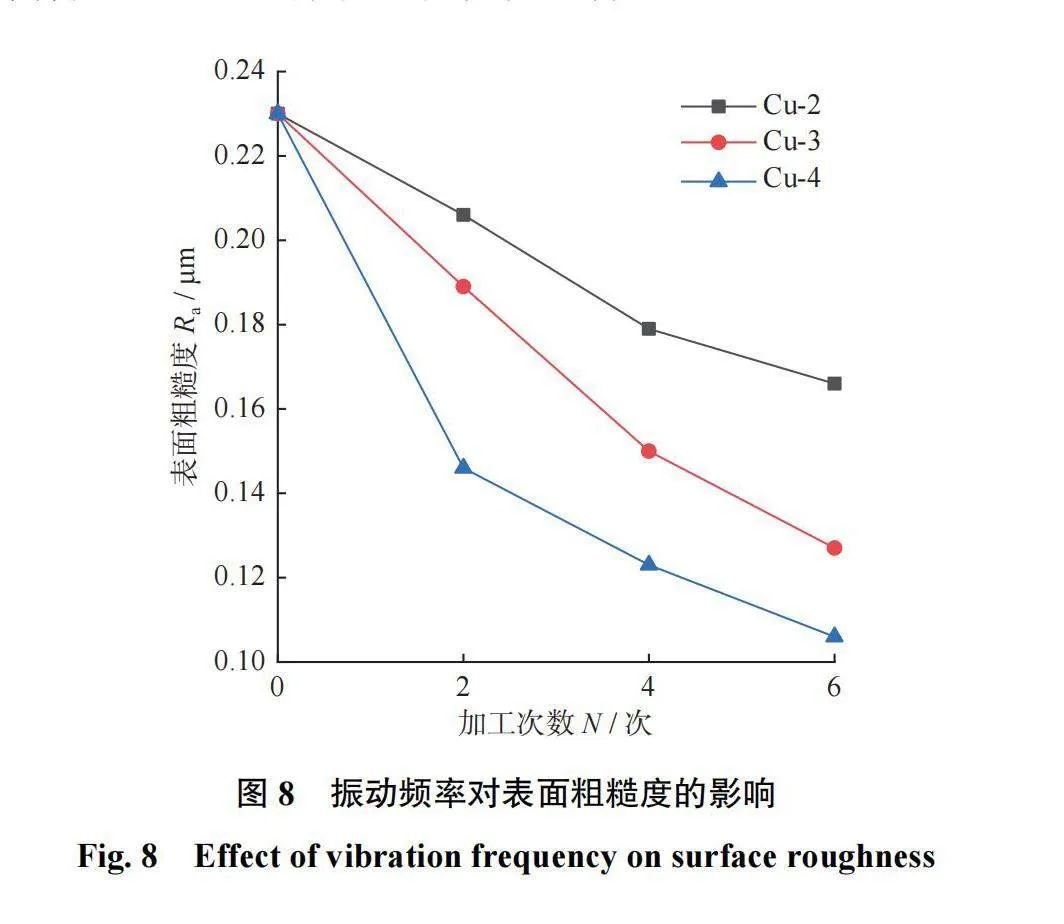
在试验方案2、方案3和方案4下,研究凸轮转速(对应振动频率)对Cu-2、Cu-3和Cu-4加工效果的影响。因为椭圆形凸轮形状对称,转动1圈等于工件2个振动周期。在其他量不变的情况下,凸轮转速分别为150、225和300r/min,对应的振动频率分别为5.0、7.5和10.0次/s。
图8所示为振动频率对表面粗糙度的影响,Cu-2、Cu-3和Cu-4工件都是从最初相同的表面粗糙度0.230μm开始加工的。由图8可知:在凸轮转速为150r/min时,其振动频率较低,工件的表面粗糙度缓慢而稳定地降低(Cu-2);在其他加工条件相同的情况下,Cu-3在225r/min的凸轮转速下加工,凸轮的振动频率较高,磨粒与工件之间的微切削长度变长,工件表面粗糙度与Cu-2的相比较低;同样,当以更高的振动频率抛光Cu-4时,其表面粗糙度显著降低。加工后的工件表面粗糙度分别降至0.166、0.130和0.106μm,大小顺序为Cu-2>Cu-3>Cu-4,因而在其他条件相同时,振动频率越高,加工后的工件表面粗糙度越低。
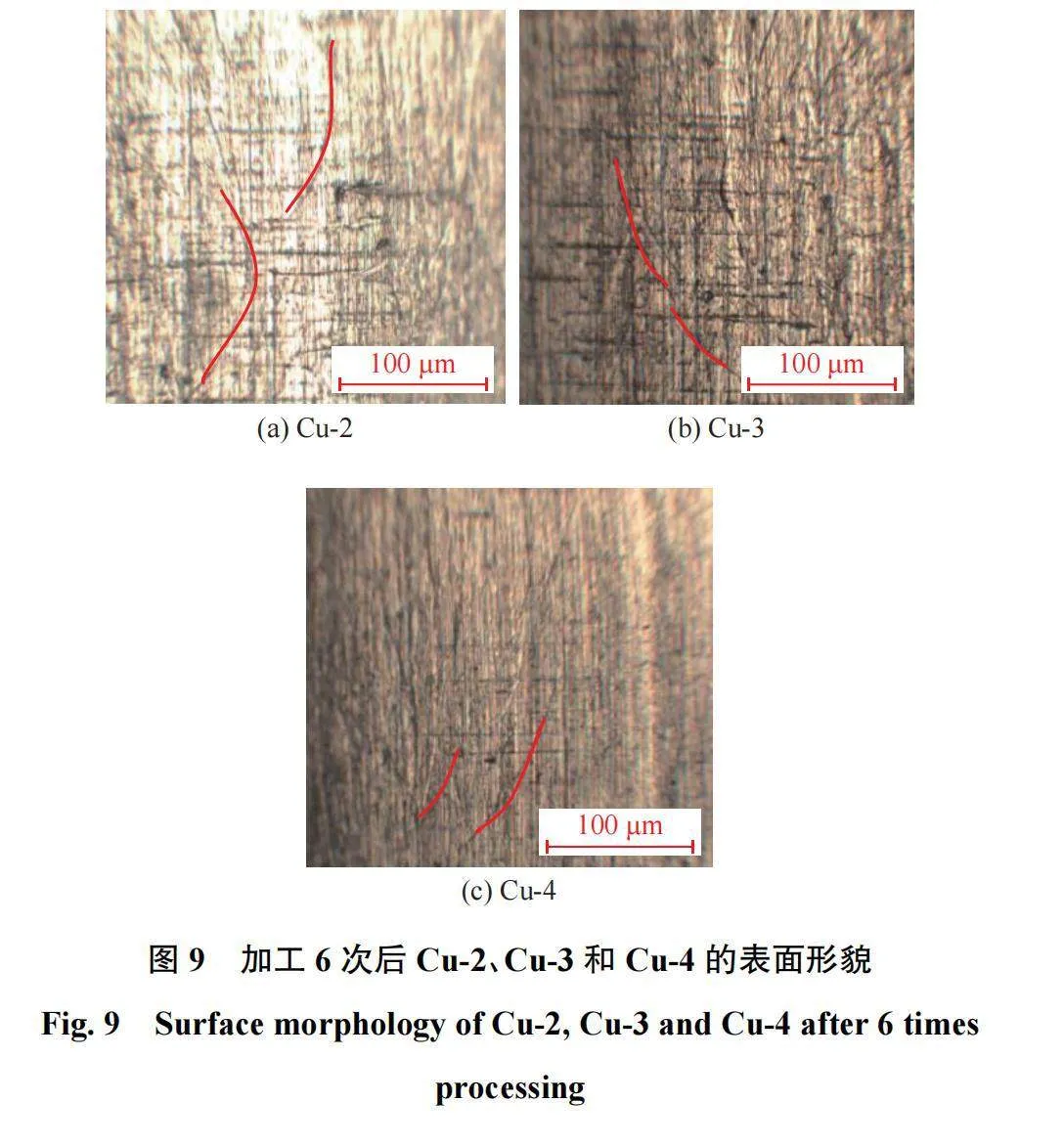
加工6次后Cu-2、Cu-3和Cu-4的表面形貌如图9所示。图9中:Cu-2、Cu-3、Cu-4经过6次加工后,其表面粗糙度降低;相同条件下,工件在更高的振动频率下抛光,表面粗糙度下降幅度更大。凸轮转速越高对应的振动频率也越高,磨料在相同的流速下,在工件表面产生的划痕数量越多,圆弧划痕的长度越长,同时划痕的曲率半径越小。
3.2振幅对工件表面粗糙度与形貌的影响
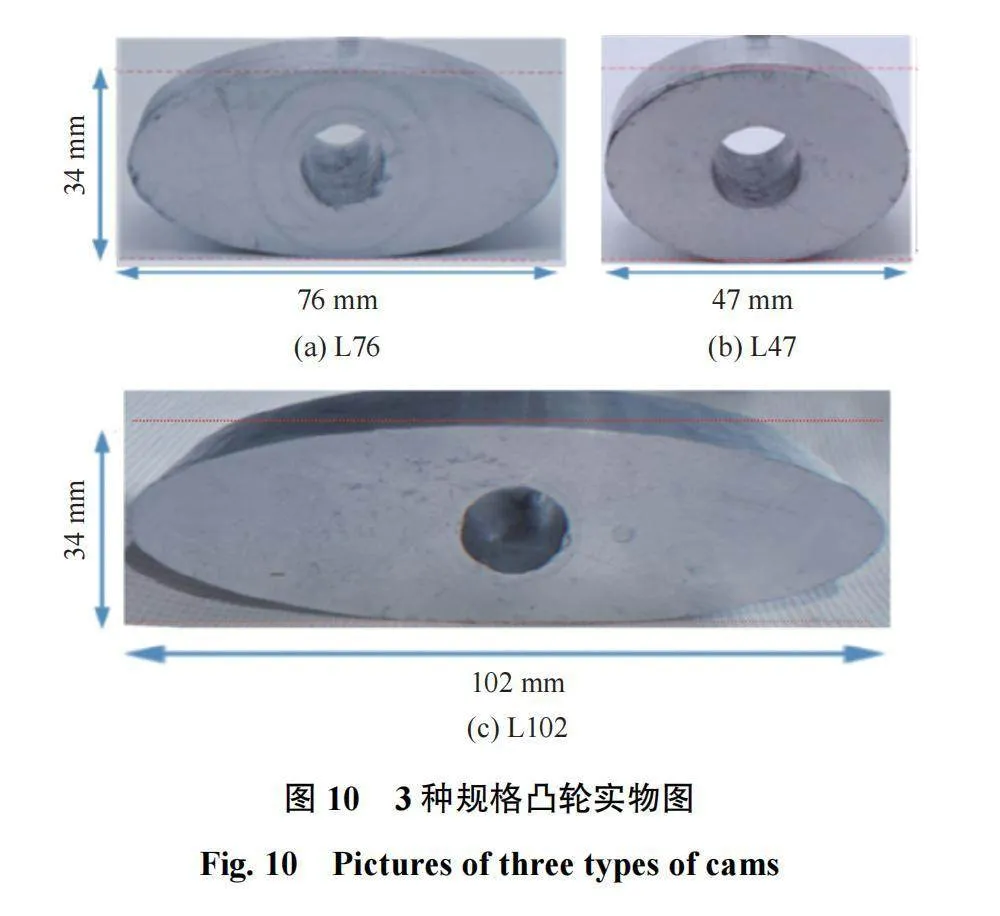
不同的振幅由不同的凸轮来实现。图10是大、中、小3种规格凸轮实物图,L76型、L47型与L102型凸轮对应的长、短轴尺寸在图10中标示。3种凸轮中间的空心圆柱直径都为15mm,L76型凸轮对应的最大旋转角为7.5°,L47型凸轮对应的最大旋转角为2.3°,L102型凸轮对应的最大旋转角为10.0°。
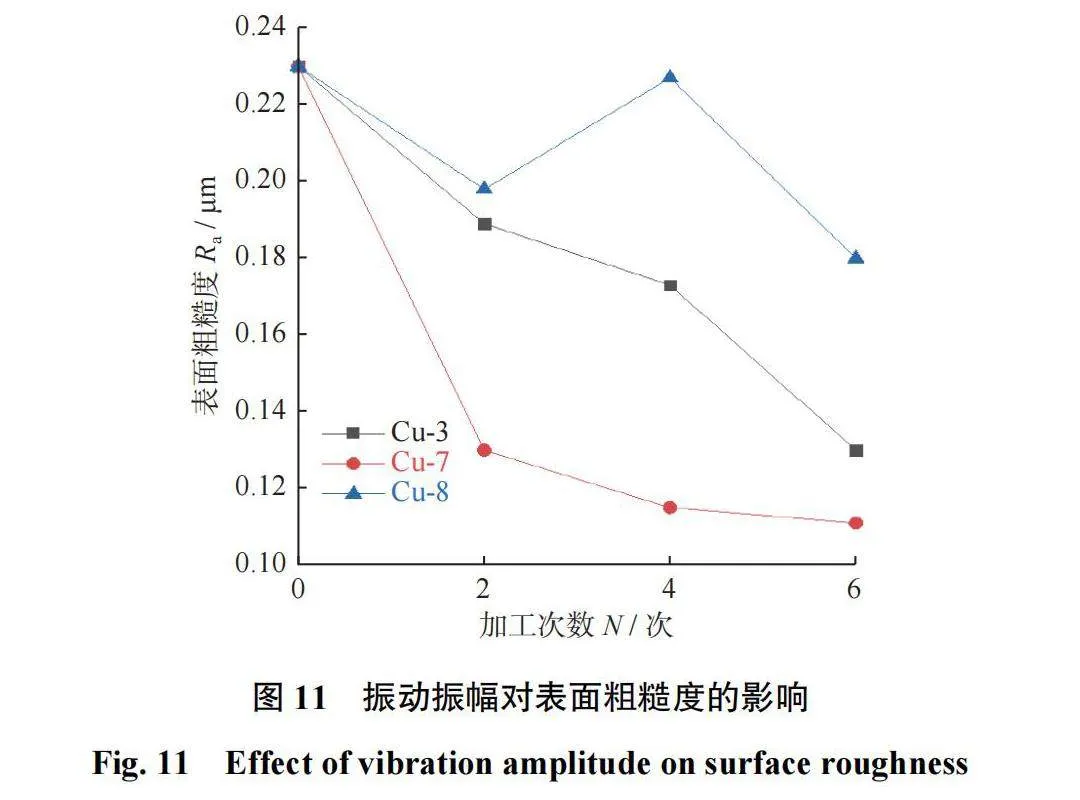
在试验方案3、方案7和方案8下,凸轮转速为225r/min、磨料流速为38mm/s时,用3种不同尺寸的凸轮对Cu-3、Cu-7和Cu-8工件加工相同次数,工件的表面粗糙度变化如图11所示。Cu-3在L76型凸轮下加工,凸轮的振动振幅较大,工件的表面粗糙度缓慢降低至0.130μm;在其他加工条件相同的情况下,Cu-7在L47型凸轮下加工,凸轮的振动振幅较小,振动相对稳定,工件表面粗糙度降至0.111μm,与Cu-3的相比较低;Cu-8在L102型凸轮下加工,加工时连杆大幅摆动,振动极不稳定,工件表面粗糙度变化小。因此,在其他条件相同时,振动振幅越低,加工后的工件表面粗糙度越低。
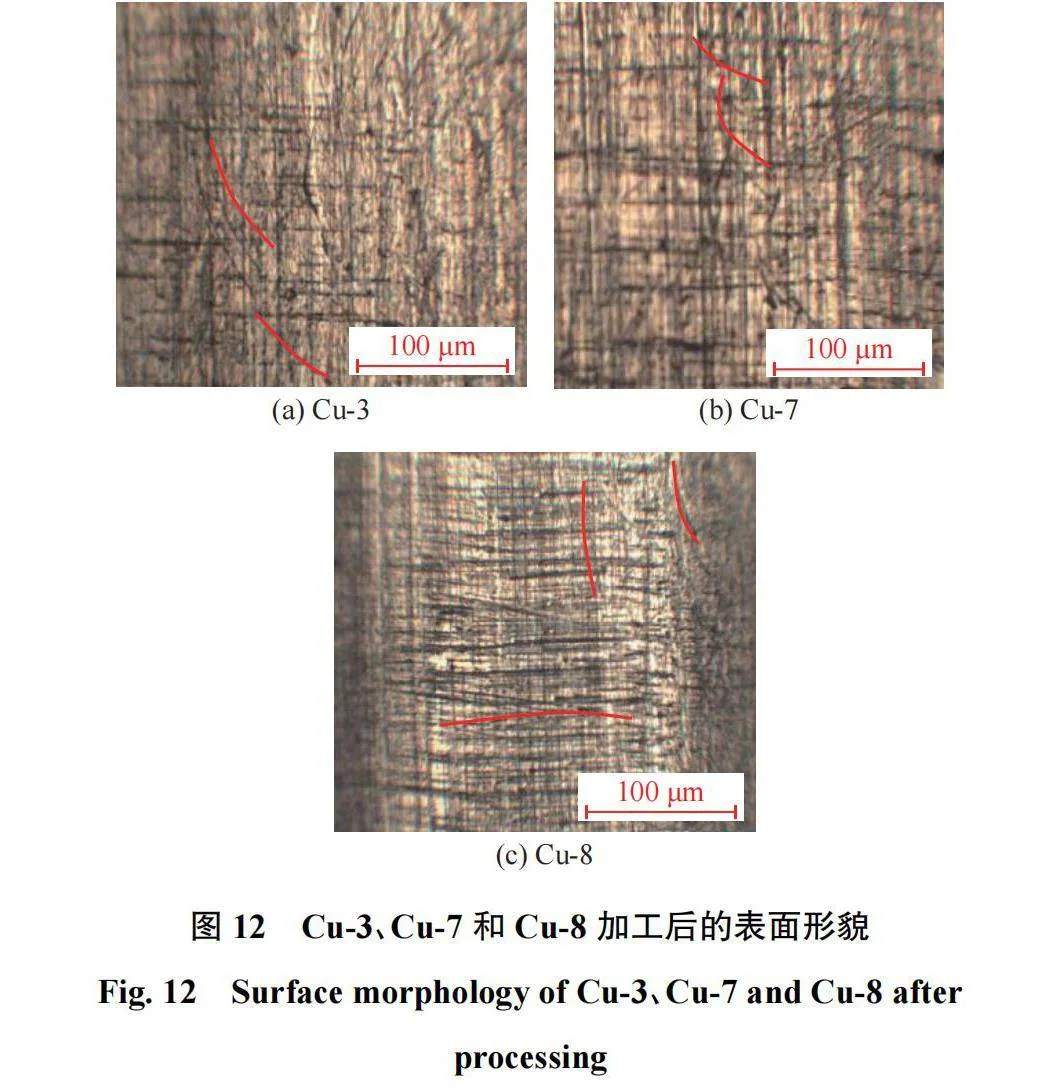
Cu-3、Cu-7和Cu-8加工后的表面形貌如图12所示。由图12可知:在其他相同的加工条件下,L76型凸轮对Cu-3的振动幅度更大更剧烈,振幅越大加工形成的划痕曲率半径越大,磨粒在Cu-3表面形成的划痕的方向更接近于工件原始划痕方向;L47型凸轮导致的振幅小,工件上划痕的幅度更小,切削情况更加稳定,Cu-7的表面粗糙度也更低;而L102型凸轮对Cu-8的加工甚至破坏了工件的表面形貌。
3.3磨料流速对工件表面粗糙度与形貌的影响
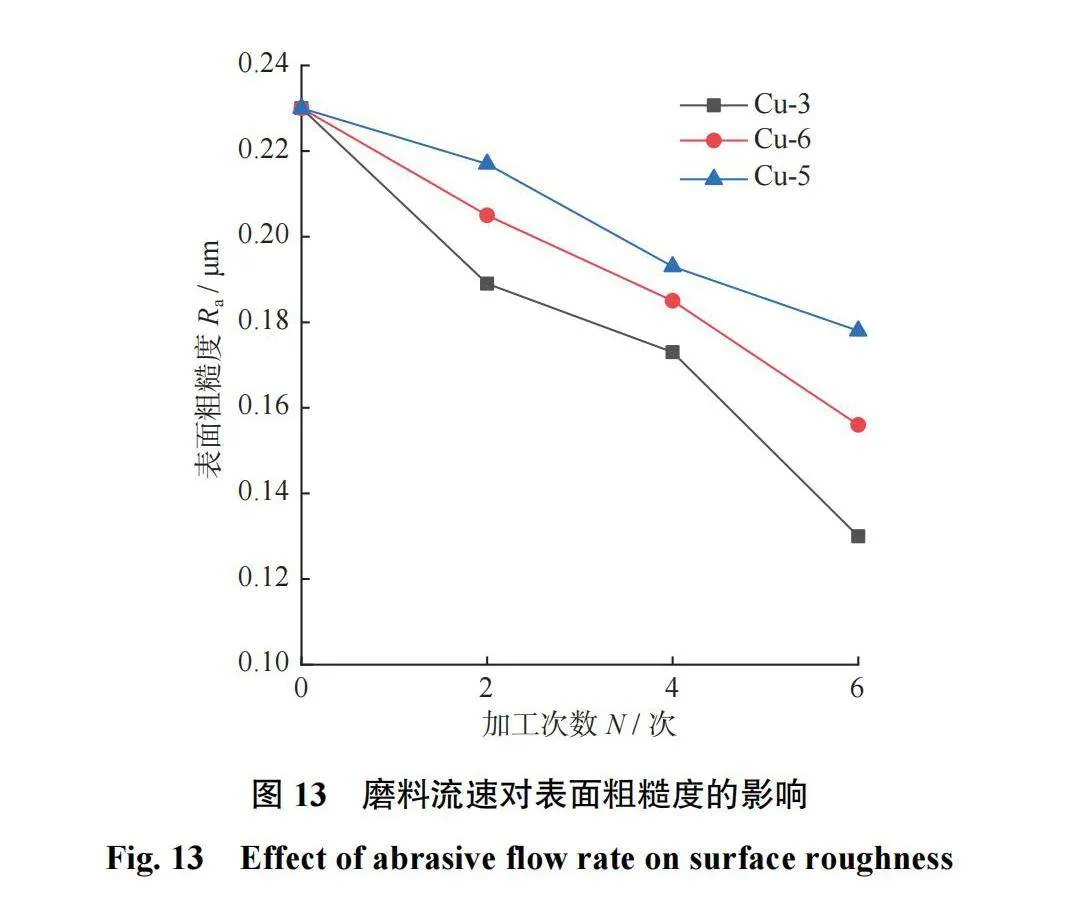
在试验方案3、方案6、方案5中,都使用L76型凸轮以225r/min的凸轮转速加工工件,Cu-3、Cu-6、Cu-5对应的磨料流速分别为38、28和19mm/s,加工后工件的表面粗糙度分别为0.130、0.156和0.178μm,磨料流速对表面粗糙度的影响如图13所示。图13中:工件的原始粗糙度也都是0.230μm,在相同的振动加工条件下,磨料流速越高,工件表面粗糙度越低。随着加工次数增多,工件的表面粗糙度呈减小的趋势。原因有二:一是磨料流速的增大要求机床活塞的运动速度增大,磨料在流道内的速度场也增大,增大的入口速度可以提高磨料流加工的加工效率和加工效果[12];二是磨料在工件内的运动速度越大,磨料在圆管中的压力场也越大,根据Preston方程可知,速度场和压力场越大,磨料流加工时工件的去除量越大[13],使得工件加工后的表面粗糙度存在Cu-5>Cu-6>Cu-3的关系。
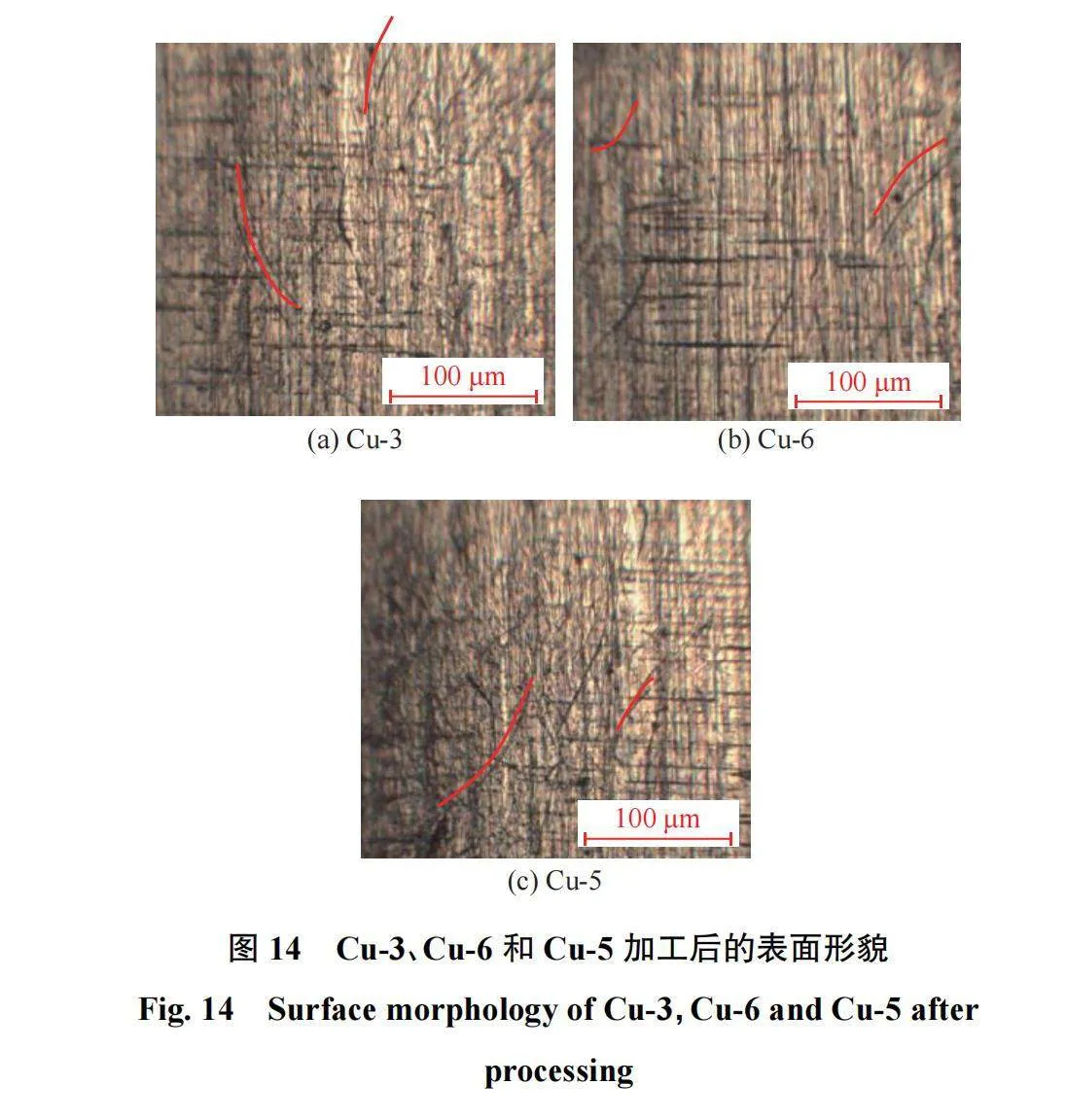
Cu-3、Cu-6、Cu-5工件在试验方案3、方案6、方案5条件下的表面加工形貌如图14所示。从图14可见:加工后的工件表面存在与工件原始划痕有一定角度的划痕,工件表面划痕曲率半径的关系为Cu-3>Cu-6>Cu-5。由于这3组试验都采用L76型凸轮在7.5次/s的频率下进行,划痕是由磨料的流速与工件的振动频率、振幅共同决定的,工件的振动振幅、频率相同,流体磨料的流速越大,切削划痕曲率半径[14]越大,表面形貌越好,表面粗糙度越低。
4结论
在常规磨料流加工的基础上,引入振动辅助的方法进行振动辅助磨料流加工圆片试验,研究工件表面的粗糙度及形貌变化,得到以下结论:
(1)加工工件时,磨料颗粒沿流动方向有一定速度,并且在径向方向施加具有不同振幅和频率的振动,形成了不同曲率半径的正弦形划痕。在相同条件下,振幅越大、振动频率越高、磨料流速越慢,加工形成的圆弧形划痕曲率半径越小。
(2)与无振动加工时相比,振动辅助磨料流加工的磨粒切削形式由直线切削变为圆弧切削,增加了工件表面的切削长度,表面粗糙度下降幅度分别为18.7%和45.5%,不仅提高了磨粒加工效率,而且降低了工件最终表面粗糙度。
(3)在振动条件下,凸轮振动频率越高,磨料颗粒与工件表面之间的微切削长度越长,工件的表面粗糙度越低;凸轮振幅越小,其振动相对平稳,工件表面粗糙度更低;磨料流速增加,流道内压力提高,磨粒对工件表面的切削效果增强,工件表面粗糙度降低。
参考文献:
[1]SWAM S,HARISH K,SANTOSH K,et al.A systematic review on recent advancements in abrasive flow machining(AFM)[J].Materials today:Proceedings,2022,56:60-96.
[2]JONES AR,HULLl JB.Ultrasonic flow polishing[J].Ultrasonics,1998,36(1/2/3/4/5):97-101.
[3]LIU DF,YAN RM,CHEN T.Material removal model of ultrasonic elliptical vibration-assisted chemical mechanical polishing for hard and brittle materials[J].The International Journal of Advanced
[4]Manufacturing Technology,2017,92(1//2/3/4):81-99.GUDIPADU V,SHARMA AK,SINGH N.Simulation of mediabehaviour in vibration assisted abrasive flow machining[J].Simulation Modelling Practiceamp;Theory,2015,51:1-13.
[5]李道朋,傅波,庄文敏.换能器阵列型超声抛光机理及声场仿真和实验研究[J].西安交通大学学报,2020,54(2):24-34.LI Daopeng,FU Bo,ZHUANG Wenmin.Ultrasonic polishing mechanism and simulative and experimental sound field researches on transducer array[J].Journal of Xi'an Jiaotong University,2020,54(2):24-34.
[6]VENKATESH G,SHARMA AK,KUMAR P.On ultrasonic assisted abrasive flow finishing of bevel gears[J].International Journal of Machine Tools and Manufacture,2015,89:29-38.
[7]张宇超,董志国,雷鸿博,等.超声振动辅助软性磨料流喷孔光整加工研究[J].组合机床与自动化加工技术,2021(7):165-169.ZHANG Yuchao,DONG Zhiguo,LEI Hongbo,et al.Study on ultrasonic vibration-assisted soft abrasive flow machining of nozzle hole[J].Modular Machine Toolamp;Automatic Manufacturing Technique,2021(7):165-169.
[8]张忠伟.超声振动辅助微细磨料水射流切割技术研究[D].济南:山东大学,2014.ZHANG Zhongwei.Study on ultrasonic vibration-assisted micro abrasive waterjet cutting[D].Jinan:Shandong University,2014.
[9]吕哲.超声振动辅助磨料水射流抛光冲蚀机理与工艺技术研究[D].济南:山东大学,2015.LV Zhe.A study of the erosion mechanisms and processing technology for ultrasonic vibration assisted abrasive waterjet polishing[D].Jinan:Shandong University,2015.
[10]张宇超.振动辅助磨料流圆管精密抛光机理与工艺研究[D].太原:太原理工大学,2022.ZHANG Yuchao.Research on the mechanism and technology of vibration-assisted abrasive flow for precision polishing of circular tubes[D].Taiyuan:Taiyuan University of Technology,2022.
[11]SCHVLER M,DADGAR M,HERRIG T,et al.Influence of abrasive properties on erosion in waterjet machining[J].Procedia CIRP,2021,102:1-17.
[12]WANG T,CAO X,WANG C,et al.Numerical simulation of herringbone gear abrasive flow machining[J].Vibroengineering Procedia,2022,47:110-123.
[13]段泽斌,轧刚,董志国,等.可控倒锥角微孔磨料流加工成形研究[J].机械设计与制造,2018(3):116-119.DUAN Zebin,YA Gang,DONG Zhiguo,et al.Controlled abrasive flow machining forming inverted cone angle microporous[J].Machinery Designamp;Manufacture,2018(3):116-119.
[14]王昌盛.微晶陶瓷磨料砂轮磨削20CrMnTi齿轮时的划擦机理研究[D].济南:山东大学,2017.WANG Changsheng.Study on scratch mechanism of gear grinding on20CrMnTi steel with microcrystalline ceramic abrasive wheel[D].Jinan:Shandong University,2017.
作者简介
董志国,男,1975年生,博士、副教授。主要研究方向:磨料流光整加工。
E-mail:dong_zhiguo@126.com
(编辑:周万里)
Experimental study on tangential vibration assisted abrasive flow finishing of circu-lar tubes
WANG Shuo1,2,DONG Zhiguo 1,2,ZHENG Zhixin 1,2,WEN Yongji 1,2,CHEN Pan 1,2
(1.School of Mechanical and Transportation Engineering,Taiyuan University of Technology,Taiyuan 030024,China)
(2.Shanxi Provincial Key Laboratory of Precision Processing,Taiyuan 030024,China)
Abstract Objectives:When the traditional abrasive flow machining(AFM)technology is used to process workpieces with complex shapes and inner walls of the tunnels,the machining quality of the workpiece surface tends to be uneven in each directions.To address this,the vibration assistance is added to traditional abrasive flow machining,forming a wavy machining track on the workpiece surface.This technique generates interwoven scratch textures,reduces the roughness value of the workpiece surface in all directions,and improves the surface quality and material removal effi-ciency converging the surface roughness.Methods:By rotating acam to drive aconnecting rod,vibration is induced in a round tube,altering the flow field distribution characteristics of the fluid abrasive and the mode of abrasive phase movement.This enables anew relative movement between the fluid abrasive and the workpiece surface.The principle of vibration-assisted machining and the scratching effect of abrasive particles on the workpiece surface were analyzed.At the same time,different frequencies and amplitudes were achieved by varying the motor speed and adjusting the long and short half-axes of the elliptical cam.A test platform for vibration-assisted abrasive flow machining was built to study the effects of abrasive flow rate,amplitude,and frequency on workpiece surface roughness and topography.Res-ults:(1)After 2,4,and 6 processing cycles without vibration,the surface roughness of the Cu-1 workpiece was reduced to 0.187,0.123,and 0.112 μm,respectively.After 2,4 and 6 processing cycles with vibration,the surface roughness of the Cu-4 workpiece decreased from an initial 0.230 μm to 0.139,0.114,and 0.106 μm,respectively.The surface rough-ness of the workpiece polished with vibration was lower than that without vibration.At the same time,under non-vibra-tion conditions,the transverse fringes of the original surface of Cu-1 after machining remained visible,although its sur-face roughness were significantly reduced.When Cu-4 was processed for 6 times under vibration condition,the trans-verse stripes on the original Cu-4 surface were almost completely removed,and some fine circular scratches appeared,resulting in arelatively ideal machining surface.(2)The cam speed directly corresponded to vibration frequency,higher cam speeds resulted in higher frequencies.When the Cu-2 workpiece was machined at acam speed of 150 r/min,its sur-face roughness decreased slowly and steadily.At the cam speed of 225 r/min,the Cu-3 workpiece was experienced a longer micro-cutting length between abrasive particles and the workpiece,resulting in lower surface roughness com-pared to those of Cu-2.When Cu-4,polished at ahigher cam speed,these appeared asignificant reduction in surface roughness,decreasing to 0.166,0.130.and 0.106 μm in the order of Cu-2gt;Cu-3gt;Cu-4.Higher cam speeds produced more scratches on the workpiece surface under the same flow rate,leading to longer arc scratches and smaller curvature radii.(3)When Cu-3,Cu-7 and Cu-8 workpieces were processed for the same times with three different cam sizes,the surface roughness of Cu-3 slowly reduced to 0.130 μm with L76 cam.The Cu-7 was machined with L47 cam at lower amplitude and relatively stable vibration,had lower surface roughness of 0.111 μm,which was lower than that of Cu-3.The Cu-8 was machined with L102 cam,the connecting rod swings greatly,the vibration was extremely unstable,and the surface roughness of the workpiece changed little.The L76 cam had the larger and more intense amplitude on Cu-3,and the curvature radius of the scratch formed by the machining was larger,and the direction angle of the scratches formed by the abrasive particles on the Cu-3 surface was closer to the original direction angle of scratches of the work-piece.The vibration amplitude of the L47 cam was small,and the scratch amplitude on the Cu-7 workpiece was smaller,and the cutting condition was more stable and the surface roughness was lower.However,the machining of Cu-8 by L102 cam destroyed the surface morphology of the workpiece.(4)The abrasive flow rates for the Cu-3,Cu-6 and Cu-5workpieces were 38,28,and 19 mm/s,respectively.After processing,the surface roughness were 0.130,0.156,and0.178μm,respectively.Under the same vibration machining conditions,the higher the abrasive flow rate,the lower the workpiece surface roughness,and the relationship between the surface roughness of each workpiece after machining was Cu-5gt;Cu-6gt;Cu-3.Moreover,there were scratches on the workpiece surface with acertain angle from the original scratches,and the relationship between the curvature radius of the scratch on the surface of the workpiece was Cu-3gt;Cu-6gt;Cu-5.Conclusions:Compared with traditional abrasive flow machining,vibration-assisted abrasive flow ma-chining extends the cutting path of abrasive particles on the workpiece surface,forming cross scratches and reducing the surface roughness of the workpiece.The higher the vibration frequency,the longer the micro-cutting length between ab-rasive particles and the workpiece surface,the lower the surface roughness of the workpiece.With the increase of abras-ive flow rate,the cutting effect of the abrasive particles on the workpiece surface is enhanced,leading to greater reduc-tions in surface roughness.
Key words abrasive flow machining(AFM);vibration assistance;scratch morphology;surface roughness
