活塞式供粉装置中进气流量对粉末流化输送特性的影响
2023-11-27任冠龙孙海俊徐义华
任冠龙, 孙海俊*, 徐义华
(1.南昌航空大学 飞行器工程学院, 江西 南昌 330063;2.南昌航空大学 江西省微小航空发动机重点实验室, 江西 南昌 330063)
0 引言
近年来,随着人类对推进武器、近地太空以及深空领域的开发和探索,对改进航天器中动力推进系统的需求日益增长,不但要使发动机在太空极端环境下实现长时间正常工作,而且要具备多脉冲启停和推力可调控等功能。以高能金属粉末为燃料、以粉末或气体为氧化剂的一类新型粉末发动机已然成为研究的热点[1]。通过将燃料与氧化剂进行不同配比,或者与传统发动机结合,目前国内外已经开发出了多种粉末发动机类型,主要有粉末火箭发动机[2-3]、粉末燃料冲压发动机[4-5]、固体/粉末组合冲压发动机[6]、粉末燃料水冲压发动机[7]以及Mg/CO2粉末发动机等[8-9]。粉末燃料供给系统作为上述动力装置中的关键部分,能否实现粉末流量的精准调节和稳定输送,极大地影响着粉末发动机的高效率运行。由于供粉过程中涉及复杂的稠密气体-固体(简称气-固)两相流动特性,发展和改进供粉技术对于进一步理解和应用供粉装置具有十分重要的作用。
在供粉装置启动前,粉末推进剂以固体颗粒的形式存储在粉末储箱中,由于粉末自身不具备流体的性质,必须借助相应的载体来实现粉末流化输送,此间主要运用了粉末流态化技术。在化工和能源产业中,流态化技术是应用十分广泛的粉末给料技术之一[10]。然而,将该技术应用在粉末发动机中却需要考虑诸多因素,例如实现粉末燃料质量流量的精准调控和输送稳定性,尽可能地降低供粉系统的结构复杂性,实现小型化和集成化等。传统的粉末燃料输送装置大多采用流化床式粉末供给装置, Frick等[11]首次提出了粉末发动机中流化床式的供粉装置。Meyer[12]针对铝/镁粉末火箭发动机中粉末供给系统的活塞结构进行改进,通过将流化进气道与活塞端面气孔相连,不但可以使流化气均匀分布,还能防止粉末倒流。Foote等[13]参照前人的思路,设计了一种结构较为简单的容积式流化床(PDFB)粉末供给装置。相比上述供粉系统,Miller等[14]对流化气进气方式进行了改进,通过软管将气体输送至粉末床层,能更好地调节粉末储箱内压强,不足之处在于软管需提前盘绕在粉末储箱内,当活塞位移较大时会导致软管占据较大的储存空间,从而降低粉末装填率。国内西北工业大学、国防科技大学等单位都相继提出了粉末燃料输送装置[15-16],其基本原理都为粉末气力流化输送,由此表明气压驱动式粉末燃料输送装置已径取得了一定的研究基础,但有关粉末燃料的流化性能、输送能力以及空间分布等流动特性的研究仍比较欠缺,这些流动特性对粉末发动机的稳定、高效率运行起着至关重要的作用,因此急需针对粉末发动机的粉末燃料供给特性开展深入研究和讨论。
在粉末气力流化输送装置中,粉末的流化和输送特性是影响粉末输出流量调控以及供给装置性能的关键。Li等[16]研究了活塞驱动式粉末燃料供给装置在不同气固比下的工作特性,结果表明粉末流量与最小节流通道面积呈高度线性关系,不同配比下的气固流量具有不确定性。Yang等[17]研究了壅塞模式和非壅塞模式下的粉末燃料气动输送特性,结果表明非壅塞模式下的粉末质量流量存在上限,壅塞模式下的质量流量调节性能更好。Li等[18]研究了CO2喷射位置、参数和气体质量流量对火箭发动机粉末流化和燃烧效率的影响。Tang等[19]研究了半锥角、曝气位置和附加压力对排放特性的影响。任冠龙等[20]采用准二维思想对粉末储箱构型进行简化,探究了进气流量对粉末流化和输送行为的影响,研究结果表明可通过降低进气流量的方式来提高粉末输送稳定性。孙海俊等[21]、Sun等[22]对高压环境下粉末流化特性开展了实验和数值计算研究,同时进一步探究了高压环境下粉末燃料的气力起动特性,结果表明在高压环境下粉末能够形成稳定的粉末型面,为粉末稳定输送提供了参考。
在上述有关粉末流化和输送特性的研究中,粉末燃料供给装置的进气位置均布置在粉末储箱外部,进气方式主要为环缝或多孔等结构,有关内置进气通道式粉末供给装置的研究少之又少。同时,其研究手段主要集中在实验测试方面,仅通过实验过程和结果的宏观特性很难揭示气固两相流动模式和流动细节,而采用数值计算研究还相对较少,尤其是活塞作用下的气体-粉末-活塞相互作用机制更为鲜见。由于粉末储箱中稠密气固两相流动状态对粉末流化和输出流量调控有直接影响,很有必要对活塞作用下的气固两相流动特性开展研究。
本文设计了一种内置进气通道式粉末燃料供给装置,采用双流体模型方法,在气体-粉末-活塞相互耦合作用下开展数值计算研究,重点探讨活塞作用下进气流量对稠密气固两相流动行为的影响规律,为粉末燃料供给系统的优化设计提供思路和参考。
1 几何构型和数值计算方法
1.1 几何构型
图1为本文使用的供粉系统(粉末储箱)配置。图1中粉末储箱沿x轴水平放置,其重力方向沿y轴负方向,并主要由圆筒段、锥形收敛段以及输送管道3部分组成,其中:圆筒段直径为60 mm,轴向长度为150 mm;锥形收敛段轴向长度为27 mm,与水平方向形成的收敛夹角为45°,锥形收敛段头部与轴向长度为17 mm的水平输送管道相连接。本文基于文献[8]对进气位置和进气方式进行了改进,将进气方式设计为圆台状,并搁置在锥形收敛段内部,以使粉末充分流化。大端面圆的直径为10.3 mm,小端面圆的直径为3.4 mm,二者水平间距为3.4 mm。另外,在输送管道中设计一个内凹形两相喉道,直径为3 mm,目的是提高气相和固相流动速度,以防止粉末因重力发生沉降。其余详细结构参数如图1所示。
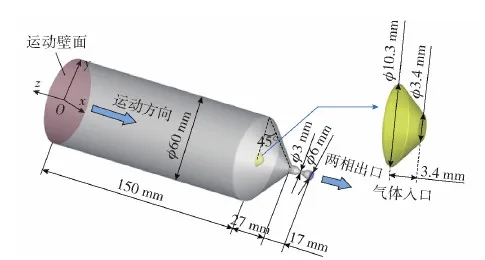
图1 粉末储箱构型Fig.1 Configuration of a powder storage tank
1.2 数值计算模型
欧拉-欧拉双流体模型(TFM)[23]将固相视为拟流体,即气相和固相均被看作连续介质,均可由Navier-Stokes方程描述其运动,能够较好地模拟给料系统中的稠密气固两相流动,极大地减少了计算量。
1.2.1 TFM的控制方程
TFM的控制方程如下:
1) 气相和固相的质量守恒方程:
(1)
(2)
εg+εs=1
(3)
式中:εg和εs分别为气体和固体体积分数;ρg和ρs分别为气体和固体密度;ug和us分别为气体和固体速度。
2) 气相和固相的动量守恒方程:
(4)
(5)
(6)
(7)
式中:p为压力;τg和τs分别为气体和固体应力-应变张量;g重力加速度;μg、μs为分别为气体和固体有效黏度;λg和λs分别为气体和固体体积黏度;I为应力张量。
3) 拟颗粒温度方程:

(8)
(9)
式中:Θs为颗粒温度;ps为固体压力;kΘs为颗粒能的扩散系数;γΘs为碰撞能量耗散;β为气体/固体动量交换系数;us,i为实际颗粒速度。
1.2.2 气相和固相的连续方程
另外,由分子动理学理论发展起来的颗粒动力学理论(KTGF)[23]能够对固体相进行封闭,并建立本构关系。其中,气相和固相的连续方程如下:
1) 固相压力:
(10)
2) 固相剪切应力:
μs=μs,col+μs,kin+μs,fr
(11)
式中:μs,col为粉末碰撞黏度,
(12)
ds为固体直径;μs,kin为粉末动力黏度,
(13)
μs,fr为粉末摩擦黏度,
(14)
φ为内摩擦角,I2D为偏应力张量的第二不变量。
3) 气相和固相体积黏度:
磁共振扫描的主要序列及其参数如下:GRE-EPI序列参数:TR/TE=2000/35ms,翻转角=90o,层厚=4.5mm,层间距=0.7 mm,矩阵=64×64,视野=230×230×141,采集240个时相,轴位、扫描参考线平行于前后联合,扫描层数为33层,扫描时间为8 min。
(15)
4) 颗粒能量扩散系数:
(16)
5) 碰撞能量耗散:
(17)
6) 径向分布函数:
(18)
式中:εs,max为固相最大打包极限。
1.2.3 气体状态方程
由于不同进气流量下粉末储箱中会有相应的压力变化,气体密度与压力之间满足气体状态方程,理想气体状态方程:
(19)
式中:Rg为气体常数;T为温度。
气相和固相之间的相互作用通常采用气固阻力系数来表示,许多研究表明,Gidaspow阻力模型能够较好地描述气固曳力[23]。因此,本文选择经典的Gidaspow阻力模型来描述气固相之间的动量传递,其数学表达式为
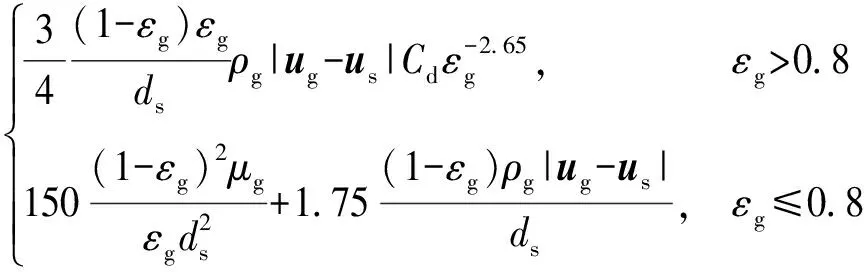
(20)
(21)
(22)
式中:Cd为阻力系数;Res为固体雷诺数。
1.3 计算方法和边界条件
针对所有计算工况采用x轴方向[0 m,0.177 m]、y轴方向[-0.03 m,0.03 m]、z轴方向[-0.03 m,0.03 m]范围内的初始粉末床层。采用TFM描述稠密气固两相流动,采用重整化群(RNG)k-ε湍流模型以及颗粒动力学理论(KTGF)分别描述气相湍流和固相中的有效应力。压力-速度耦合采用相位耦合SIMPLE(PC-SIMPLE)算法,动量方程和体积分数方程采用2阶迎风格式求解。瞬态计算模拟采用的时间步长为0.000 5 s,每个时间步长迭代20次,对于两个迭代之间的相对误差,采用10-4的收敛准则。
气相和固相分别采用空气和金属铝粉末,气相入口和两相出口分别采用质量流量入口和压力出口边界条件。另外,将活塞结构简化为运动壁面,并通过自定义函数(UDF)实现刚体平移运动。在本文计算中,为研究单一变量(进气流量)对粉末流化和输送特性的影响,将不同工况下的活塞速度设置为固定值,进气流量按照理论出口粉末流量的不同百分比给定。其中,理论出口粉末流量由式(23)计算得出:
(23)

为更清晰地描述计算工况,引入无量纲数流量比MFRR,所表示的物理意义是进气流量与理论出口粉末流量的比值,具体数学表达式如式(24)所示:
(24)
式中:mi为进气流量。
表1给出了具体的计算工况,表2总结了计算系统的详细特性和模拟参数。
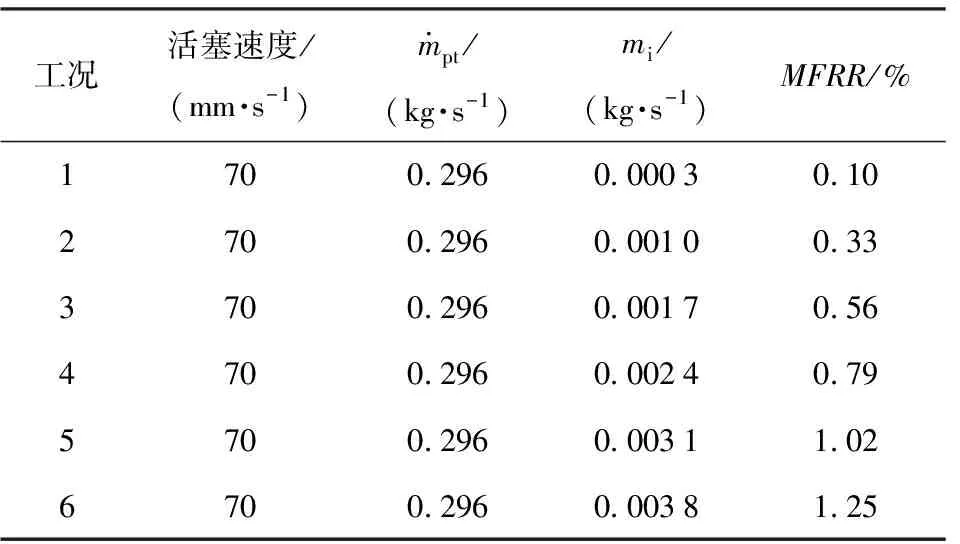
表1 计算工况Table 1 Simulation cases

表2 计算条件参数Table 2 Simulation parameters
2 网格和数值计算模型验证
2.1 网格无关性验证
利用CFD-ICEM软件对粉末储箱进行结构化六面体网格划分,结果如图2所示。为验证网格无关性,在相同计算条件下对4套不同网格10万、35万、60万和80万的算例进行计算,分析比较不同网格数时中心截面(z=0 m)x=0.140 m处粉末轴向速度和体积分数沿y轴向分布,如图3所示。由图3可见,35万网格、60万网格以及80万网格的计算结果整体差异很小,10万网格与其余3套网格的计算结果差异较大。因此,为节约计算成本,本文采用网格数为35万左右网格进行数值计算。

图2 粉末储箱的结构化六面体网格Fig.2 Structured hexahedral meshing of the powder storage tank
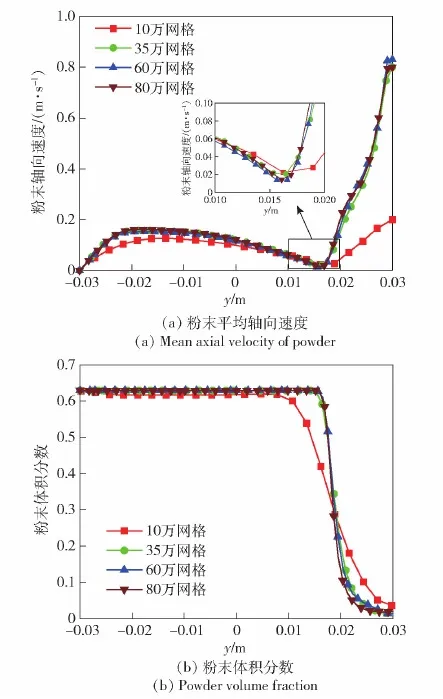
图3 网格无关性验证Fig.3 Grid independency test
2.2 计算模型验证
选用文献[22]中的实验结果对计算模型进行验证,其中对比的物理量为流化压降率。流化压降率是指系统启动前后的压降与单位时间间隔(1 s)的比值,其计算公式为
(25)
式中:p1为初始总压(MPa);p0为终止压强(MPa);Δt为单位时间间隔(s)。
数值计算与实验对比结果如图4所示。由图4可见,计算结果与实验较好地吻合,经计算可知,除第1组测试对比数据外,其余测试对比数据的相对误差均低于12%。从总体上来说,计算精度满足要求。由此认为所选择的双流体模型可以有效地用于不同进气流量对稠密气固两相流动特性的影响研究。
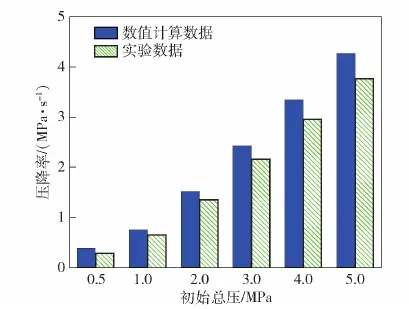
图4 数值计算模型验证Fig.4 Verification of the numerical calculation model
3 计算结果与分析
3.1 气固流型变化特性分析
进气流量的变化会改变气体-粉末和粉末-粉末的相互作用,从而导致不同的流动模式,这些模式对气固流动行为有显著影响。表3给出了中心截面(z=0 m)处不同时刻下的气固流型变化过程。由表3可见:
1) 在t=0.06 s时刻,可区分出两个主要相:气泡相(εp<0.1)和密相粉层(εp>0.5)[24]。其中,气泡相范围主要分布在入口周围,且随着进气流量的增大,逐渐扩展到圆筒段和输送管道内部,并伴随气泡分裂和凝聚过程的发生,这种流动模式在工况6中最为明显。原因是气体动能与进气流量大小相关,当进气流量较大时,气体对粉末的卷吸和拾取能力增强,导致粉末夹杂在气相范围内,不断影响气泡行为。另外,由于气体运动方向与活塞推动粉末的方向相反,使得粉床内部形成较强烈的旋涡结构,粉末被冲击卷起,这也会导致气泡分裂。
2) 在t=0.16 s时刻,锥形段内的气相范围缩减,并不断向粉末储箱内部扩展,这主要因为活塞运动。粉末在活塞推动和自身重力共同作用下,合力方向为右斜下方,此时粉末做斜坡沉降运动,即类似于颗粒在斜坡上滚落而下,导致粉末储箱上部气腔范围增大。另一方面,当活塞以恒定的速度向前推动粉末时,先前形成的气泡空腔将迅速被粉末填充,从而抑制锥形段内气泡的进一步发展。另外,相比前一时刻,不同工况下均出现了范围不一的粉末低浓度区域,原因是气腔形成率与粉末填充率未达到良好地一致性,使得所装填的粉末瞬时浓度未达到致密粉层条件。

表3 中心截面(z=0 m)处瞬时流型随进气流量变化
3) 在t=0.60 s时刻,粉末储箱内气相范围发生了较大变化,工况1中气相范围被粉末完全侵占,形成致密的粉末床层。这主要是因为工况1中气体卷吸输出的粉末量远远小于活塞推送的粉末量,使得粉末填充速率远大于气泡形成速率,导致粉末紧密地填充在粉末储箱内,再加上较低的进气流量对粉末运动做出的贡献较小,极易导致粉末在输送管道内沉降和堵塞。其余工况中气相主要分布在锥形段和圆筒段上部,且分布范围随进气流量增大而增大。另外,能够发现一个有趣的现象,在高进气流量条件下(工况5和工况6),输送管道内能够形成界限较明显的气固两相流动通道,这可以理解为所有工况下的活塞推送粉末量一致,气体卷吸输出粉末量与进气流量呈正比,导致锥形段内粉末堆积量降低,从而为气体流动提供较大空间,由此形成了界限明显地气固两相流动通道。
4) 在t=1.40 s时刻,不同工况下气相范围发生不同程度的增大,能够发现除工况1外,其余工况入口上方出现粉床突起现象,且随着进气流量增大越发明显,这主要是因为向内卷吸气流形成的回流旋涡与上部气体相互冲击,导致粉末被卷吸扬起,而流化气量越大,其相互作用动量越大,故效果越明显。另外,还能发现在工况3~工况6中粉末储箱上方粉末都基本被卷吸输出,形成明显的气固上下分层现象,表明活塞推送的粉末量与流化气卷吸输出的粉末量形成近似动态平衡关系。在t=1.80 s和t=2.10 s时刻,工况1中粉床颜色逐渐变淡,表明固相密度下降,即大量粉末被输出。工况2中粉末储箱上部出现明显的粉末低浓度区域,且该现象随着进气流量增大逐渐消失,表明粉末储箱内粉末量减少和粉末自重的共同作用消除了低进气流量下气泡相与密相粉层之间形成的模糊边界。
由此可以看出,过小或过大的进气流量都不利于气固两相流动的稳定,当进气流量过小(流量比为0.10%)时,气体动能很难克服粉末重力和粉末间阻力作用,此时粉末运动主要依靠活塞的推动作用,而气体作为粉末流动的载体,对粉末产生的卷吸和拖动作用就显得微不足道,势必会降低粉末的流化性能和输出特性。当进气流量过大(流量比为1.25%)时,粉末运动主要依靠气体的卷吸和夹带作用,虽然粉末能够与气体充分接触,但是粉末流动性的增大使得运动无序性也随之增大,同样也不利于维持稳定的气固两相流动状态。
3.2 粉末层分布及面积特性分析
稠密气固两相流动的宏观行为主要体现在气泡和粉末层上,而粉末层的运动行为能够直接影响粉末的流化和输出特性。因此,可以用粉末层面积随时间的变化表示粉末流化稳定性。在本文中,将粉末体积分数εp=0.1定义为粉末层,其瞬时面积分布如图5所示,同时给出了3个时刻下(0.01 s, 0.63 s, 1.38 s)粉末层的空间分布。由图5可以看出,在0~0.4 s时段内,不同工况下均能形成面积峰值,且工况1的面积最小,数值约为42 cm2左右,这是因为在启动阶段,气体对粉末有强烈的扰动作用,导致粉末层面积迅速增加,而工况1中气体的初始动能较小,对粉末的卷吸和扰动作用较小,导致粉末层面积较小。随后,由于活塞的推进作用,及时填补空隙,导致粉末面积急剧减小。随后,在0.4~2.1 s时段内,粉末层面积及其波动程度随进气流量增大而增大。其中,工况1和工况2中粉末层面积近似平稳变化,工况3中粉层面积先下降后上升,反观工况4~工况6中粉层面积先下降、再上升,最后再下降,可以看出在较高的进气流量下,气体动能的增加显著提高了对粉末的夹带和卷吸作用,增大了粉末流动性。另外,图5中所示3个时刻的粉末层空间轮廓图也清晰地显示了较大的进气流量使粉层空间分布显著增大,从而导致粉末层面积差异较大。

图5 粉末层面积及空间分布Fig.5 Area and spatial distribution of powder layers
3.3 气固速度和粉末体积分数特性分析
图6显示了x=0.177 m和x=0.186 m截面处不同进气流量下的气相和固相面平均速度分布。由图6可知,不同轴向位置处的气体和粉末速度分别呈现出相似的分布规律,都是先下降、后上升,其数值大小随进气流量增大而增大,另外,还能看出气体速度总是大于粉末速度,这一现象可以解释为:由于粉末速度是通过粉末和气体之间的动量传递所获得,所有当进气流量较低时,粉末具有较低的速度初始值。随着进气流量的增加,气体动能增大,气体对粉末的动量传递增加,导致粉末速度增加。如图6(c)和图6(d)所示,相比于图6(a)和图6(b),除工况1外,其余工况中的气体和粉末速度出现了大幅度提升,其数值分别增加了近8倍和5倍,表明两相喉道对气体和粉末有明显的加速作用,气固速度的提升有利于快速气固流动结构的形成。
图7给出了x=0.177 m和x=0.186 m截面处不同进气流量下的粉末面平均体积分数随时间的变化曲线及粉末云图分布。由图7可以看出,不同轴向位置处的粉末面平均体积分数曲线分布大同小异。如图7(a)所示,不同工况下粉末面平均体积分数随进气流量增大而降低。在0~0.25 s时段内,粉末面平均体积分数先下降后上升,变化幅度随进气流量增大而增大,主要将其归因于气体的扰动作用。在0.25~2.10 s时段内,所有工况下粉末面平均体积分数均近似直线分布,但数值上存在显著差异。由图7(b)可知,不同时刻下粉末低浓度区域和气相作用范围主要集中在输送管道上部,且进气流量越大,此现象越明显,表明高进气流量下,输送管道上部的粉末受到气体的扰动作用较大,此时粉末在气体夹带和卷吸作用下弥散在气相范围内,形成稀相粉层(即图中的粉末低浓度区域)。另外,粉末在重力作用下极易在输送管道底部堆积,导致不同进气流量下输送管道底部处粉末浓度相当,此时粉末面平均体积分数的不同主要由输送管道上部粉末量决定,当气相通道增大时固相通道就会缩减,导致不同进气流量下粉末面平均体积分数差异的主要原因。
另外,结合流型变化(见表3)分析可知,工况1中气体卷吸输出的粉末量远远小于活塞推送的粉末量,使得粉末紧密填充在粉末储箱内,虽然达到了高装填率要求,但由于进气流量较小,很难使粉末充分流态化,极易导致粉末在水平管道内沉积和堵塞,使得粉末体积分数变化不明显。随着进气流量的增大,气体动能也随之增大,能够克服粉末-粉末间阻力作用流入粉层,为粉末流化和流出提供充足的流动环境,此时,粉末运动行为改变,引起不同的气固分布现象。
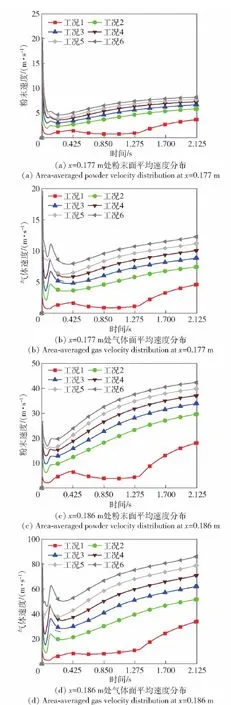
图6 不同轴向截面位置的固相和气相速度分布Fig.6 Velocity distribution for solid and gas phases at different axial positions
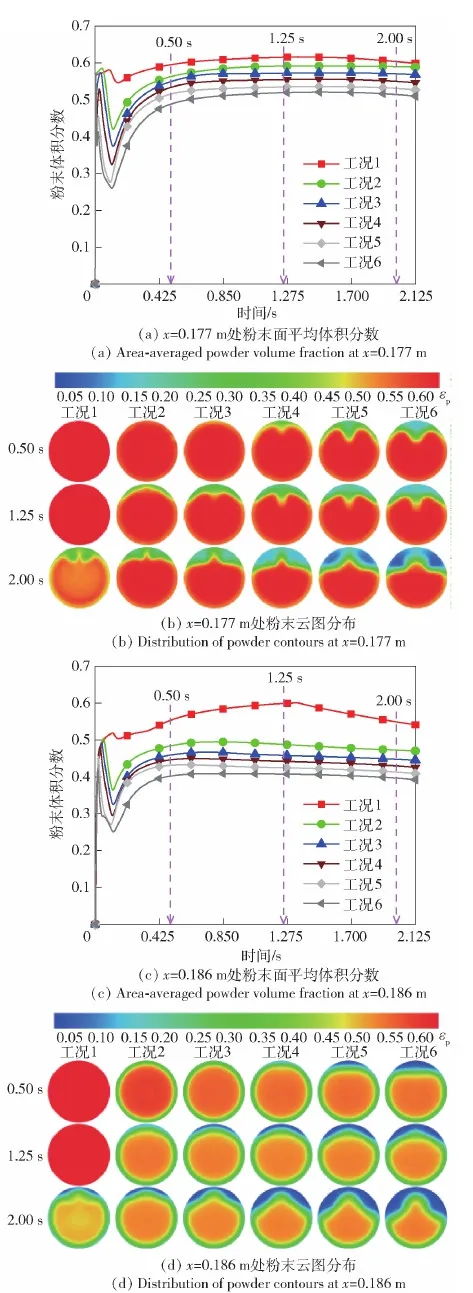
图7 粉末体积分数变化和粉末云图分布Fig.7 Powder volume fraction variation and powder contour distribution
在图7(c)中,相比x=0.177 m截面,不同工况下粉末面平均体积分数下降了16.7%左右,但仍呈现出随进气流量增大而减低的分布趋势。主要原因是两相喉道对气相和固相具有加速效应,降低了粉末堆积和滞留的可能性。另外,从图7(d)中还能看出,两相喉道处粉末低浓度区域消失,先前(在x=0.177 m截面处)弥散在气相范围内的零星粉末在加速作用下输出粉末储箱,形成了界限清晰的气固分界面,表明两相喉道的存在对于形成明显的气固分层现象具有一定的促进作用。
3.4 拟颗粒温度特性分析
在双流体模型计算方法中,拟颗粒温度能够表征出固相的脉动强弱[22]。图8显示了不同时刻中心轴线上(x轴范围为[0.156 m, 0.194 m])的拟颗粒温度分布对比。由图8可以看出,不同工况下的拟颗粒温度分布均呈现明显的峰值现象。如图8(a)中所示,不同工况下的拟颗粒温度峰值分布迥异,但都主要发生在两相喉道附近。工况1中峰值及其分布范围都高于其余工况,这是因为在两相喷管收缩段处,粉末流动区域收缩,增加了粉末间的碰撞频率,导致粉末脉动增强,从而形成了拟颗粒温度峰值。另外,由于工况1中粉末的高密度填充使得拟颗粒温度峰值分布范围较广。紧接着,在x=0.189 m处,工况2中拟颗粒温度明显高于其余工况,这是因为表3中的两相喷管扩张段仍然表现出粉末高浓度分布,此时粉末间距较短,再加上喉道的加速效应,粉末脉动会继续增大,导致拟颗粒温度再次发生突增。在图8(b)中,不同进气流量条件下的拟颗粒温度分布相似,但在最大峰值处工况2和工况3的数值相对较低,表明粉末脉动相对较弱。

图8 不同时刻下拟颗粒温度分布Fig.8 Granular temperature distribution at different times
此外,还能发现一个有趣的现象,在拟颗粒温度峰值分布范围外,其余x轴位置处的拟颗粒温度呈现重合趋势,表明进气流量的变化对此处的拟颗粒温度无显著影响。这一现象同时也说明,在两相喉道处形成的拟颗粒温度峰值,其大小与进气流量相关,在后续的分析讨论中可以缩短轴向研究范围,为进一步提高研究效率提供了较好地方法。
3.5 粉末输出特性分析
对于粉末供给系统,出口粉末质量流量是十分关键的研究参数之一,它能够直观地反映出进气流量变化产生的影响。图9为不同进气流量下的出口瞬时粉末质量流量分布。图9中所示的粉末流量随时间波动现象与之前开窗拍摄实验[21]和粉末质量流量测量实验[25]结果相似,表明粉末输出流量振荡是实际存在的。为便于分析瞬时粉末流量变化,将供粉过程分为前期、中期和后期3个阶段,可以看出不同进气流量下3个阶段的持续时间不同。在供粉前期,不同工况下瞬时粉末流量曲线波动较大,但均呈现出上升的趋势,表明此阶段内喷射出大量粉末。在供粉中期,工况1中出现粉末流量突增和骤降现象,而其余工况中粉末流量平稳输出,且平稳期随进气流量增大而缩短。在供粉后期,粉末输出流量降低,且进气流量越大,下降期越长,下降幅度越大。
为定量得出不同进气流量下出口粉末流量的波动程度,引入均方差进行分析。出口流量均方差能够表征流量波动偏离平均值的程度,可用数学表达式(式(26)~式(28))表示:
(26)
(27)
(28)

图10为不同工况的出口粉末流量在供粉中后期的均方差分布。由图10可知,工况1的均方差最大,对应数值为0.126 kg/s,其余工况的均方差随进气流量增大而增大,但数值远小于工况1。针对工况1,在粉末流量突增前,瞬时输出粉末量始终低于其余工况,主要由于进气流量太低,粉末无法充分实现流态化,使得气体对粉末的动量传递减弱,降低了粉末的流化性能,导致粉末在输出过程中不断堆积并出现堵塞现象,但活塞始终向前推送粉末,迫使粉末不断向出口运动。由于粉末的沉积,致使其运动速度降低,当堆积的粉末无法抵抗活塞推动作用时,出口就会发生突喷现象,从而导致均方差较大。
对于工况3~工况6,粉末流量虽然没有发生明显的突增,但是存在骤降阶段,且下降速度随进气流量增大而增大,表明在整个供粉过程中,粉末输出是不稳定的。一方面由于在0~0.13 s时段内,不稳定喷出部分粉末,导致粉末储箱内粉末量降低;另一方面,流化气夹带输出的粉末量远大于活塞推送粉末量,二者之间未达到很好的匹配关系,使得粉末缺额现象无法及时消除;再者就是上升的进气流量提高了气固两相之间的能量传递和动量交换,使得粉末获得更多的能量和移动空间,成功改变了气体-粉末和粉末-粉末之间的相互作用,导致快速气固流动结构的形成。
图11为在供粉中后期不同工况的出口平均粉末流量与理论流量对比。由图11可以看出,工况2~工况6中的平均流量均大于理论流量,且随着进气流量的增大,平均流量越接近理论流量。
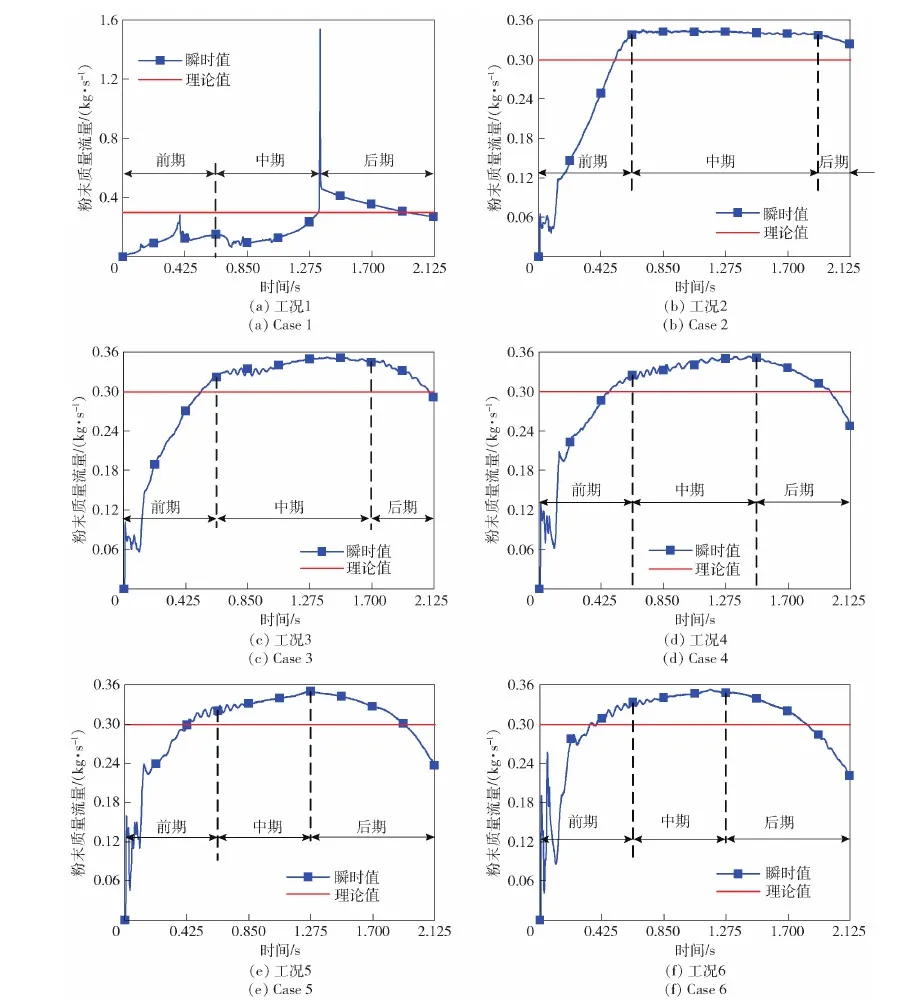
图9 出口粉末流量随时间的变化规律Fig.9 Variation of outlet powder flow rate with time

图10 出口粉末流量均方差对比Fig.10 Comparison of standard deviations of outlet powder flow rates

图11 出口平均粉末流量与理论值对比Fig.11 Comparison of average powder flow rates at the outlet with the theoretical values
另外,为了更直观地观察进气流量与出口粉末流量的关系,引入固体-气体(简称固气)比msg,其定义为出口粉末流量平均值与进气流量平均值的比值,数学表达式如式(29)所示:
(29)

图12为不同工况中固气比的数值计算值与理论值对比。由图12可知,工况1中的数值计算值与理论值差值较大,而工况2~工况6中的差值相对较小。

图12 不同工况的固气比分布Fig.12 Solid-gas ratio distribution under different cases
为了更清晰地得出不同进气流量对固气比的影响规律,引入相对误差RE,其数学表达式为
(30)
式中:mS为固气比的数值计算值;mT为固气比的理论值。
图13给出了不同工况中固气比的数值计算值与理论值的相对误差对比结果。由图13可明显看出,当流量比为0.33%时(即工况2),固气比的相对误差最小,表明该进气流量下的粉末输出性能较好。

图13 不同工况中固气比的相对误差对比Fig.13 Comparison of relative errors of solid-gas ratio under different cases
综合分析输出粉末流量特性可知,进气流量对出口粉末流量影响很大,其中工况2的粉末输出性能较好,这就可以理解为当进气流量处于某一范围时,流量曲线波动程度能够得到改善。另外,由于进气流量由理论粉末流量的百分比给出,可认为在实际工程应用中不同的理论粉末流量所对应的最佳进气流量不同。因此,可通过实验测试方法,建立理论粉末流量与进气流量之间的最佳匹配关系数据库,由此确定进气流量的选择。
3.6 粉末储箱内压力特性分析
为研究粉末储箱内压力特性,将压力监测点设置在x=0.151 m、y=0.028 m和z=0 m的空间位置。图14显示了不同工况在该监测点下测得的压力-时间曲线分布。由图14可以明显看出,工况1中压力先大幅度跃升至3.7 MPa,随后骤降至 1.3 MPa,其余工况中压力也是先升高后降低,但变化幅度相对平缓,形成的压力峰值随进气流量增加而增加,峰值对应时间随进气流量增加而提前。

图14 不同工况粉末储箱内压力随时间的变化规律Fig.14 Variation of pressure in the tank with time under different cases
为详细说明压力变化过程,图15给出了出口气体流量随时间的变化过程。针对工况1,在 0~1.36 s 时段内,气体输出流量几乎为0 g/s,由于粉末的致密堆积和阻塞状态,使得气体很难流出粉末储箱,此时进气总流量远大于出气总流量,导致粉末储箱内压力急剧上升。在1.36~2.10 s时段内,气体流量急剧上升,随后下降,这是因为图9中的粉末大量喷出粉末储箱后,气体也顺势流出,由之前的固相流动变为气固两相流动,此时进气总流量小于出气总流量,导致粉末储箱内压力下降。另外,从图15中还能看出工况2~工况6中气体输出流量随进气流量增大而增大,此时高进气流量条件下的进气总流量与出气总流量差值大于低进气流量下差值,使得压力率先达到峰值,但是随着粉末储箱内粉末量的减少,气体空腔逐渐增大,且输出量增多,此时进气总流量小于出气总流量,具体表现在粉末储箱内压力的下降上。
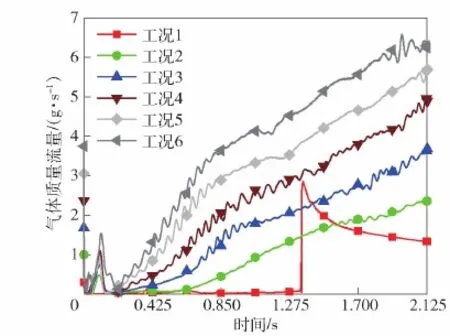
图15 出口气体流量随时间的变化规律Fig.15 Variation of outlet gas flow rate with time
4 结论
本文设计了一种活塞作用下内置进气通道式粉末供给装置,基于TFM,数值计算并分析了进气流量对粉末流化和输送特性的影响规律。得出以下主要结论:
1) 气体对粉末的作用区域主要集中在入口上部,随着进气流量的增大,气相作用范围增大,粉末床高度下降,能够较快地形成界限清晰的气固分界面。
2) 粉末层(εp=0.1)面积随进气流量的增大而增大。锥形收敛段头部位置和两相喉道位置处的气固两相速度随进气流量增大而增大,粉末面平均体积分数随进气流量增大而降低。不同进气流量条件下,在两相喉道附近均会形成拟颗粒温度峰值。
3) 输出粉末流量规律随进气流量的变化不尽相同。当进气流量较小时(流量比为0.10%),出口粉末流量会发生骤升和骤降现象,随着进气流量的增大,此现象消失。当流量比为0.33%~1.25%时,出口粉末流量稳定期随进气流量增大而缩短,粉末流量下降期随进气流量增大而延长。其中,当流量比为0.33%时,整体粉末流量波动较小。在后续研究中,通过实验方法建立进气流量与理论粉末流量之间的匹配关系数据库,进一步提升粉末流化和输送稳定性能。
4) 当进气流量较小时(流量比为0.10%),粉末储箱内压力上升和下降幅度较大。当流量比为0.33%~1.25%时,粉末储箱内压力随进气流量增大而增大。其中,当流量比为0.33%时,粉末储箱内压力存在较长的稳定期,更有利于粉末的稳定输送。
