超高效液相色谱-大体积流通池荧光法检测配方乳粉中维生素A 及维生素E
2023-12-14冯寅洁黄银波周小清陈伟胡慧蔡霞乔勇升
冯寅洁,黄银波,周小清,陈伟,胡慧,蔡霞,乔勇升
(泰州市食品检验院,江苏 泰州 225300)
0 引 言
脂溶性维生素是机体维持生命活动必需的营养物质。维生素A 又称视黄醇,具有促进视觉发育、维护上皮细胞稳定和促进骨骼生长等功能[1-2]。维生素A 缺乏是世界卫生组织(WHO)公布的全球四大营养素缺乏症之一。机体因无法自主合成维生素A,若日常饮食不当,会造成维生素A 不足[3]。维生素A 对光、氧气、酸和高温较敏感[4],通常以相对稳定的维生素A 醋酸酯或维生素A 棕榈酸酯等作为营养强化剂加入食品中。维生素E 又名生育酚,其中以α-生育酚的生物活性为最高[5]。维生素E 具有抗氧化、抗衰老和促生育等功能[6-7],可保护大脑神经元、预防和治疗炎症[8-9]。α-生育酚或混合生育酚可作为食品中的抗氧化剂或营养强化剂。正常人群中很少出现维生素E 缺乏症,多出现在脂肪代谢障碍或脂肪吸收不良的群体中[10]。如果过量服用同样会引起健康问题,如维生素A 过量摄入可能导致肝脾肿大、颅内压增高等[10],维生素E 长期超剂量摄入可能造成胃肠功能紊乱等[11]。为充分保证婴幼儿配方食品营养有效性和保障婴幼儿营养的安全性,2023 年实施的婴幼儿配方食品系列标准修改了产品中维生素A 和E 含量的最小值和最大值。准确测定配方乳粉中维生素的含量,成为生产企业和检测机构工作的重点。
现阶段根据食品安全国家标准[12],实验室广泛采用的检测方法主要是液相色谱法。配方乳粉基质复杂,提取维生素A、E 需要先经过皂化、萃取、水洗、浓缩等步骤,但皂化不完全、萃取和水洗易乳化等问题严重影响脂溶性维生素的提取效果,脱水和定容过程的多步操作增加了有机溶剂的挥发,且易导致维生素损失率加大。刘慧敏等[4]用薄层层析法分离母乳中的维生素A 和E,李彬等[13]用固相萃取代替液-液萃取提取乳粉中脂溶性维生素,K PRZYGODA 等[14]用超临界流体萃取法提取种子油中生育酚,这些方法尚处于探索阶段,未被广泛应用。测定脂溶性维生素含量的方法有分光光度法[15]、气相色谱法[16]、液相色谱法[17-18]、气质联用法[19]、液质联用法[20]等。维生素A 和维生素E都含有环状结构和长的脂肪族烃链,该体系离域电子易激发,具有荧光性[21],可根据此种特性用荧光法测定,与紫外法相比,特异性强、干扰少、检出限更低。本文以配方乳粉为基质,探索建立有针对性的前处理条件,采用超高效液相色谱串联大体积流通池荧光检测器测定维生素A 和E 的含量。与国标液相法相比,可减少皂化不完全、容易乳化和多步操作致目标物损失等问题,检出限明显降低。该方法可操作性强、重复性好、灵敏度高,能够满足对配方乳粉的脂溶性维生素进行批量准确分析的要求。
1 材料与方法
1.1 材料
1.1.1 试剂与材料
视黄醇标准品(纯度98.0%),上海麦克林生化科技有限公司;α-生育酚标准品(纯度99.9%),坛墨质检科技股份有限公司;甲醇(色谱纯),德国Merck 公司;无水乙醇、氢氧化钾、抗坏血酸、2, 6-二叔丁基对甲酚(BHT)、石油醚(分析纯),国药集团化学试剂有限公司;婴幼儿配方乳粉质控样品,大连中食国实检测技术有限公司;配方乳粉,市售。
1.1.2 仪器与设备
ACQUITY H-CLASS UPLC 超高效液相色谱仪串联二极管阵列(PDA)检测器和大体积流通池荧光检测器,美国Waters 公司;XS204 电子天平,梅特勒-托利多仪器上海有限公司;岛津UV-2550 紫外可见分光光度计,岛津(上海)实验器材有限公司;Milli-Q Reference 超纯水机,美国Millipore 公司;SHA-C 恒温振荡器,常州国华电器有限公司;RV 10 basic 旋转蒸发仪,德国IKA 公司。
1.2 方法
1.2.1 样品处理
称取5 g 配方奶粉于锥形瓶中,加入20 mL 45~50 ℃水,混匀,再加入1.0 g 抗坏血酸和0.1 g BHT,混匀,依次加入30 mL 无水乙醇和20 mL 50%氢氧化钾溶液,边加边振摇,混匀后于80 ℃恒温水浴振荡皂化40 min,皂化后立即用冷水冷却至室温。用石油醚100 mL 萃取两次,合并萃取液,分别用100 mL 水洗3次,收集醚层,在40 ℃减压旋蒸至瓶内醚液约1~2 mL时取下旋蒸瓶,用氮气吹至近干。准确加入10 mL 甲醇,超声溶解瓶内残渣并混匀,过0.22 μm 有机系滤膜,待上机测定。
1.2.2 标准工作溶液配制
准确称取适量维生素A 和维生素E 标准品,分别用无水乙醇溶解并定容至50 mL,配成维生素A 浓度约0.5 mg/mL、维生素E 浓度约1 mg/mL 的标准储备液。临用前参考GB 5009.82—2016 附录方法对储备液进行校正,得出准确浓度[12]。分别吸取维生素A 标准储备溶液1.00 mL 和维生素E 标准储备液5.00 mL 于同一50 mL 棕色容量瓶中,用甲醇定容至刻度,得到维生素A 和维生素E 混合标准中间液,将标准中间液用甲醇进行稀释,配成维生素A 浓度为0.2、0.5、1.0、2.0、4.0、6.0、8.0、10.0 μg/mL,维生素E 浓度为2.0、5.0、10.0、20.0、40.0、60.0、80.0、100.0 μg/mL 的标准工作液。
1.2.3 液相色谱条件
Waters ACQUITY UPLC HSS T3 色谱柱(2.1 mm×100 mm, 1.8 μm),柱温30 ℃;流动相为甲醇-水(V甲醇∶V水=95∶5);流速0.4 mL/min;进样量2 μL;二极管阵列检测器波长:维生素A 325 nm,维生素E 294 nm,扫描波长190~400 nm;荧光检测器维生素A 激发波长328 nm,发射波长440 nm;维生素E 激发波长294 nm,发射波长328 nm。
1.3 数据处理
每个处理做6 次平行。借助Empower 3 色谱数据软件分析色谱图,检测数据通过Excel 软件处理,绘图和分析采用Origin 2018 软件。
2 结果与讨论
2.1 皂化条件的优化
脂溶性维生素对外界条件如光照、氧气等敏感,试验过程应注意避光,减少样品在空气中暴露的时间。皂化过程除去了乳粉中脂肪的干扰,将脂溶性维生素从乳脂肪中脱离出来,并将维生素酯类化合物转化为同一形态的维生素[11],从而提高提取效率,便于分析和定量。分别对加碱量、皂化温度和皂化时间进行单因素优化,其余操作参照1.2.1,以配方乳粉中维生素A 和E 的测定值作为考察指标。
2.1.1 加碱量
分别添加50%氢氧化钾溶液5、10、15、20、25、30 mL,80 ℃皂化40 min,考察加碱量对配方乳粉维生素A 和维生素E 测定值的影响。试验发现,加入5 mL碱液的处理组皂化液中有较多棕色或黑色沉淀,溶剂萃取后分层不理想。不断提高碱液量,皂化液中沉淀减少,液体色泽趋于均匀的棕色,当加碱量达到15 mL 及以上时,皂化效果理想,溶剂萃取后有明显的分层。如图1 所示,随着碱液量的增加,维生素A 和维生素E测定值均不断提高。当碱液添加量为20 mL 时,维生素A 和维生素E 的测定值趋于稳定,说明皂化反应基本完全。
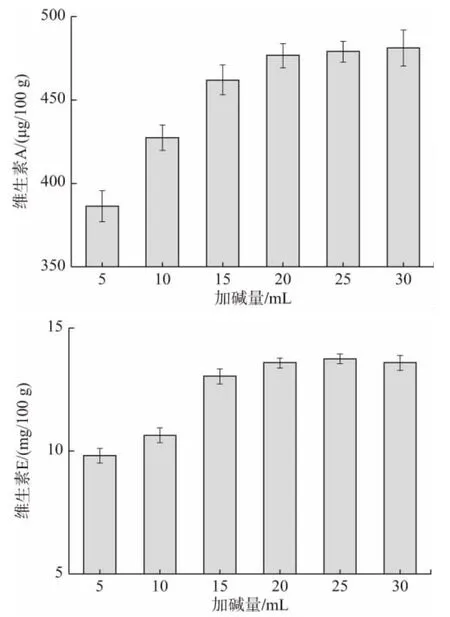
图1 加碱量对配方乳粉维生素测定值的影响
2.1.2 皂化温度
添加碱液20 mL,分别在60、65、70、75、80、85、90 ℃皂化40 min,皂化温度对配方乳粉维生素A 和维生素E 测定值的影响如图2 所示。随着皂化温度升高,维生素A 测定值逐渐增加,80 ℃皂化处理组的维生素A 测定值最高,之后维生素A 测定值略下降;维生素E 测定值随着皂化温度上升而不断增加,在80~90 ℃高温环境下性质较稳定。试验表明,提高皂化温度有利于加速皂化反应,但是过高温度可能会影响维生素的稳定性[22],特别是视黄醇结构会被破坏[23],维生素A 测定值减小。综合考虑2 种维生素测定值的变化趋势,确定皂化温度为80 ℃。

图2 皂化温度对测定值的影响
2.1.3 皂化时间
添加碱液20 mL,在80 ℃分别皂化30、35、40、45、50、55、60 min,皂化温度对配方乳粉维生素A 和维生素E 测定值的影响如图3 所示。随着皂化时间的延长,维生素A 测定值先升高后下降,皂化40 min 处理组的维生素A 测定值最高,之后测定值逐渐降低;皂化时间达到40 min 后,各处理组的维生素E 测定值为13.49~13.62 mg/100 g,在P=0.05 水平下,无显著性差异。结合测定结果和实验效率,选择皂化时间为40 min。
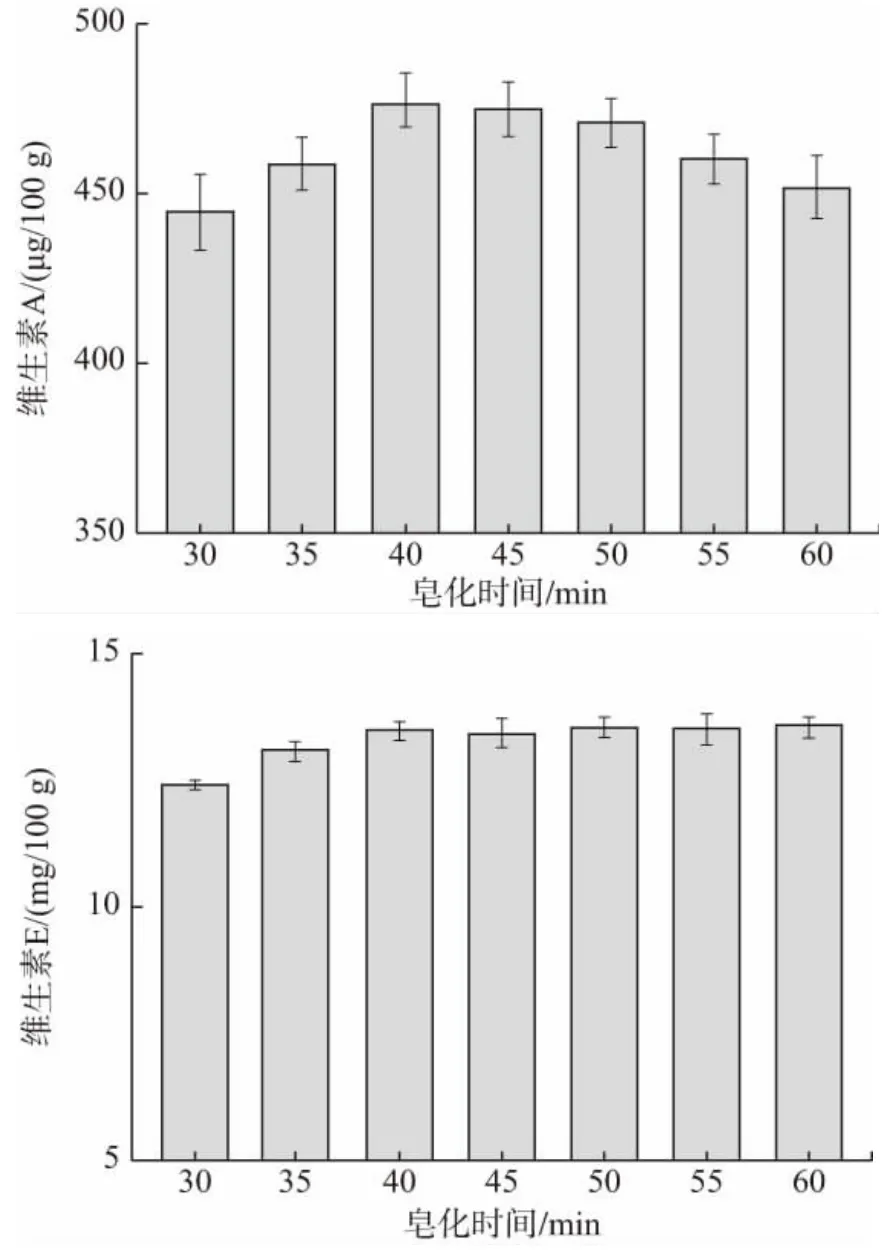
图3 皂化时间对测定值的影响
岑建斌等[24]提取婴幼儿乳粉中脂溶性维生素,选择55%氢氧化钾溶液于55 ℃皂化1 h。尹丹阳等[25]测定肉制品中脂溶性维生素,选择50%氢氧化钾溶液于80 ℃皂化30 min。王天娇等[26]检测保健食品中维生素D3,发现低于80 ℃需要延长皂化时间,高于80 ℃容易使待测物质氧化。通过观察皂化效果和考察维生素A 和维生素E 测定值的变化趋势,本文选择50%氢氧化钾溶液20 mL 于80 ℃皂化40 min 为最佳皂化条件。
2.2 提取、洗涤和浓缩条件的优化
比较正己烷、石油醚、石油醚-乙醚混合液(V石油醚∶V乙醚=1∶1)萃取皂化液发现,对于反应较完全、沉淀较少的皂化液用3 种溶剂萃取均可呈现明显的分层,而皂化反应不完全、有较多沉淀物的浑浊液体用石油醚-乙醚混合液萃取后分层效果最好,正己烷、石油醚萃取后中间有乳化层。正己烷毒性较其他2 种溶剂大,单个样品萃取需200 mL,大量使用对人体和环境有害。皂化条件经过优化后反应较完全,因此本试验选用石油醚作为提取溶剂。
用100 mL 水洗涤醚层,待分层后弃去下面的水层,再重复水洗2 次,可将醚层由碱性洗至中性。GB 5009.82—2016 未明确水洗的具体操作方法。试验发现,初次和第2 次水洗若按液液萃取方式振摇,容易出现乳化现象。多次尝试后认为,初次可竖直持分液漏斗顺时针或逆时针方向轻轻摇动,静置待分层。第2 次可持分液漏斗两端,缓慢上下颠倒,静置。第3次水洗可适当加大幅度进行斜面振荡。每次水洗振荡几次后需及时打开分液漏斗顶塞或活塞放气,避免气液混合物在压力下冲出塞子造成目标物损失。
国标方法中醚液需经无水硫酸钠脱水。实验发现脱水速度较慢,石油醚通过无水硫酸钠时易挥发到空气中,且需再用石油醚洗无水硫酸钠,操作时间较长。本实验在水洗后弃去水层,可向下放一点醚层以完全冲去分液漏斗中的水。若漏斗颈内壁附着水滴,可塞入细滤纸条吸除。然后将醚层放入旋蒸瓶中,再用少量石油醚冲洗分液漏斗,并入旋蒸瓶。此法省去了用无水硫酸钠脱水的步骤,操作简单、便捷,石油醚的损失较国标方法少。减压浓缩、氮气吹至近干后直接准确加入10 mL 甲醇,避免多次溶解转移至容量瓶,从而减小损失。
2.3 流动相条件的选择
配方乳粉中维生素E 的检出形式一般只有α-生育酚,不需要分离异构体,本试验选用HSS T3 色谱柱,流动相采用等度洗脱模式。比较了甲醇、甲醇-水(V甲醇∶V水=95∶5)、甲醇-水(V甲醇∶V水=90∶10)为流动相,流速0.4 mL/min 时目标物的出峰时间。发现甲醇洗脱下,维生素A 出峰时间太快,与干扰峰相近,影响定量。甲醇-水(V甲醇∶V水=90∶10)条件下,维生素E 出峰时间在20 min 左右,进样时间较长。综合考虑,选择流动相条件为甲醇-水(V甲醇∶V水=95∶5),进样时间为18 min。标准溶液和样品溶液荧光色谱图分别如图4、图5 所示。
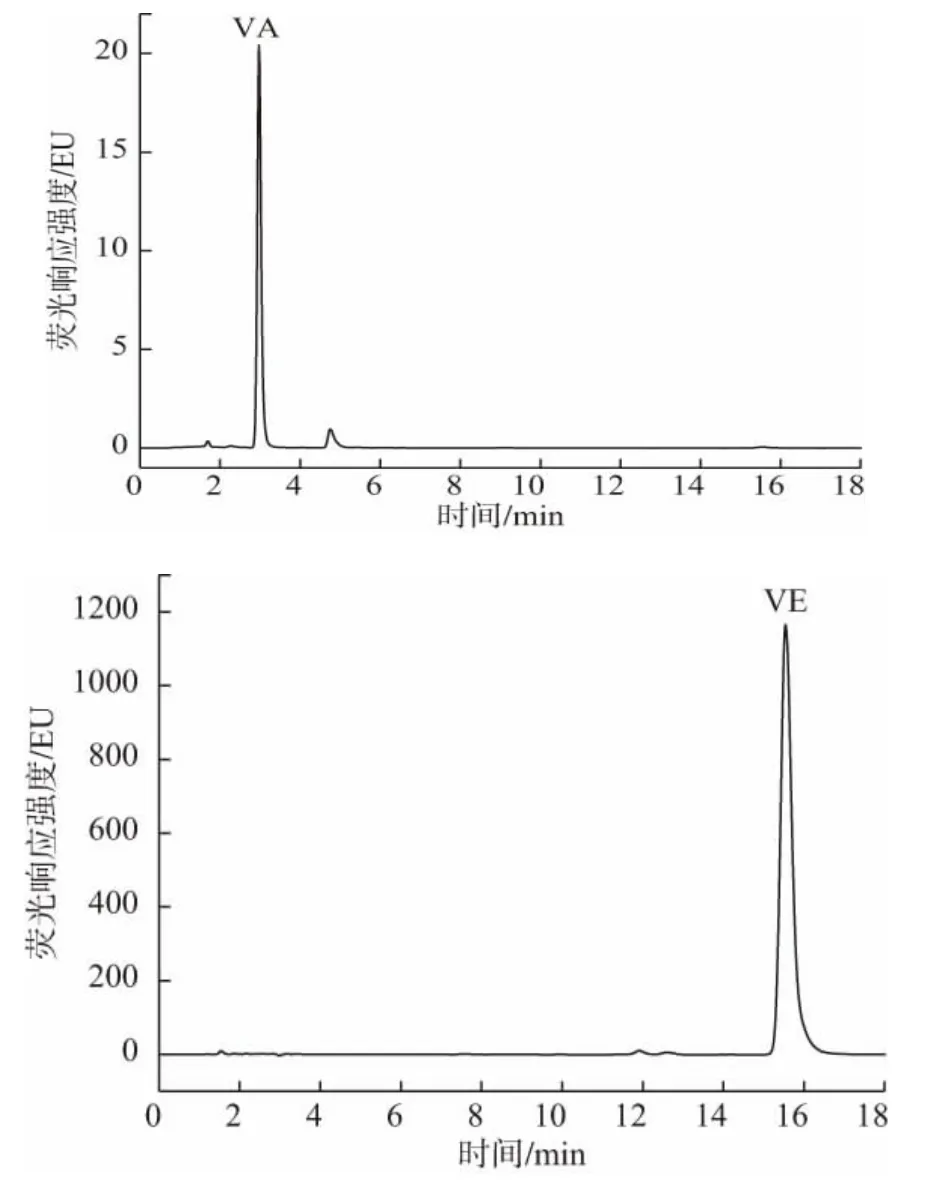
图4 标准溶液荧光色谱

图5 样品溶液荧光色谱
2.4 线性关系、检出限和定量限
将标准工作溶液按浓度由低到高依次进样,比较用大体积流通池荧光检测器和二极管阵列检测器测定,维生素A 和维生素E 响应值的差异。以峰面积为纵坐标Y,浓度为横坐标X 制作标准曲线,并计算线性相关系数r。分别以3 倍信噪比(S/N=3)和10 倍信噪比(S/N=10)确定检出限和定量限。由表1 可见,维生素A 和维生素E 通过荧光法和紫外法测定的线性关系良好,相关系数r 均大于0.999。本试验用2 种检测器测定维生素A 和维生素E 的检出限均比GB 5009.82—2016 第一法的低,特别是荧光法大大降低了维生素E 的检出限,测定维生素E 的灵敏度是紫外法的30 倍。脂溶性维生素特别是维生素E 含量较低的样品可用荧光检测器测定。

表1 维生素A、E 的线性方程、相关系数、检出限和定量限
2.5 回收率和精密度
按照1.2.1 前处理,测定配方乳粉基质中维生素A、维生素E 含量,再分别向配方乳粉中加入3 个浓度水平的维生素A、维生素E 混合标准溶液,基质样品和每个加标水平的样品重复测定6 次。经检测,配方乳粉基质中维生素A 为476 μg/100g,维生素E 为13.56 mg/100g。加标回收率结果如表2 所示,2 种脂溶性维生素的加标回收率为85.2%~103.4%,相对标准偏差为2.5%~5.6%。

表2 维生素A、维生素E 加标回收率及相对标准偏差(n=6)
2.6 样品测定
采用本方法检测10 批配方乳粉,测定值、标示值、测定值与标示值的比值R 如表3,其中样品编号1 号为婴幼儿配方乳粉质控样品,2~4 号为女士配方奶粉,5~7 为中老年配方奶粉。质控样品的测定值与标示值接近,表明该方法测定的结果准确可靠。依据GB 28050—2011《食品安全国家标准预包装食品营养标签通则》,食品中的维生素A 允许误差范围为80%~180%的标示值,食品中维生素E 允许误差范围为不低于80%的标示值。表3 中,2~7 号配方乳粉中维生素A 测定值与标示值的比值R 为89%~110%,维生素E 的比值R 为92%~120%,均符合标准要求。
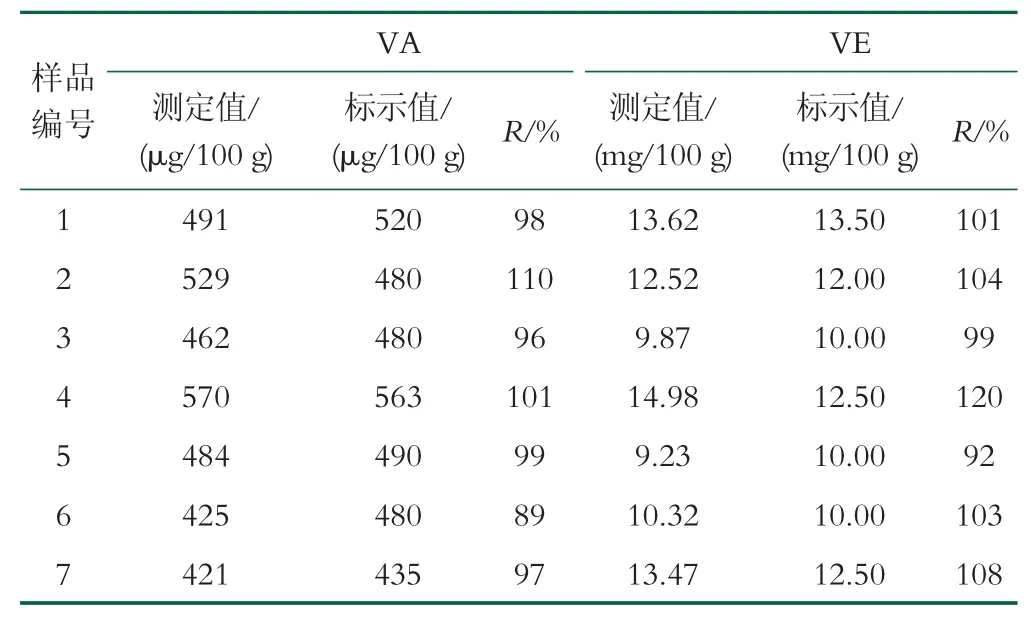
表3 样品测定值与标示值的比较
3 结 论
优化了配方乳粉基质中提取维生素A 和维生素E 的皂化条件,如加碱量、皂化温度和皂化时间等,解决了皂化不完全的问题,避免在长时间的强碱、高温环境下维生素大量损失。提取、水洗和浓缩条件是在GB 5009.86—2016 第一法的基础上,结合实际操作经验得出的优化方法,能有效避免乳化现象,减少多步操作带来的误差。
采用紫外法检测,同一浓度下,维生素E 的响应值明显低于维生素A,峰型不如维生素A 尖锐。建立了超高效液相色谱-大体积流通池荧光检测器测定配方乳粉中维生素A 和维生素E 的方法。大体积流通池荧光检测器专属性强、杂峰干扰少,可显著提高目标物的响应值。试验中荧光法测定维生素A 检出限0.6 μg/100 g、维生素E 检出限0.8 μg/100 g,均明显低于国标第一法的检出限。方法加标回收率和精密度良好,适用于多种系列配方乳粉中维生素A 和维生素E 的含量测定。