基于TeamCenter装配结构化工艺文件的探索与实践
2023-10-25谢永周雷晓珍
刘 彪,屈 琦,谢永周,雷晓珍,高 卓
(西安航天精密机电研究所,西安 710100)
0 引 言
当前,数字化制造正逐步替代传统制造,规模化生产向标准化制造转变,随着企业制造模式的转型,在重构产研模式、支撑常规与应急能力兼容生产模式的背景下,深挖数字化协同变革内生动力,研究柔性脉冲式生产管理模式,优化作业细节,推进标准化、数字化和柔性化生产。在新形势下,制造模式的转型对工艺思想也提出了相应的转型,要求工艺制造转型,编制标准化生产用TeamCenter结构化工艺,提高操作人员快速解码能力,逐步消除人员技能差异,并满足单件及不同批量模式生产,实现最经济生产模式,促进高效率完成任务[1]。
1 结构化工艺文件编制背景
装调是产品整个生命周期中一个非常重要的环节,产品的可装配性及装配质量将直接影响着产品的成本和使用性能。在机电产品的研制和生产中,装调时间约占成品制造时间的50%以上。同时产品装调依靠的手工劳动量大且费用高,此外还和装调人员的熟练程度有直接关系。因此,用数字化手段来提高装配生产率和可靠性具有重要意义。我们启动数字设计制造一体化工程,开发了基于TeamCenter系统的结构化工艺管理平台,如图1所示。
TeamCenter结构化工艺管理平台有设计工艺协同、产品工艺规划、装配工艺设计、零件工艺设计、工艺资源管理、工艺基础管理、集成管理共7大类业务板块,21个业务场景。通过工艺知识库的建设,形成工艺资源库、工艺标准规范库、工艺通用模板库等,为后期的结构化工艺文件编制提供坚实的基础。
2 数字结构化工艺的核心涵义
工艺文件应将设计文件规定的要求直接转化到工艺文件中,在不改变最终设计指标的前提下,工艺设计时应对设计指标进行分解,确定各工序的工艺指标。如对设计技术条件、调试说明规定要求,在工艺文件中相应的工序或工步进行细化或内控。此外,装配工艺文件中的每一个工步,应绘制工艺附图(三维或二维),在工艺附图上详细标注装配参数,如工艺基准、配合尺寸、装夹定位、检测数据等。调测工艺文化应绘制产品调试、测试连线图,明确产品调试设备与产品的放置与电气连接要求。因此,数字结构化工艺的核心是基于多学科技术综合应用的工艺设计技术研究,以提升操作人员对工艺文件的快速解码能力,最终提高操作人员的生产效率和产品质量。
3 装配结构化工艺总体介绍
某型号高温轻质机构是为某航空发动机作动装置的主要部件,工作温度250 ℃,耐温性能好,主要由机壳、端盖、齿轮、滚珠丝杠、电位计以及高温电机组成。由于产品零部组件间配合间隙多,要求高,产品装配环节的质量对整机性能影响较大,因此,以该型号产品为例,开展基于数字结构化工艺文件的编制探索与实践,具有典型的指导意义。
3.1 高温轻质机构装配工艺文件框架
结构化工艺文件框架主要分工艺流程和工序制造资源两部分,工艺流程框架如图2所示,工序制造资源示例如图3所示。

图2 工艺流程框架示例
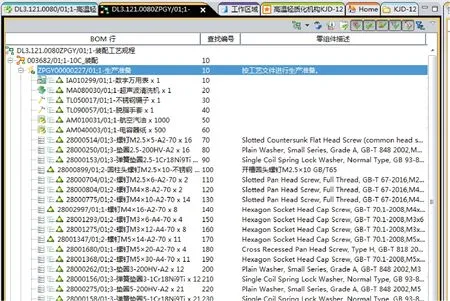
图3 工序制造资源示例
在各工序下构建装配资源框架,将设备、仪器、工装、工具、标准件及生产辅料按需求添加在工序流程树下,形成工艺装配资源框架,推动工艺由文档化向结构化、参数化转变。
TeamCenter结构化管理平台中制造资源都是具有属性的,如图4所示。制造资源的日常使用方式可分为按属性值检索和列表两种方式。随着工艺知识的积累,典型零件工艺库中的零件工艺数量一定是递增的。典型零件工艺作为制造资源的一部分,也应配置相应的属性方便日常使用,在编制工艺文件中,工序制造资源的选取速度大大提高。
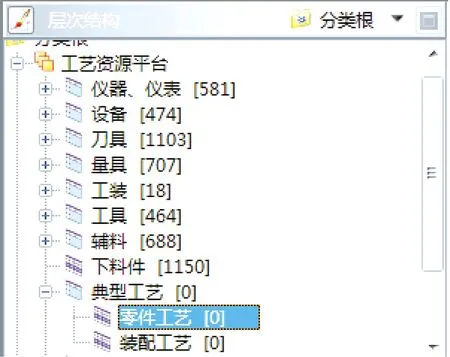
图4 制造资源库及属性示例
3.2 高温轻质机构装配工艺文件组成部分
高温轻质机构装配工艺文件主要由以下几部分组成,包含过程卡、通用技术要求、工艺流程图、制造资源明细表、装配工序卡以及电气装配导线表等,如图5所示。
4 装配结构化工艺编制方法及介绍
4.1 通用技术要求内容介绍
高温轻质机构装配工艺文件在编制通用技术要求时,增加了原创的通用标识,例如工艺助手标识、三色柱标识、标准标识、禁限用工艺标识、防静电标识以及安全标识等,在后续的工艺流程图及装配工序卡相关位置进行标注,以提醒操作人员注意,通用技术要求部分内容如图6所示。
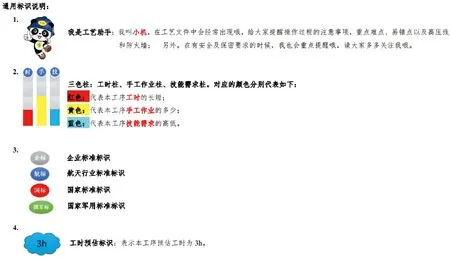
图6 部分通用技术要求—原创标识
此外,通用技术要求对产品进行了简单的介绍,并从产品外观及保密等方面进行了提醒;对于上位机测试软件,从软件操作图示说明和工艺控制点即软件版本号进行了提醒,如图7所示。
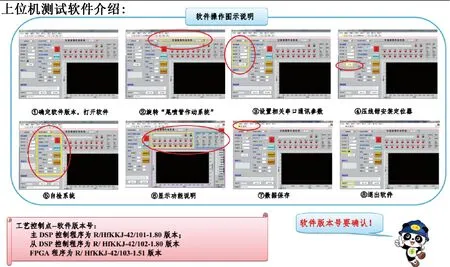
图7 部分通用技术要求—产品及上位机测试软件介绍
4.2 工艺流程图内容介绍
如图8所示,高温轻质机构装配工艺文件在编制工艺流程图时,在原有工序流程图的基础上,增加了三色柱、工时预估、检验标识等。其中每道工序的三色柱都是不同的,根据工序内容,制作出特定的工时柱、手工作业柱以及技能需求柱,并用不同的颜色进行标注,以提醒调度人员合理安排生产任务。
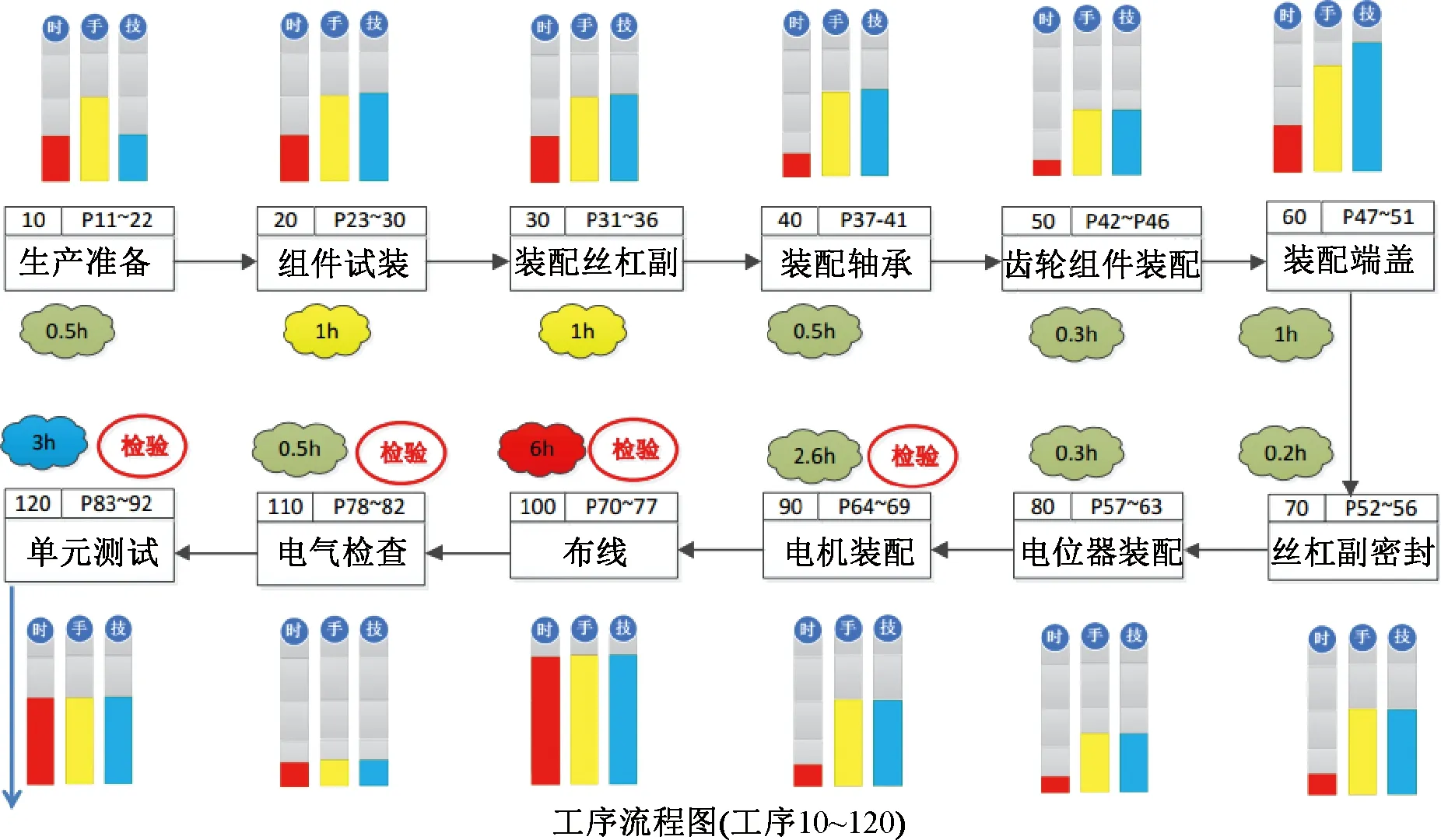
图8 工艺流程图介绍
4.3 装配工序卡内容介绍
高温轻质机构装配工艺文件在编制工艺装配工序卡时,在标准栏中,将与本工序相关的标准内容进行展示,让操作人员明确本道工序的操作标准要求及具体内容,确定操作“标尺”。如图9所示,装配工序卡还包含具体的装配工艺要求及操作附图,并在附图中增加 “工艺量化点”、“工艺控制点”、“三维图解”以及“操作顺口溜”等,通过多维度方法使装配工序卡内容充实、图示清晰、易于识别,并吸引操作人员注意,达到内容充分展示,使沉闷的文件变得活泼,操作人员更加愿意去读工艺文件,从而更好地完成装配工作。

图9 装配工序卡介绍——“工艺量化点”等
4.4 装配工序卡特色介绍
高温轻质机构装配工艺文件在编制工艺装配工序卡时,针对操作过程中的安全、保密、高压线、防火墙、禁限用工艺及易错点等事项通过原创标识等在装配工序卡中进行穿插说明,在相关工序涉及时,在附图位置进行标识,如图10所示。在测试时增加了“当心触电”标识,在高温试验时增加了“必须戴防护手套”及“注意高温”标识,以醒目的方式提醒操作人员注意。

图10 装配工序卡介绍——“操作顺口溜”等
5 基于TeamCenter装配结构化工艺文件编制的思考
5.1 结构化工艺文件实现工艺编制协同
目前,工艺编制采用两级工艺方式,但在实际操作中,工艺技术处编制的第一级工艺路线仅用于指导设计蓝图的下发;主制车间在实际工艺编制中,又将第一级工艺重复编写一次。另外,目前CAPP系统不支持工艺编制内部协同,造成第二级工艺,主制车间与承制车间各自编写的情况,不能通过CAPP系统直接提取第二级工艺路线,且工序不能独立编制,工艺员无法协同工作。
TeamCenter结构化工艺支持多级工艺编制,并支持独立的子工艺/工序并行编制;通过与我们需求沟通,建议采用两级工艺编制方式,由工艺技术处完成第一级车间流转工艺路线,再由各车间完成各自工序编制。两级工艺编制如图11所示。
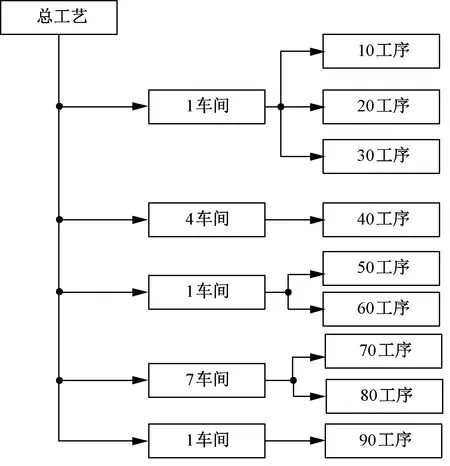
图11 两级工艺编制流程图
采用以上方式,在第一级工艺路线规划中,通过流程会签方式可完成工艺技术处与车间的协同,以及车间与车间之间的协同;在第二级工序内容编制中又可以实现车间内,或者专业内部并行工作,提升工作效率。
5.2 设计、工艺业务协同探索
目前,工艺设计人员反映最大的问题是与设计业务的协同;主要表现在数据协同方面。设计、工艺未能在同一平台进行数据管理,工艺不能够直接获取设计信息;如设计BOM、设计图纸,造成大量的重复劳动。工艺员普遍期望能够直接得到设计数据,如EBOM,设计模型,以便快速转换形成PBOM,或者通过设计模型快速进行工艺模型的设计。以上问题,可通过在TeamCenter统一平台实现。目前设计已通过TeamCenter进行管理,未来可在同一平台通过统一的流程管理,实现设计图纸的工艺性审查,并通过开放浏览权限,项目组内工艺人员实时了解设计进度,在设计阶段提前介入,预留充足的工艺准备期;另外,通过统一的变更流程,实现设计变更推送到工艺,规范设计、工艺变更流程。通过给予工艺员设计图纸的浏览,下载权限,使其能够基于设计模型快速形成工艺模型(工艺简图、模具图等),从而进一步提高结构化工艺文件的编制效率。
6 结 语
本文基于TeamCenter结构化工艺管理平台,以装配结构化工艺文件为切入点,对结构化工艺编制的编制背景、核心涵义进行了介绍。通过某型号高温轻质机构的装配工艺文件的案例,从数字结构化工艺总体介绍到具体编制方法及特色介绍,再到结构化工艺文件编制的思考,展望了基于TeamCenter结构化工艺管理平台结构化工艺文件的前景,通过优化和推广,逐步提高操作人员快速解码能力,逐步消除人员技能差异,并满足单件及不同批量模式生产,实现最经济生产模式,促进高效率完成任务。
