铝合金型材搅拌摩擦焊无减薄接头组织和性能
2023-12-09邢松龄李充周海鹏陈高强史清宇
邢松龄,李充,周海鹏,陈高强,史清宇
(1.北京市基础设施投资有限公司,北京,100101;2.北京轨道交通技术装备集团有限公司,北京,100070;3.清华大学,北京,100084)
0 序言
搅拌摩擦焊(friction stir welding,FSW)技术在国内轨道交通车辆铝合金车体制造中已有十余年的应用,最初是为了解决铝合金车体焊接的两类关键问题:一是控制薄板焊接的变形,二是减少厚板焊接的层间缺陷[1-3].此外,作为一种绿色焊接技术,FSW 还具有操作简单、焊接强度高、一致性好等特点,因而其应用范围也越来越广泛[4-6].
传统的FSW 工艺中,通常不会产生焊缝余高,同时为保证焊接质量,主轴往往会提供较大的下压力,致使搅拌头轴肩被压入工件表面,造成焊缝表面低于母材表面的减薄现象[7].此外,在下压力控制不当时,FSW 工艺也会产生特有的飞边缺陷[8].上述情况不仅会使工件整体精度降低,还会在实际生产中带来较大的焊后打磨量工作,特别是在车体侧墙、端墙等对平面度要求较高的部件焊接时,影响生产效率.沈浩然等人[9]设计出一种静止轴肩的搅拌头,并应用在铝锂合金的搅拌摩擦焊中,实现了无减薄焊接,但是其并没有解决飞边缺陷等问题.其他研究工作中,也有学者尝试采用增材焊接的方式来解决焊缝减薄的问题,但这些方法一定程度上增加了生产成本,提高了工艺复杂性[10-11].
文中针对铝合金型材研究了一种无减薄搅拌摩擦焊的工艺,并对搅拌头的结构进行了适当优化.结果表明,搅拌头轴肩区域采用内凹设计,能够在保证下压量的基础上,改善焊缝区域的材料流动并使材料回填,最终获得无飞边、无减薄的焊接接头,其力学性能表现良好.同时,结合工业生产中型材组装存在拼接公差的实际情况,研究了接头错边量对焊缝拉伸强度的影响.
1 试验方法
试验采用挤压成形的中空铝合金型材,其材质为6005A-T6,材料成分和力学性能分别执行EN 573-3[12]和EN 755-2[13]标准,抗拉强度为260 MPa.接头采用对搭接形式,厚度为4 mm,焊接试样长度为800 mm(其中有效焊接长度600 mm),断面尺寸如图1 所示,焊接方向平行于挤压方向.

图1 铝合金型材的横截面Fig.1 Cross section of aluminum alloy profile
焊接过程中采用恒位移控制模式,主轴转速和焊接速度分别为950 r/min 和300 mm/min.试验所用搅拌头轴肩直径24 mm,内凹角深度1 mm,锥形搅拌针根部直径为8 mm,针长为5.3 mm,侧面加工有右旋锥螺纹,焊接过程中倾角为2.5°.
依据国家标准《GB/T 2651-2008 焊接接头拉伸试验方法》[14],从垂直于焊缝方向的接头取拉伸试样,同时考虑到型材各处厚度不均匀的结构特点,以最薄处为厚度基准制备标准试样,用于考察型材FSW 结构的拉伸性能,引伸计标距定为50 mm.为考察接头各区显微硬度的分布特征,沿垂直于焊接方向截取接头横截面制备测试试样,经SiC 砂纸粗磨、金相砂纸精磨和机械抛光后,对距离焊缝上表面2 mm 处各点进行维氏硬度测试.
2 结果与讨论
2.1 焊缝宏观形貌
试验中将轴向下压量作为变量,以搅拌针针长为基准,将其设定为5.3~ 5.7 mm.图2 和图3 为不同下压量条件下所得高速FSW 接头的表面和截面的宏观形貌.
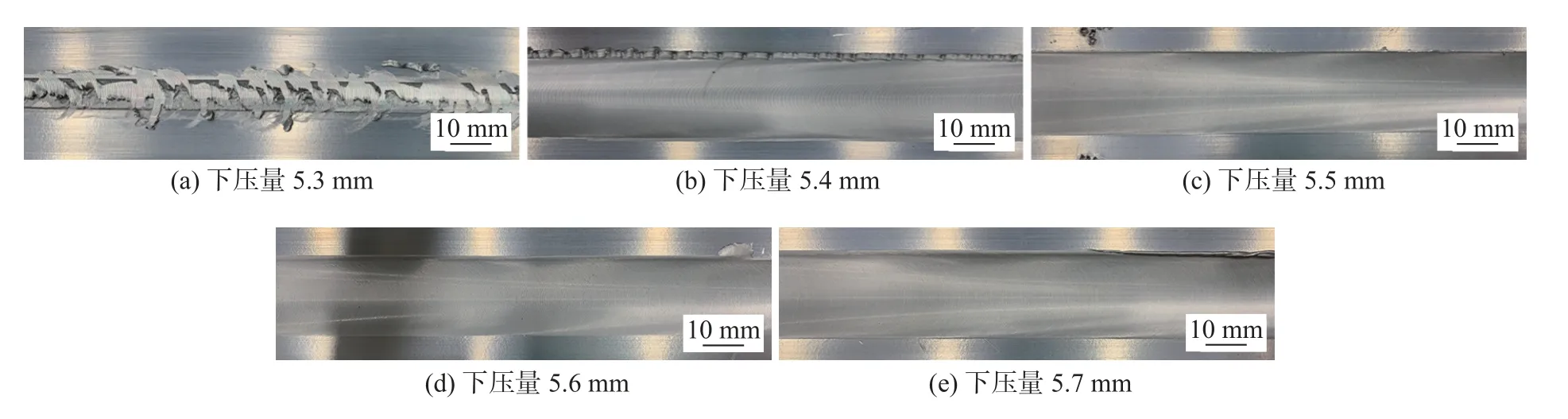
图2 焊缝表面形貌Fig.2 Surface morphology of welded joints.(a) press amount 5.3 mm;(b) press amount 5.4 mm;(c) press amount 5.5 mm;(d) press amount 5.6 mm;(e) press amount 5.7 mm
当下压量为5.3 mm 时,可以明显看到焊缝中部存在未焊合情况,此时与搅拌针针长相当,由于搅拌头轴肩内凹设计,轴肩与工件表面没有充分摩擦,因此焊缝成形质量较差.当下压量为5.4 mm时,接头整体呈现焊合状态,但中间存在气孔缺陷,且焊缝前进侧存在较小尺寸的飞边结构,推测其成因是由于轴肩下压仍然不充分,材料高温状态下软化后与轴肩之间存在缝隙,部分材料在搅拌头旋转作用下被带出,形成飞边缺陷.当下压量为5.5 mm 和5.6 mm 时,焊缝成形质量较好,达到无需后道打磨工序的状态,两者相比下压量为5.5 mm 更优.当下压量增大到5.7 mm 时,焊缝表面和母材表面存在明显高度差,即发生了接头厚度减薄,表明此时搅拌头下压量过大.
2.2 焊缝组织结构
选取下压量为5.5 mm 状态下的焊接接头,观测其微观组织形貌,如图4 所示.接头组织呈现出典型搅拌摩擦焊焊缝特征,由焊核区(NZ)、热力影响区(TMAZ)和热影响区(HAZ)三个区域组成,前进侧和后推侧存在不对称的TMAZ 和HAZ.焊缝中心受搅拌头直接作用的NZ 呈盆状,上半部分较宽,主要受到轴肩的旋转带动作用;中、下部分较窄,主要受到搅拌针的直接搅拌作用.
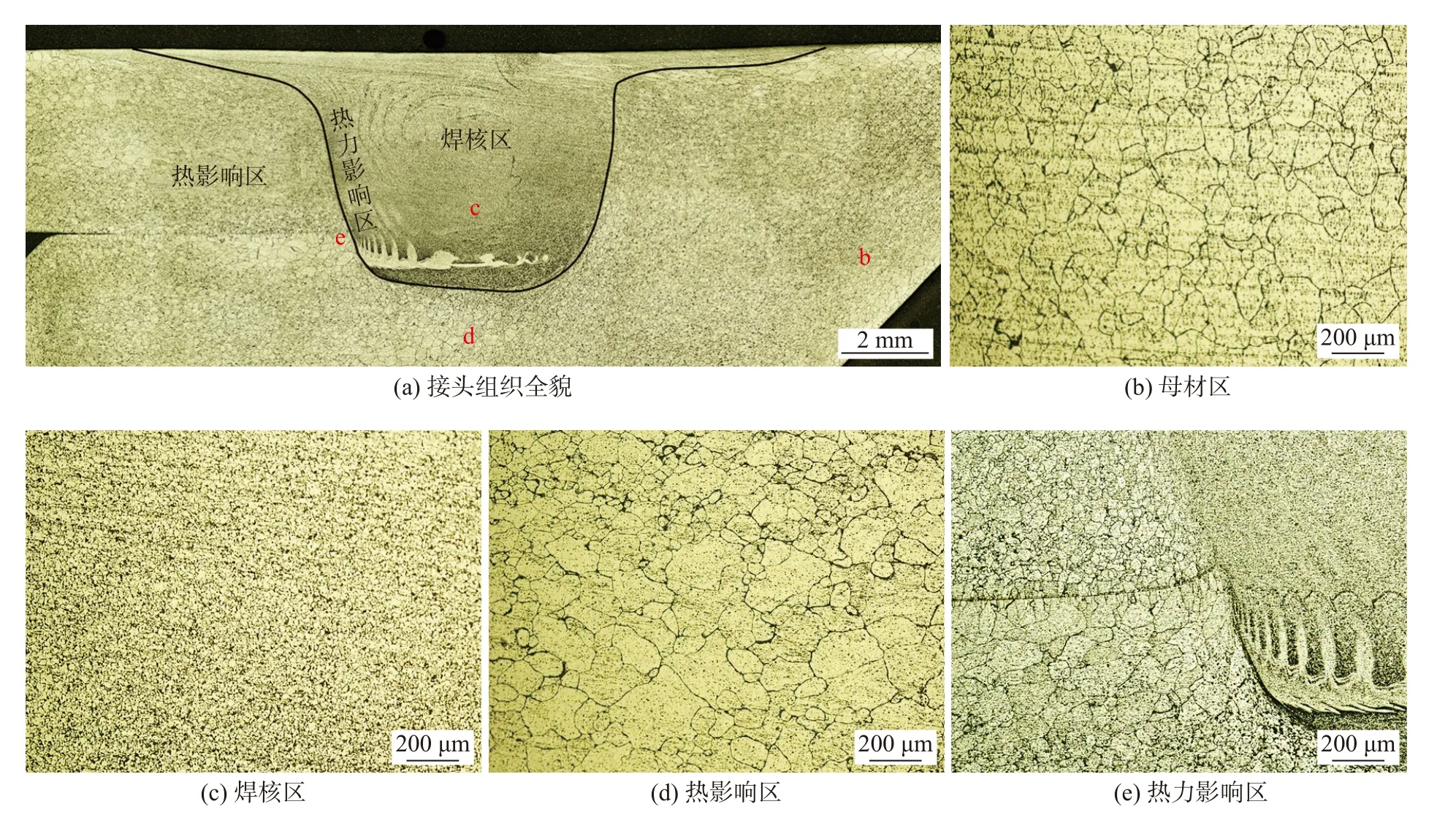
图4 焊缝组织微观形貌Fig.4 Microstructure of welded joint.(a) the overall microstructure of the joint;(b) base metal;(c) weld-nugget zone;(d) heat-affected zone;(e) thermo-mechanically affected zone
图4b~ 4e 反映了采用基准工艺参数所得接头的各区晶粒形态.可以看出,NZ 在剧烈塑性变形和高焊接热输入的联合作用下,发生了动态再结晶,形成了细小的等轴晶粒.HAZ 没有发生塑性变形,只经历了较低的焊接热输入,晶粒形态与母材相似,只是晶粒发生了一定程度的粗化.TMAZ 未受到搅拌头的直接搅拌作用,但在NZ 塑性金属粘滞力的带动下发生了拉长弯曲变形,与NZ 组织形态差异较大,两者间出现分界面,这是由两侧塑性材料的流动差异造成的.
2.3 焊缝力学性能
选取下压量5.5 mm 标准接头制得的拉伸试样,测定其拉伸曲线如图5 所示,表现为无明显屈服平台的塑性材料特征,其抗拉强度和屈服强度分别为196.5 MPa 和111.0 MPa,根据EN 755-2[13]标准,达到了母材的75%.
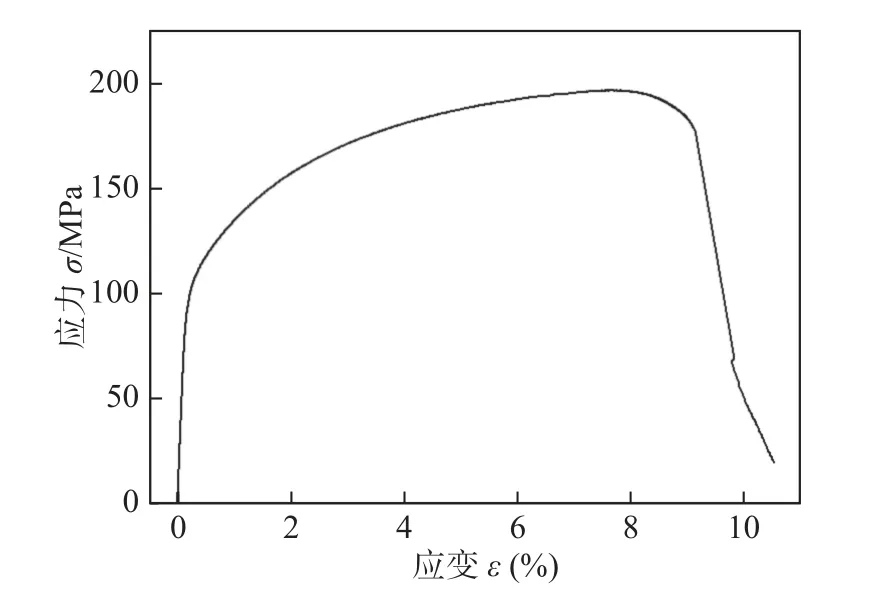
图5 焊接接头拉伸曲线Fig.5 Tensile curve of welded joint
改变下压量,分别测得焊接接头抗拉强度和屈服强度,如图6 所示.当下压量为5.3 mm 时,根据前述结果,焊缝中部存在未焊合情况,因此其抗拉强度和屈服强度均较低.当下压量为5.4~5.7 mm 时,抗拉强度和屈服强度无明显变化趋势,表明搅拌摩擦焊工艺良好的稳定性.

图6 焊缝抗拉强度和屈服强度Fig.6 Tensile strength and yield strength of welded joints
2.4 焊缝显微硬度
无缺陷焊接接头的力学性能取决于显微硬度分布,显微硬度是接头各区强化程度的宏观反映,而可热处理强化铝合金搅拌摩擦焊接头各区的强化机制可能包括固溶强化、沉淀强化、位错强化和细晶强化等.
不同下压量条件下未经热处理的焊接接头显微硬度分布如图7 所示,其中各接头的软化区宽度基本相同,NZ 和TMAZ 的显微硬度变化不显著,焊缝两侧硬度极小值均出现在HAZ,且数值非常接近,这与传统搅拌摩擦焊接头的硬度值空间分布一致[15].随着下压量的增大,软化区宽度出现轻微增加的情况,最小硬度值对应的位置向外偏移,NZ 的显微硬度在下压量为5.6 mm 时达到极小值.总的来看,焊核区硬度约为60 HV,较母材下降25~ 30 HV.

图7 焊缝显微硬度Fig.7 Microhardness of welded joints
2.5 接头公差分析
与熔化焊相比,FSW 对工装要求较高.一方面是由于FSW 实施过程中,工件要承受较大的轴向下压力和径向扭转载荷;另一方面,需要保证型材之间良好的接触配合,以保证材料在搅拌头作用下顺利流动.对于车体双层中空型材,由于其采用铝合金挤压工艺,除了本身断面上的制造误差,长度方向上的扭拧等都会影响装配精度.
为了检验型材接头拼接公差对焊缝力学性能的影响,在焊缝中心一侧的工件表面进行机加工,从而以人为的方式预置错边量,加工宽度大于静轴肩半径.在这里定义接头错边量Δt,Δt> 0 表示前进侧表面比后退侧高,Δt< 0 表示前进侧表面比后退侧低.试验中搅拌头下压量为5.5 mm(以未进行机加工的较高一侧上表面为基准).
图8 为不同接头错边量条件下所得高速FSW 接头的表面形貌.当前进侧表面比后退侧高时,此时在搅拌头和轴肩作用下,部分金属在轴肩和后退侧之间的缝隙被压出,压出后不再参与塑性层的流动,因而会在后退侧产生形成飞边缺陷的趋势.特别是缝隙较大时,如图8b 所示,形成明显的飞边缺陷.当前进侧表面比后退侧低时,此时在搅拌头和轴肩作用下,部分金属同样在轴肩和后退侧之间的缝隙被压出,压出后仍然会参与塑性层的流动.然而,由于此时前进侧温度较低,特别是当温度差异较大时,被压出的金属一部分接触前进侧表面预冷凝固,从而造成流动性变差,影响焊缝成形质量,如图8d 所示.

图8 焊缝表面形貌Fig.8 Surface morphology of welded joints.(a) Δt=0.5 mm;(b) Δt=1 mm;(c) Δt=-0.5 mm;(d) Δt=-1 mm
分别测得不同接头错边量条件下所得焊接接头抗拉强度和屈服强度,如图9 所示.当错边量Δt绝对值小于0.5 mm 时,其抗拉强度和屈服强度下降范围可控制在10%以内.当错边量Δt绝对值大于0.5 mm 时,其抗拉强度和屈服强度下降显著.因此,型材在焊接过程中应尽可能将装配错边量控制在0.5mm 以内.
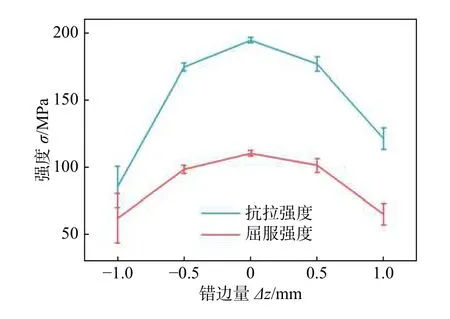
图9 不同错边量状态下焊缝抗拉强度和屈服强度Fig.9 Tensile strength and yield strength of welded joints under different tolerances
3 结论
(1)研究中采用轴肩内凹设计的搅拌头,无需其他特殊工艺,即可获得无减薄的型材FSW 接头,且下压量5.5 mm 时焊缝成形质量最好;
(2)无减薄工艺条件下,所得FSW 接头抗拉强度为196.5 MPa,达到母材的75%,且在下压量5.4~ 5.7 mm 时保持了较好的一致性;
(3)无减薄工艺条件下,铝合金型材接头拼接公差在±0.5 mm 以内时,接头强度下降可控制在10%以内.