碳化硅陶瓷飞秒激光加工表面物化特性及去除过程研究
2024-01-01徐东区王成勇杜策之丁峰胡小月





摘要 硬脆材料超快激光加工可有效抑制加工损伤,是碳化硅陶瓷精密加工的重要手段。采用飞秒激光,在不同能量密度和脉冲数下对碳化硅陶瓷进行加工,探究激光参数对其表面形貌特征、化学组分和微孔加工的影响,分析表面微观结构的演变规律和材料去除过程。结果表明:单脉冲加工碳化硅陶瓷表面形成沸腾区和熔化区,计算得到形成特征区的阈值能量分别为3.779、0.860 J/cm2;碳化硅陶瓷的去除过程是光热作用和光化学作用先后作用的结果,在温度较高的中心区域的作用机制是材料的蒸发作用,其他低温区域则是材料的热分解和氧化;微孔直径和烧蚀深度随着能量密度和脉冲数量的增大而增大。本研究从材料物理化学特性变化角度进一步完善了碳化硅陶瓷飞秒激光加工机理,为碳化硅陶瓷零部件的精密无损伤加工应用提供理论参考。
关键词 碳化硅陶瓷;飞秒激光;烧蚀特征;去除过程;微孔
中图分类号 TN249;TG74 文献标志码 A
文章编号 1006-852X(2024)04-0508-10
DOI码 10.13394/j.cnki.jgszz.2023.0088
收稿日期 2023-04-11 修回日期 2023-09-12
作为典型的难加工硬脆材料,碳化硅(SiC)陶瓷因其优异的高温机械强度、热稳定性、高导热性、抗氧化性、耐化学腐蚀性及耐磨损性而被广泛应用于汽车工业、石油化工、电子、光学、航空航天等诸多领域[1-3]。这些应用需要高质量且精密的微加工,但碳化硅陶瓷的加工过程存在效率低、工具磨损严重、表面质量不佳等问题[4-6]。超快激光凭借其峰值功率高、加工热影响区小等特点,可有效平衡碳化硅陶瓷加工过程中效率和质量问题[7],十分适合碳化硅陶瓷的精密加工。
当前在碳化硅陶瓷的飞秒激光加工研究中,赵清亮等[8]采用飞秒激光脉冲加工SiC,发现随着激光能量的升高,材料去除过程从弱烧蚀变为强烧蚀;材料去除机理主要是热汽化和爆炸。李卫波[9]对碳化硅陶瓷材料开展飞秒激光脉冲加工实验,发现加工过程中存在累加效应;材料去除机理主要是表层材料的蒸发和光化学作用等共同作用。DONG等[10]采用飞秒激光对3C-SiC进行脉冲加工试验,发现高激光能量时光热作用使材料产生沸腾、气化的物理现象,形成烧蚀、定向波纹、改性等3大特征区,并计算其相应烧蚀阈值。李俭国[11]采用绿光飞秒激光对SiC进行脉冲加工研究,发现激光作用下加工区域会产生周期为200~250 nm的粗条纹结构和80 nm的细条纹结构;在高能量密度下粗条纹会烧蚀出孔洞结构,并在烧蚀区出现氧化现象。李晓宇等[12]通过建立飞秒激光加工碳化硅模型,发现增大功率密度和延长加工时间能增大烧蚀凹坑的宽度和深度。王金舵[13]通过仿真研究超快激光与碳化硅的相互作用机制,发现脉宽不变的前提下材料的损伤阈值随波长延长而增大。SHI等[14]研究了单脉冲飞秒激光烧蚀4H-SiC的结构特征,发现在低能量密度下材料没有发生结构变化,而在高能量密度下,晶体材料结构转变发生化学键断裂,并计算得到了材料改性和结构转变的阈值能量。虽然针对碳化硅陶瓷飞秒激光加工的研究较多,但现有研究主要是对材料的激光烧蚀特性进行阐述,结合烧蚀区域的成分分布和激光烧蚀机制分析材料具体的去除过程的相关研究仍然缺乏。
本研究中,采用飞秒激光在不同能量密度和不同脉冲数下对碳化硅陶瓷进行加工,分析了其表面形貌特征的演变机制和加工特性,研究了飞秒激光加工碳 化硅陶瓷的物化作用机制,揭示了飞秒激光加工碳化硅陶瓷的去除过程,为碳化硅陶瓷的精密无损伤加工应用提供了理论参考。
1实验条件
1.1实验材料
实验选用无压烧结碳化硅陶瓷,尺寸为50 mm×50 mm×1 mm,材料体积密度为3.1 g/cm3,弯曲强度为400 MPa,导热系数为148 W·m−1·K−1。实验前将材料放入无水乙醇中超声清洗20 min,以去除表面杂质。
1.2实验设备与方案
实验在广东工业大学自主研制的五轴激光复合加工机床上进行。激光器为Pharos飞秒脉冲激光器(Light Conversion,立陶宛),波长为1030 nm,脉宽为200 fs,重复频率为50~200 kHz,光斑直径为35 μm,激光脉冲能量呈高斯分布。
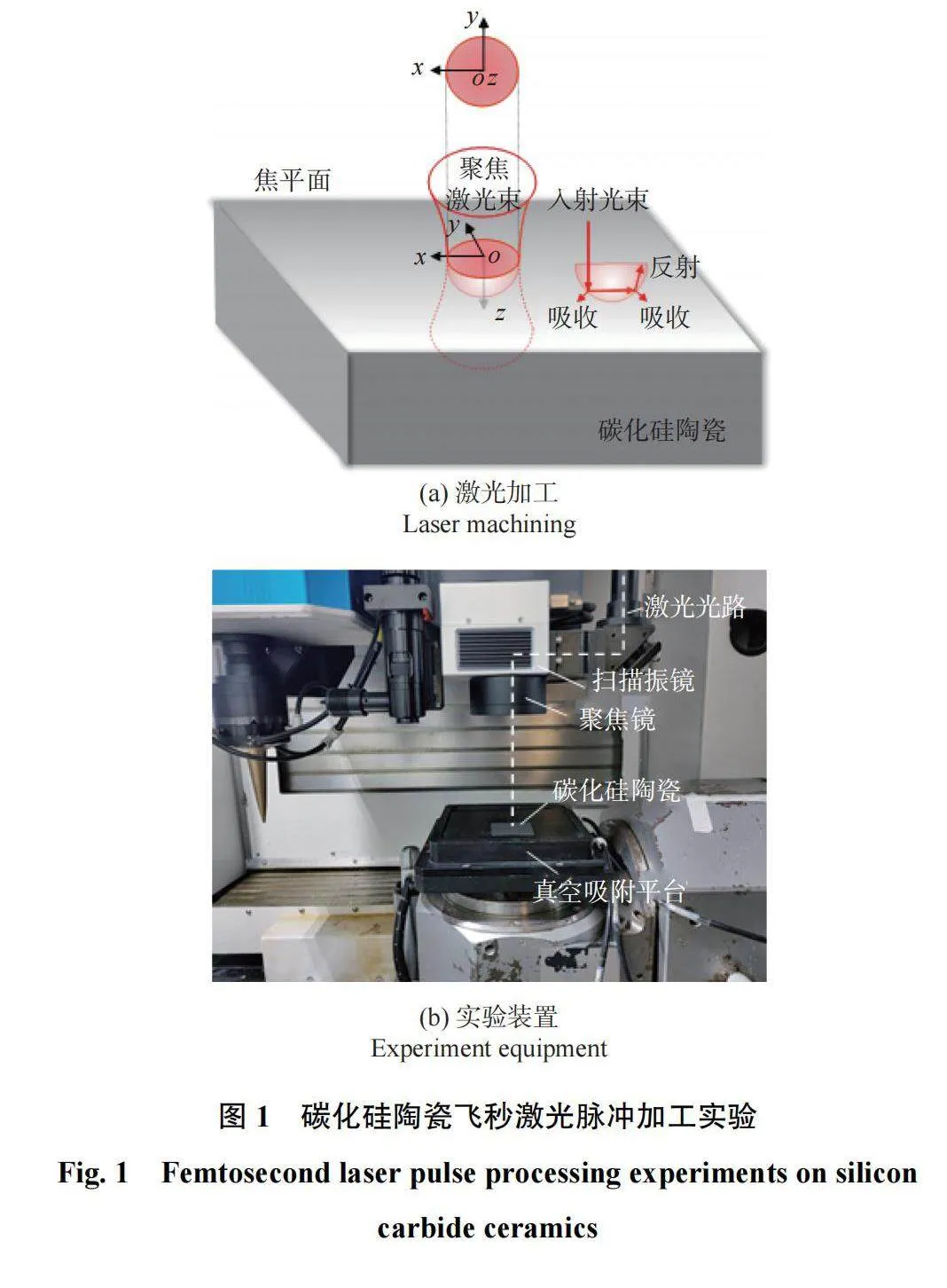
飞秒激光脉冲加工碳化硅陶瓷实验示意图如图1所示。在激光重复频率100 kHz下,通过改变激光能量密度和脉冲数来进行加工,实验重复5次。采用场发射扫描电子显微镜(Hitachi SU8220)观测加工表面微观形貌;采用配套能谱分析仪(EDS)对加工区域进行成分分析;采用X射线光电子能谱仪(Escalab 250Xi)对材料加工前后的表面进行化学组分检测;采用场发射透射电子显微镜(JEM-2100F)检测微结构截面形貌;采用OLS4100激光共聚焦显微镜扫描脉冲加工所形成微孔的三维形貌,测量微孔的直径和深度。
2实验结果与分析
2.1飞秒激光脉冲加工碳化硅陶瓷形貌特征
2.1.1激光能量密度对烧蚀形貌的影响
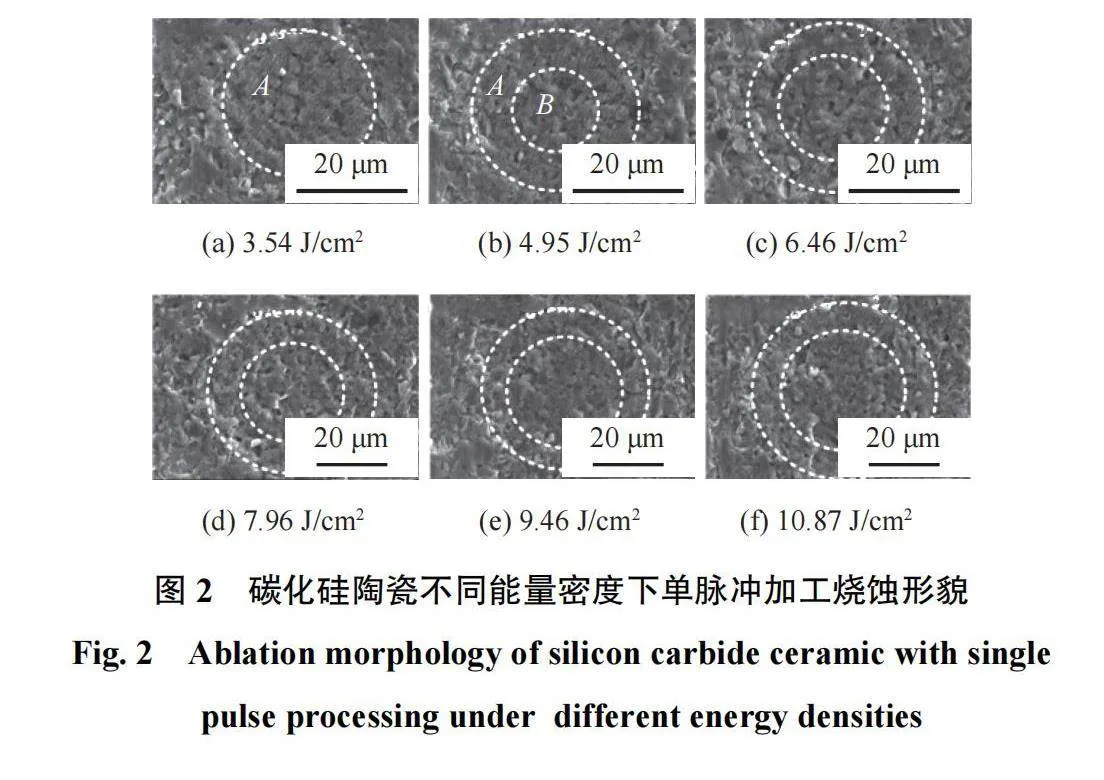
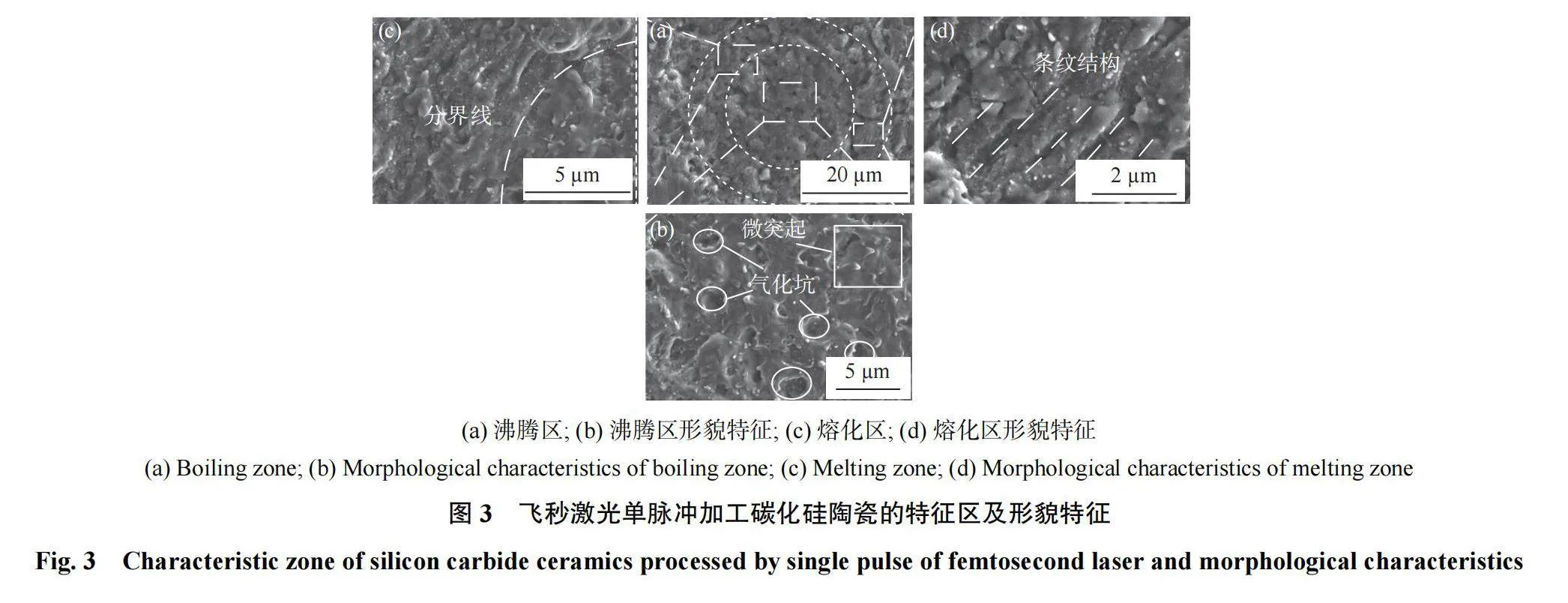
图2所示为碳化硅陶瓷在不同能量密度下单脉冲(1 pulse)加工的烧蚀形貌。当激光作用于材料时,材料表面烧蚀形貌与激光能量密度密切相关。当能量密度为3.54 J/cm2时,在加工区域观察到材料在激光能量作用下轻微烧蚀损伤,材料发生熔化(图2a中的A区),形成熔化特征区,同时观察到其表面形成不清晰的条纹结构。在能量密度为4.95 J/cm2时,激光能量升高使得材料吸收的能量增多,在中心加工区域产生局部的高温,温度达到材料的沸点,材料出现沸腾现象(图2b中的B区),形成沸腾特征区。高斯激光的能量分布服从高斯分布,具有中心能量高、边缘能量低的特点,因此边缘区域材料发生熔化(图2b中的A区),形成熔化特征区。在高斯激光束作用下材料表面形成沸腾、熔化两个特征区。
图3是碳化硅陶瓷飞秒激光烧蚀形成的特征区局部放大图。如图3b所示,沸腾区的主要形貌是材料重凝形成的微突起状结构和气化作用形成的气化坑。观察图3c和图3d发现,与沸腾区不同,熔化区的表面形貌特征不明显,只有表面局部出现不易观察的周期条纹结构。
激光能量密度的分布对特征区域的形成、形貌及表面质量都具有重要的影响,所以对形成特征形貌区域所需的阈值能量进行分析。
飞秒脉冲激光光束属于高斯光束,在加工表面呈二维高斯分布F(x,y)[15]:
式中:F 0为光束中心的峰值能量密度,J/cm2;x、y分别为光束中的点到光束中心的距离;ω z为光斑半径。
对于高斯光束,其能量密度分布满足以下关系式:
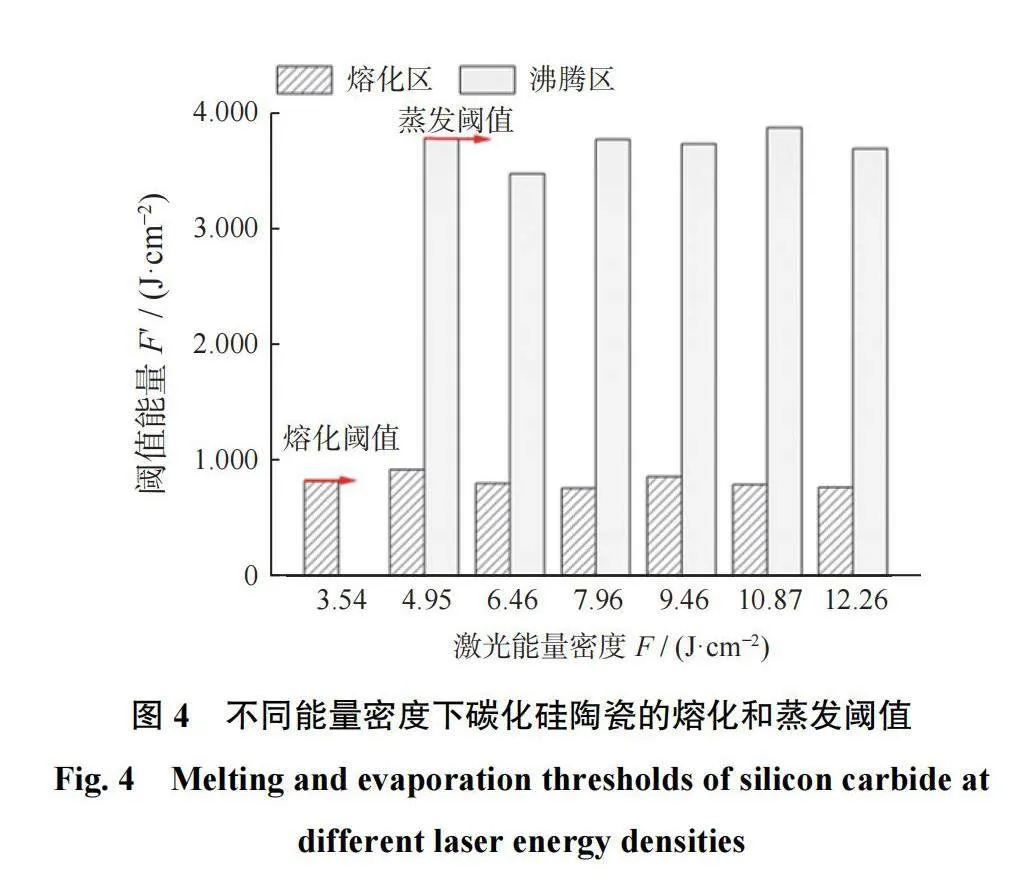
根据式(2)、式(3)以及不同能量密度下各特征区域的半径r,可以得到距离激光束中心为r的特征区的形成阈值能量F(r)。图4所示是不同激光能量密度下飞秒激光单脉冲加工碳化硅陶瓷表面出现熔化、蒸发的阈值。由图4可以发现激光能量密度的增大并不会改变形成特征区域的阈值能量,同时得到形成沸腾区、熔化区的蒸发阈值、熔化阈值分别为3.779、0.860 J/cm2。因此,当能量密度超过蒸发阈值时,材料表面出现熔化、沸腾的热作用现象(图2)。
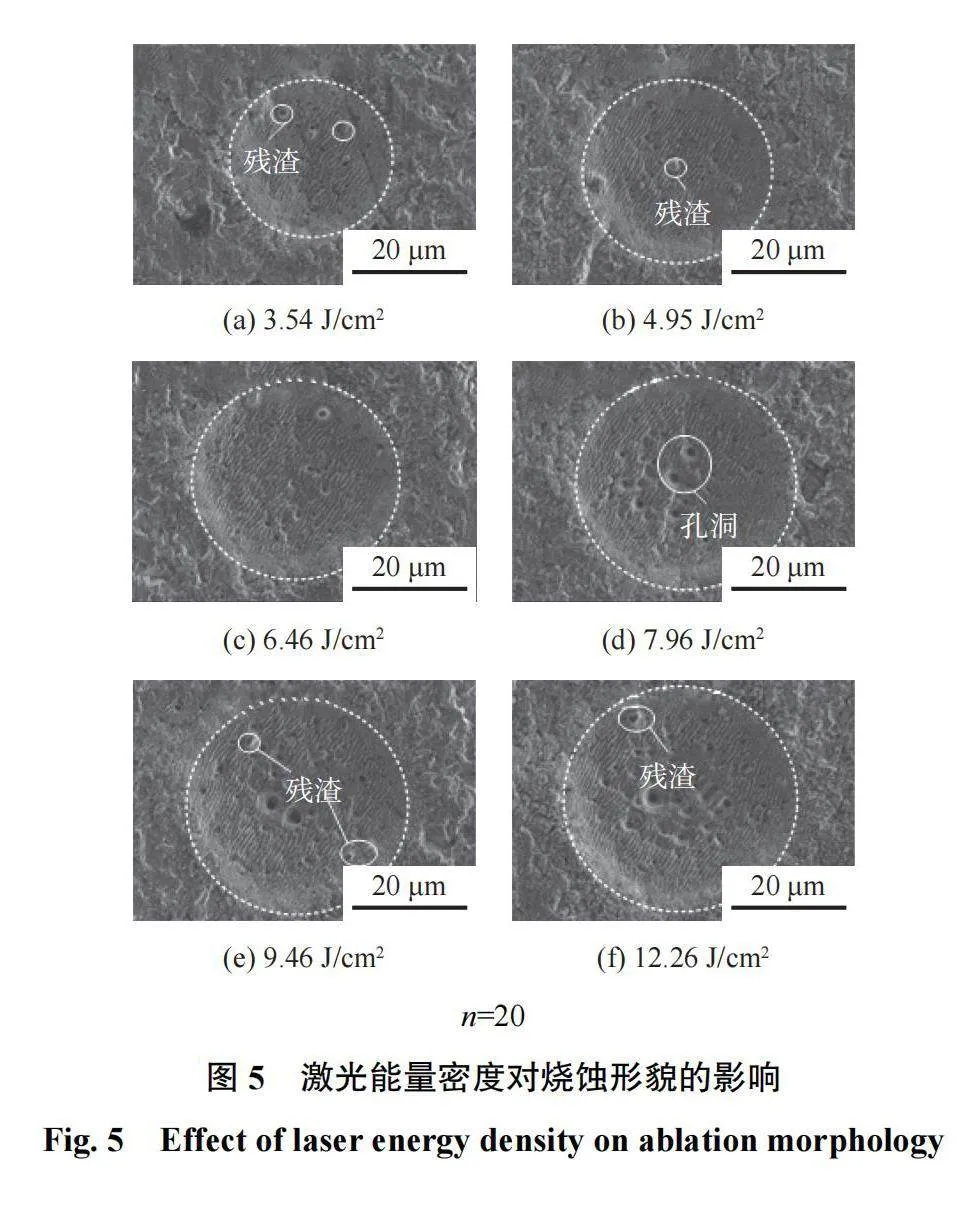
图5所示是不同能量密度下的烧蚀形貌,此时脉冲数为20。图5中,当能量密度为3.54 J/cm2时,观察到加工区域的材料在高斯激光束作用下形成条纹结构。目前认为形成条纹结构的主要机理是激光诱导的表面 不稳定性,即自组织机理[16]。根据条纹结构的周期Λ和激光波长λ的比值,可以将条纹结构分为高频条纹结构(Λ≤λ/2)和低频条纹结构(λ/2lt;Λ≤λ)[17],即粗条纹和细条纹结构。在中心加工区域观察到周期约为715 nm(约0.69 λ)的粗条纹结构;在边缘区域粗条纹结构转变为细条纹结构,细条纹结构的周期约为208 nm(约0.20 λ)。说明当能量密度在熔化阈值和蒸发阈值之间时,材料表面会形成周期条纹结构;而边缘区域的细条纹结构形成所需的激光能量低于粗条纹结构。当能量密度达到7.96 J/cm2时,观察到中心区域的粗条纹结构出现剧烈烧蚀的现象,形成排列不规则、形状大小不一的孔洞结构。孔洞结构的产生同样是由于气化作用[18]。光斑中心的能量较高,中心区域材料在高激光能量下发生热量聚集,温度达到气化条件,材料表面由于气化剧烈沸腾而产生气化物,材料以蒸发的形式去除,同时在气化膨胀压力的作用下,表面熔化的材料发生变形而形成气化坑(气孔);与单脉冲加工时沸腾区气化产生的气化坑不同的是,多脉冲加工产生的气化坑深度明显更深,即孔洞结构。
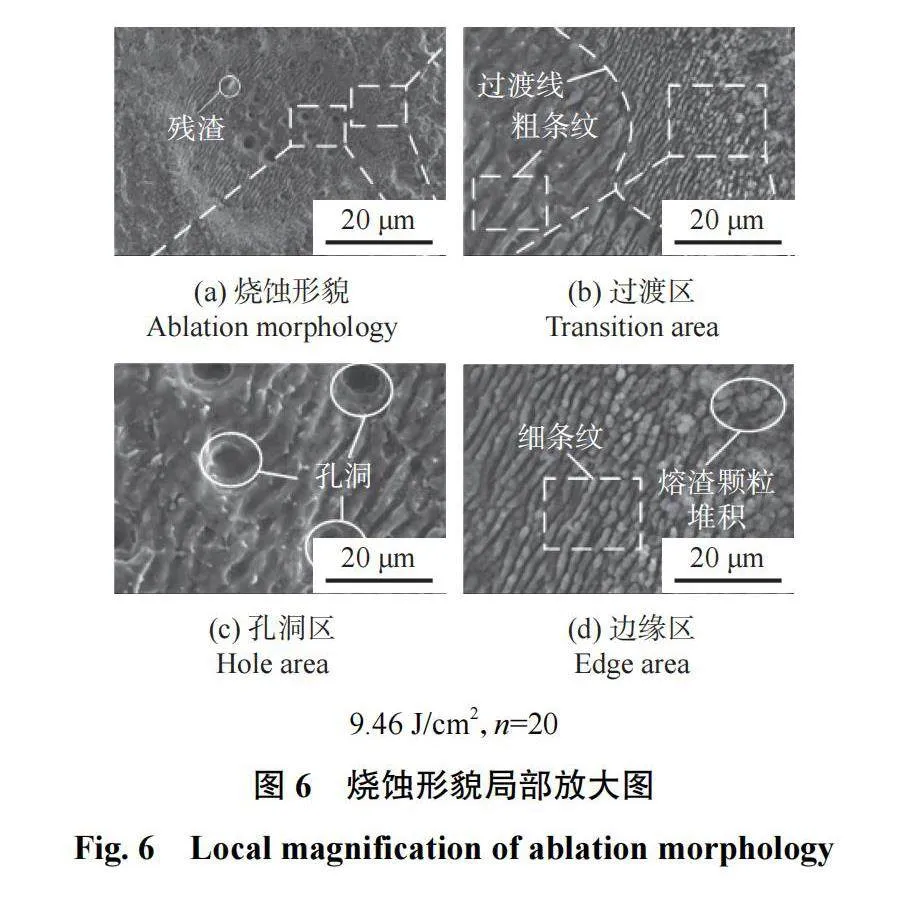
图6是烧蚀形貌的局部放大图。在烧蚀效应下中心区域条纹结构条纹间的边界变得模糊,并气化形成孔洞结构(图6c);中间到边缘区域则是从粗条纹结构转化为细条纹结构(图6b)。粗条纹过渡到细条纹的区域分界明显;同时可以观察到加工区域出现飞溅残渣沉积和边缘出现熔渣颗粒堆积的现象。残渣物的组成和质量分数分别为C 51.30%、Si 46.18%及O2.52%,与材料初始成分相似。其形成原因推测是烧蚀区域内的材料在激光作用下会熔化和蒸发而形成材料碎屑,材料碎屑在气化膨胀压力和高温的复杂环境作用下会向加工区域和边缘飞溅,在加工区域冷凝形成残渣和在边缘区域凝结形成堆积颗粒(图6d)。
2.1.2脉冲数对烧蚀形貌的影响
图7所示是飞秒激光能量密度为9.46 J/cm2下不同脉冲数加工碳化硅陶瓷的表面形貌。这时能量密度远大于蒸发阈值,材料表面沸腾现象明显,观察到材料烧蚀区域由于不同程度的气化效应而形成大小不一的孔洞结构,同时观察到表面残渣飞溅。随着脉冲数的增多,在多脉冲的累积冲击下,中心加工区域的材料被不断熔化和升华,使得微孔的深度不断加深,加工过程中存在明显的累积效应。同时发现在中心加工区域,烧蚀面积从表面到底部逐渐减小,这是因为激光能量呈高斯分布,激光束中心的能量较高,烧蚀效应更加强烈,产生的材料有效去除更多。
2.1.3微结构截面观察
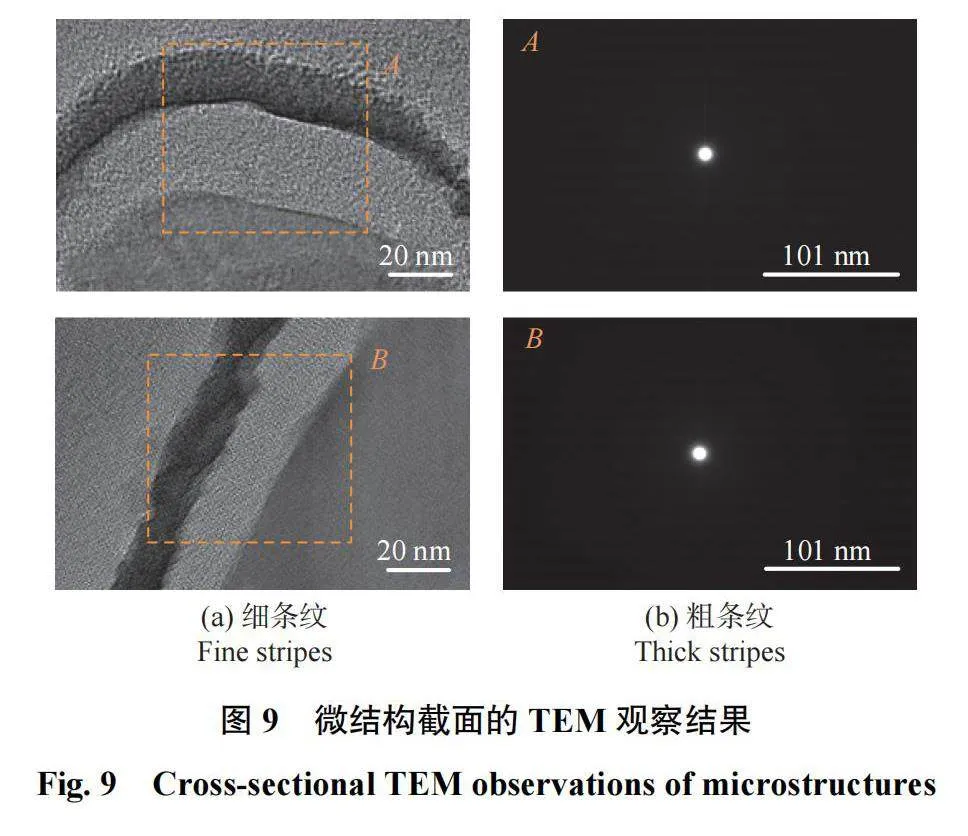
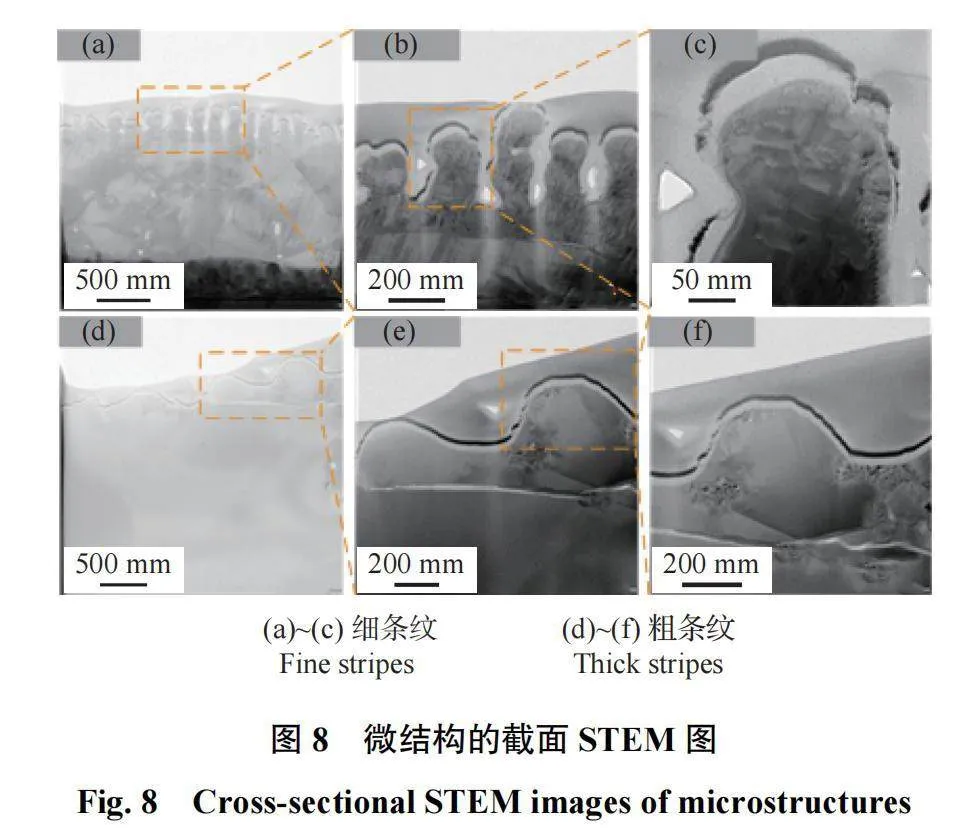
为进一步分析结构的形态,对激光作用产生的细条纹、粗条纹微结构(9.46 J/cm2,20 pulse)进行透射观察。图8所示是微结构的截面形貌,细条纹微结构的截面为不规则、高低不一的长条状形貌,平均纵横比为2.112;粗条纹微结构截面则为波浪状形貌,平均纵横比为0.598;同时碳化硅陶瓷在激光作用后在截面会产生变质层,细条纹微结构表面的变质层分布明显是不均匀的(图8b),而粗条纹微结构表面的变质层分布较为均 匀(图8e)。同时发现细条纹、粗条纹结构沿截面方向呈分层分布,且都以非晶态的形式存在,如图9所示。
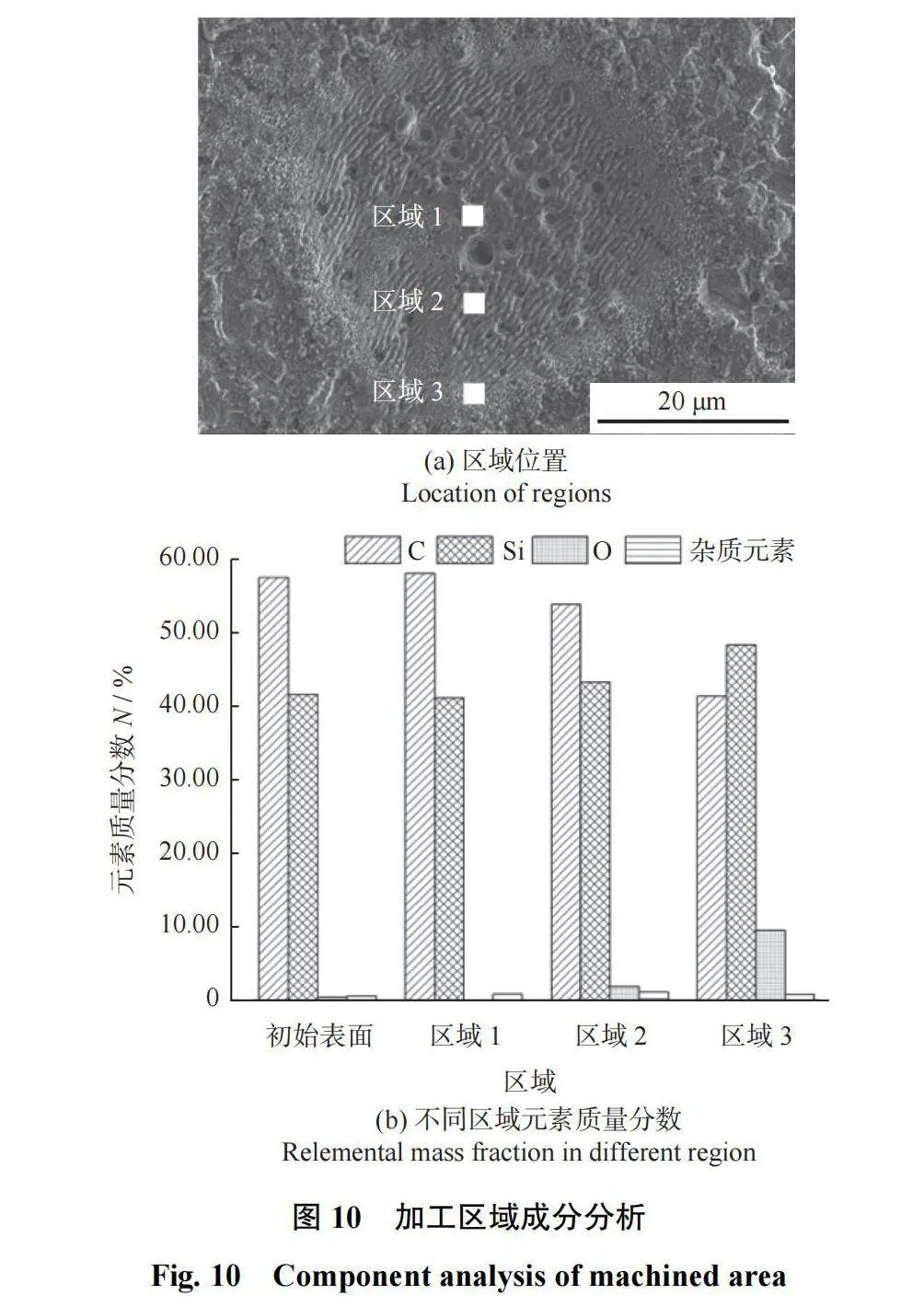
2.2加工区域成分分析
对加工后(9.46 J/cm2,20 pulse)的烧蚀区域成分进行分析,其结果如图10所示。材料初始表面由主要元素C、Si,少量的O以及杂质元素组成,加工前存在O元素可能是由于碳化硅陶瓷在空气中自然氧化[18]。与初始含量相比,激光作用后的区域2和区域3的O元素含量增多,区域3的O元素质量分数增大了9.09个百分点,Si元素的增大了7.13个百分点,C元素的减小了15.33个百分点。这说明飞秒激光在空气环境中加工碳化硅陶瓷会发生氧化反应,生成Si与C的氧化物,导致Si和C元素的不平衡去除。
观察发现,材料烧蚀区域中心到边缘的O元素含量呈递增的趋势,这与热能在材料中的传递相关。激光作用时材料对激光能量的吸收取决于吸收系数、热传导宽度和热传导深度等特征参数[19],激光能量沿着热传导方向递减,进而影响温度的分布。在中心区域,材料吸收激光能量并将其转换为热能,从表层递减传导到材料内部,表层材料迅速加热到极高的温度,材料分解和蒸发形成大量的气体产物并引发相爆炸,材料向四周喷射形成屏蔽效应,空气中的O元素无法接触到内部材料进行氧化作用。在中间区域,热能和传导深度相应减少,材料引发的相爆炸程度减弱,材料接触到少量的O元素而发生氧化反应,形成氧化物沉积在材料表面。在边缘区域,温度相对较低,材料以氧化作用为主,反应生成的氧化物在表面凝结。因此,根据激光能量引起相爆炸程度的不同,材料烧蚀区域中心到边缘的氧化反应程度依次增强。
为进一步明确加工过程中化学反应引起成分变化的情况,对中间区域(区域2)进行XPS分析。图11分别是未加工表面和激光加工后(9.46 J/cm2,20 pulse)表面的C1s、O1s和Si2p谱图。在C1s谱图中,C元素主要以C−C、C−Si、C−O−C和O−C=O键的形式存在,未加工表面的O元素主要以C−O−C和O−C=O键的形式存在。飞秒激光加工后的表面仍然存在这4种键,但增加了C=O键,C−Si键的强度轻微下降。在O1s谱图中,O元素主要以Si−O和C−O 512金刚石与磨料磨具工程总第262期键的形式存在,加工后Si−O键的含量明显增加。在Si2p谱图中,Si元素主要以Si−Si、Si−O、Si 4 C 4-x O 2和Si−C键的形式存在,其中,Si 4 C 4-x O 2氧化物是碳化硅陶瓷长时间暴露在空气中而形成的界面氧化物[20]。Si−C键在激光作用下断裂,加工后强度下降,而Si−O键强度显著增加;同时在激光加工后的谱图中仍存在Si−C键,这说明飞秒激光加工后的材料表面氧化并不完全。因此,飞秒激光加工碳化硅陶瓷时,空气中的O元素会与材料等离子体的C、Si等正离子接触,进而发生氧化反应;其中,Si转化为SiO 2在材料表面重新凝结,C氧化生成的CO、CO 2直接以气体的形式离开材料表面。
2.3材料去除过程
根据上述结果,对飞秒激光加工碳化硅陶瓷的去除过程进行分析。飞秒激光与材料相互作用的烧蚀机制主要是热熔化、热气化和相爆炸,除此之外,过程中还会产生化学反应。如图12所示,材料在光热作用和光化学作用的先后作用下完成材料的去除。加工过程主要包括以下阶段:加工初始阶段,激光束照射到材料表面时,加工区域材料通过多光子形式吸收激光能量,材料变质层温度上升致使内部原子运动加速;当温度升高至材料沸点时,材料出现沸腾现象并产生大量的 气体产物,同时形成材料等离子体(图12a)。随着激光能量的继续吸收,加工区域材料气化作用更加强烈,内部形成真空态的空穴,此时由于气体产物的屏蔽作用,空气中的O元素无法与材料接触进行反应(图12b)。随后在高温下材料发生相爆炸,材料等离子体向外喷射扩散,这时空气中的O元素进入材料等离子体内部,与材料中的C、Si等正离子结合反应,形成氧化物,进而实现材料的去除(图12c);由于高斯激光能量的加工区域中心到边缘的能量和温度分布不均匀,中心加工区域相爆炸程度较强,空气中的O元素无法进入材料内部;而相爆炸在边缘区域相应减弱而产生氧化反应。同时,中心加工区域的材料碎片在相爆炸的高温高压作用下向四周喷射,落到边缘区域凝结,造成熔渣颗粒堆积;部分碎片直接在加工区域冷却形成残渣。
2.4脉冲加工微孔直径与烧蚀深度
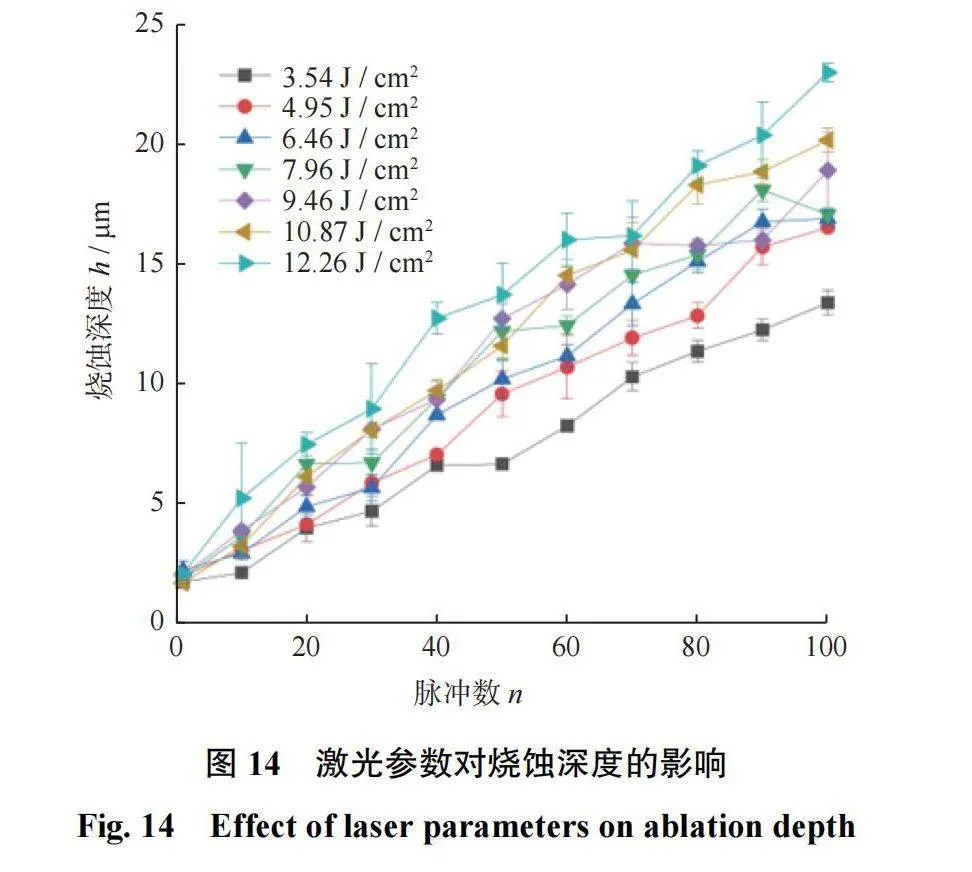
由上述结果可知,脉冲加工时,碳化硅陶瓷在飞秒激光作用下会形成微孔。为了研究微孔的材料去除情况,对比了不同参数下微孔的直径和烧蚀深度。图13为能量密度和脉冲数对微孔直径的影响规律,图14为能量密度和脉冲数对微孔烧蚀深度的影响规律。
由图13可知:随着能量密度的升高,微孔加工直径增大。这是因为激光能量密度越高,激光能量的热传导宽度越大,单位面积材料吸收的能量增多,加工区域的烧蚀范围扩大;而当能量密度>9.46 J/cm2时,能量密度对微孔直径的影响减弱,可能是由于激光束呈高斯分布,激光束范围内的能量全部达到材料的蒸发阈值,对材料的去除趋于稳定。同时发现微孔直径随着脉冲数的增多而增大。这主要是因为脉冲数的增多可以增加单位时间内材料吸收的能量,进而扩大材料的烧蚀范围;但由于光斑直径的限制,在脉冲数超过50后微孔直径增大速度变缓。
由图14可知:随着激光能量密度升高、脉冲数增多,烧蚀深度逐渐增大。这是因为激光能量密度升高和脉冲数增多都会增加材料的有效吸收能量,相应加工区域温度升高、热传导深度增大,材料被熔化、分解和蒸发,材料有效去除体积增大,进而增大材料的烧蚀深度。
3结论
对飞秒激光脉冲加工碳化硅陶瓷表面的微观结构 及其演化规律进行了分析,并结合烧蚀区域化学组分的变化,讨论了材料的去除过程。主要研究结论如下:
(1)单脉冲加工时,高斯光束作用下烧蚀区域形成沸腾和熔化两个特征区,并计算得到形成特征区域的蒸发阈值、熔化阈值分别为3.779、0.860 J/cm2。
(2)烧蚀区域的温度从激光束中心到边缘区域递减,高温区域材料的去除机制主要是基体的直接蒸发,低温区域则是材料的热分解和氧化反应,因此多脉冲加工时从中心到边缘的微观结构的空间分布呈现非均匀特征。
(3)飞秒激光加工碳化硅陶瓷的去除过程是材料吸收能量,内部温升引起原子运动加速,能量继续增大致使材料等离子体发生相爆炸并向外喷射,空气中的O元素进入材料内部进行化学反应,进而完成材料的去除。
(4)随着激光能量密度升高和脉冲数增多,微孔直径和烧蚀深度呈增大的趋势;在能量密度为9.46J/cm2,脉冲数为50后,微孔直径变化趋于平缓。
参考文献:
[1]李辰冉,谢志鹏,康国兴,等.国内外碳化硅陶瓷材料研究与应用进展[J].硅酸盐通报,2020,39(5):1353-1370.LI Chenran,XIE Zhipeng,KANG Guoxing,et al.Research and application progress of SiC ceramics:A review[J].Bulletin of the Chinese Ceramic Society,2020,39(5):1353-1370.
[2]WILLANDER M,FRIESEL M,WAHAB Q,et al.Silicon carbide and diamond for high temperature device applications[J].Journal of Materials Science:Materials in Electronics,2006,17:1-25.
[3]NASLAIN R,GUETTE A,REBILLAT F,et al.Boron-bearing species in ceramic matrix composites for long-term aerospace applications[J].Journal of Solid State Chemistry,2004,177(2):449-456.
[4]AMSELLEM W,SARVESTANI HY,PANKOV V,et al.Deep precision machining of SiC ceramics by picosecond laser ablation[J].Ceramics International,2023,49(6):9592-9606.
[5]GOEL S.The current understanding on the diamond machining of silicon carbide[J].Journal of Physics D:Applied Physics,2014,47(24):243001.
[6]QU S,GONG Y,YANG Y,et al.Surface topography and roughness of silicon carbide ceramic matrix composites[J].Ceramics International,2018,44(12):14742-14753.
[7]LIN Q,FAN ZJ,WANG W,et al.The effect of spot overlap ratio on femtosecond laser planarization processing of SiC ceramics[J].Opticsamp;Laser Technology,2020,129:106270.
[8]赵清亮,姜涛,董志伟,等.飞秒激光加工SiC的烧蚀阈值及材料去除机理[J].机械工程学报,2010,46(21):172-177.ZHAO Qingliang,JIANG Tao,DONG Zhiwei,et al.Ablation threshold and material removal mechanisms of SiC processed by femtosecond laser[J].Journal of Mechanical Engineering,2010,46(21):172-177.
[9]李卫波.飞秒激光抛光碳化硅陶瓷材料的工艺过程研究[D].哈尔滨:哈尔滨工业大学,2011.LI Weibo.Research on femtosecond laser purse polishing of silicon carbide ceramic material[D].Harbin:Harbin Institute of Technology,2010.
[10]DONG YY,MOLIAN P.Femtosecond pulsed laser ablation of 3CSiC thin film on silicon[J].Applied Physics A,2003,77:839-846.
[11]李俭国.超快激光诱导碳化硅表面改性机理研究[D].广州:广东工业大学,2020.LI Jianguo.Study on mechanism of ultra-fast laser induced modification of silicon carbide[D].Guangzhou:Guangdong University of Technology,2020.
[12]李晓宇,孙会来,赵方方,等.飞秒激光加工SiC模型参数优化设计研究[J].激光与红外,2016,46(8):948-952.LI Xiaoyu,SUN Huilai,ZHAO Fangfang,et al.Research on parameters optimization design of femtosecond laser machining SiC model[J].Laseramp;Infrared,2016,46(8):948-952.
[13]王金舵.超短脉冲激光与碳化硅相互作用研究[J].科技创新与应用,2022,12(22):79-82+86.WANG Jinduo.A study of the interaction between ultrashort pulse laser and silicon carbide[J].Technology Innovation and Application,2022,12(22):79-82+86.
[14]SHI H,SONG Q,HOU Y,et al.Investigation of structural transformation and residual stress under single femtosecond laser pulse irradiation of4H–SiC[J].Ceramics International,2022,48(17):24276-24282.
[15]ŽEMAITIS A,GAIDYS M,BRIKAS M,et al.Advanced laser scanning for highly-efficient ablation and ultrafast surface structuring:Experiment and model[J].Scientific Reports,2018,8(1):17376.
[16] VARLAMOVA O,COSTACHE F,REIF J,et al.Self-organized pattern formation upon femtosecond laser ablation by circularly polarized light[J].Applied Surface Science,2006,252(13):4702-4706.
[17]HIKAGE H,NOSAKA N,MATSUO S.High-spatial-frequency periodic surface structures on steel substrate induced by subnanosecond laser pulses[J].Applied Physics Express,2017,10(11):112701.
[18]ZHANG Q,WANG C,LIU Y,et al.Picosecond laser machining of deep holes in silicon infiltrated silicon carbide ceramics[J].Journal of Wuhan University of Technology-Mater.Sci.Ed.,2015,30(3):437-441.
[19]READY JF.Effects due to absorption of laser radiation[J].Journal of Applied Physics,1965,36(2):462-468.
[20]DENG H,UEDA M,YANANURA K.Characterization of 4H-SiC(0001)surface processed by plasma-assisted polishing[J].International Journal of Advanced Manufacturing Technology,2014,72:156-159.
作者简介
通信作者:王成勇,男,1964年生,博士、教授、博士生导师。主要研究方向:难加工材料加工、生物组织加工与医疗器械研究。
E-mail:cywang@gdut.edu.cn
(编辑:赵兴昊)
Physical and chemical characterization of the surface and removal process of silicon carbide ceramics by femtosecond laser processing
XU Dongqu1,2,WANG Chengyong 1,2,DU Cezhi 1,2,DING Feng 1,2,HU Xiaoyue 1,2
(1.School of Electromechanical Engineering,Guangdong University of Technology,Guangzhou 510006,China)
(2.State Key Laboratory for High Performance Tools,Guangdong University of Technology,Guangzhou 510006,China)
Abstract Objectives:Silicon carbide ceramics,as atypical hard and brittle material,are difficult to process,with challenges such as low efficiency,significant tool wear,and poor surface quality during processing.Ultrafast laser pro-cessing can effectively inhibit the processing damage,which is an important method for the precision processing of sil-icon carbide ceramics.However,existing research on femtosecond laser processing of silicon carbide primarily focuses on the laser ablation characteristics of the material.The specific removal process of the material,in relation to the com-position distribution and laser ablation mechanism,is still lacking in the relevant research.This paper analyzes the mi-crostructure of the surface of silicon carbide ceramics processed by femtosecond laser pulses and its evolution law.It re-veals the material removal process by examining the changes in chemical components in the ablation area,further im-proving the femtosecond laser processing mechanism of silicon carbide ceramics from the perspective of changes in ma-terial's physicochemical properties.Methods:Under the premise of afixed laser repetition frequency,the silicon carbide ceramics were processed by varying the laser energy density and the number of pulses.The changes in the physical and chemical properties of silicon carbide were observed and analyzed.A field emission scanning electron microscope was used to observe the microscopic morphology of the processed surface,while amatching energy spectrum analyzer was used to analyze the composition of the processed area.Additionally,X-ray photoelectron spectroscopy was employed to detect the chemical components of the surface before and after processing.A field emission transmission electron micro-scope was used to detect the cross-sectional morphology of the microstructure.An OLS4100 confocal laser microscope was used to scan the three-dimensional morphology of the micropores formed by the pulsed processing,measuring the diameter and depth of the micropores.The diameter and depth of the micropores were measured.Results:It was found that when femtosecond laser processing silicon carbide ceramics with asingle pulse at low energy density,the surface of the processed ceramic was slightly ablated,forming amelting characteristic zone.At high energy density,localized high temperatures were generated in the central processed area,reaching the boiling point of the material,leading to the boil-ing of the material and the formation of aboiling characteristic zone.Simultaneously,due to the relatively lower energy in the edge area,the material melted,forming amelting characteristic zone.The surface morphology of the boiling re-gion mainly consisted of gasification pits and micro-projectile structures formed by gasification,while the morphology of the melting region was not obvious,with the local appearance of unclear contours of aperiodic stripe structure.Us-ing the radius of the feature area and the Gaussian laser intensity function,the evaporation and melting thresholds for the formation of the boiling and melting zones were calculated to be 3.779 J/cm2 and 0.860 J/cm 2,respectively.Under the influence of multi-pulse laser processing,the morphology of the processed area was primarily striped when the laser en-ergy was between the melting and evaporation thresholds,with coarse stripe structures in the central area and fine stripe structures in the edge area.The center region produced coarse streaks,and fine streaks were produced in the edge re-gion.When the laser energy exceeded the evaporation threshold,the central region's structural appeared as ahole struc-ture formed by vaporization,followed by the formation of concentric coarse and fine stripe structures extending to the edge region.As the laser energy density and the number of pulses increased,the micropore diameter and ablation depth exhibited an increasing trend,with the micropore diameter leveling off after an energy density of 9.46 J/cm2 and 50pulses.Phase explosion performed ashielding effect on oxygen and material oxidation reactions;due to the decreasing distribution of laser energy and temperature from the center to the edge of the laser beam,the extent of the phase explo-sion decreased.In the central region,oxygen in the air did not center the material,while in the middle to the edge re-gions,exposure to oxygen increased,resulting in an increasing trend in oxygen content from the center to the edge.Meanwhile,through transmission and compositional analysis,it was found that the material subjected to laser action produced ametamorphic layer in the depth direction,showing adistribution pattern of an oxide layer-C-rich layer-silic-on carbide matrix.Conclusions:This article investigates the ablation mechanism of silicon carbide ceramics processed by femtosecond laser.In terms of the removal process,laser removal of silicon carbide ceramics is aprocess in which photothermal and photochemical effects act sequentially.The laser beam irradiates the surface of the material,and the absorbed energy causes an internal temperature rise,accelerating atomic movement.As the energy continues to increase,it leads to aplasma phase explosion of the material,which jets outward,allowing oxygen from the air to react chemically within the material,completing the removal process.In terms of pulse processing,two characteristic regions,boiling and melting,are formed in the ablation region under the action of aGaussian beam when processing with a single pulse.The evaporation threshold and the melting threshold of the characteristic region are 3.779 J/cm2 and 0.860J/cm2,respectively.During multi-pulse processing,when the laser energy is between the melting and the boiling thresholds,the generation of structural defects in the hole structure can be avoided.The temperature of the ablation re-gion decreases from the center of the laser beam to the edge region.In the high-temperature area,the material removal mechanism is primarily direct evaporation of the matrix,while in the low-temperature region,it is the thermal decom-position of the material and the oxidation reaction.This results in the formation of microstructures in the ablation re-gion that are consistent from the center to the edge during multi-pulse processing.
Key words SiC ceramics;femtosecond laser;ablation characteristics;removal process;micropores
