基于谱图小波阈值的机床主轴振动数字信号降噪研究*
2023-10-24张新文周苗苗李金辉
张新文 周苗苗 李金辉
(①河南交通职业技术学院汽车学院,河南 郑州 450005;②郑州旅游职业学院机电工程学院,河南 郑州451464;③河南科技大学车辆与交通学院,河南 洛阳 471003)
数字信号已经成为工业领域智能化应用的关键因素之一,可以通过数控机床运行过程中数据特征采集来监测其加工控制性能、部件磨损程度、故障特征分析和误差测定等指标[1-3]。但在采集与传输数字信号期间,实际测试数据会受到仪器、环境条件与人为操作的综合作用,导致采集获得的实际信号存在噪声成分,无法根据信号特征判断机床实际运行状况[4-5]。这就要求进行特征参数提取并对信号实施降噪分析。
进行数字信号处理时,需要将数据由初始域映射至其余域,目前已经形成了离散傅里叶转换(DFT)、变分模态分解(VMD)、希尔伯特转换(HT)、小波转换(WT)等多种方法[6-8]。随着研究的深入,还有学者对谱图小波转换(SGWT)开展了深入探讨,与加权图信号傅里叶转换过程相近,利用谱图理论以及经典小波转换的方法,再结合频谱特征进行分解得到特定频率范围子带,从而保证在谱图域内完成图信号分析的功能[9-12]。Deutsch S等[13]在谱图小波转换基础上设计了一种光滑流形降噪技术,可以保留总积累能量比阈值更高的低频尺度与谱图小波系数,再将剩余高频谱图小波系数去除后,达到二维图像降噪效果。王林等[14]开发了一种通过谱图小波转换方法实现的图像压缩编码算法,能够在高压缩比条件下形成精细重构图像。进行三维实体应用时,Masoumi M 等[15]以谱图小波转换方法构建得到评价三维模型特征的框架,可以分别完成三维模型局部与全局特征的捕捉控制,由此完成三维实体外形的准确检索。胡玲等[16]在构建模型过程中加入谱图小波转换方法,建立了模型分辨系统,完成多种外形的精确分辨并获得优异鲁棒性。
根据以上分析可知,谱图小波转换对于平面图像数据处理领域都发挥了重要作用。本文根据谱图小波转换理论与实际应用过程,构建了一种可以对一维数字信号进行分析的谱图小波阈值降噪(SWTD)算法,再通过仿真信号与机床主轴振动信号降噪的方式验证了谱图小波阈值降噪可靠性。
1 谱图小波阈值降噪方法
1.1 基于谱图理论
完成一维数字信号的定义后得到路图信号,将一维数字信号时序性与路图序列进行匹配后,确保信号时间序列与路图节点相匹配。
采用Gauss 权值函数确定路图信号节点权值,再利用谱图理论建立对角矩阵D、邻接矩阵W、拉普拉斯矩阵L,使一维数字信号信息存储至路图信号矩阵内。路图信号具备简单结构,邻接矩阵W与拉普拉斯矩阵L属于一种简单形式,在邻接矩阵W中数值只存在于次对角部位,其余元素取值都是0;拉普拉斯矩阵L只有主对角与次对角元素有值,剩余各元素都是0。
小波核g属于接近原点区域的一元幂,当x增大后会引起幂律减小的结果,存在g(0) = 0。本次采用三次样条谱图小波核进行谱图小波转换,建立下述表达式:
式中:尺度t取决于拉普拉斯特征值上限、谱图小波转换参数K与分解层数J。设定拉普拉斯特征下限λmin=λmax/K,可以确定最大尺度t1= 2/λmin,最小尺度tm=1/λmax,符合对数等差分布规律。
1.2 阈值及阈值函数选取
选择合理阈值可以实现有效降噪,但有用信号也会被判断成噪声而去除;对含有较少高频信息的信号实现良好降噪性能,能够提取微弱信号。在分析特定信号的过程中应先对信号分布频率进行理论分析,由此确定合适阈值。本研究中机床主轴振动信号基本都属于低频段,阈值κ计算以下表达式:
式中:N代表尺度tj子带谱图小波系数的数量;σj代表第j子带中的噪声标准差,根据式(4)进行估计。
式中:dj(k)代表第j子带第k个谱图小波系数;0.65 代表数据分布参数。
利用特定阈值函数来实现谱图小波系数处理的功能,包含硬阈值与软阈值两种函数表达式,建立式(5)和式(6)。
式(5)和式(6)中,wjk表示最初确定的谱图小波系数,w¯jk表示采用阈值函数进行处理得到的谱图小波系数。
软阈值函数属于一种连续函数,未出现跳跃点,处理得到了更加连续的谱图小波系数,重构信号也没有出现附加振荡,可以实现良好平滑性。本研究以软阈值函数进行处理。
1.3 谱图小波阈值降噪流程
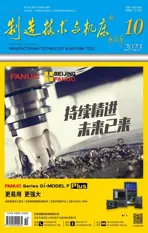
图1 所示为谱图小波阈值降噪流程[10]。
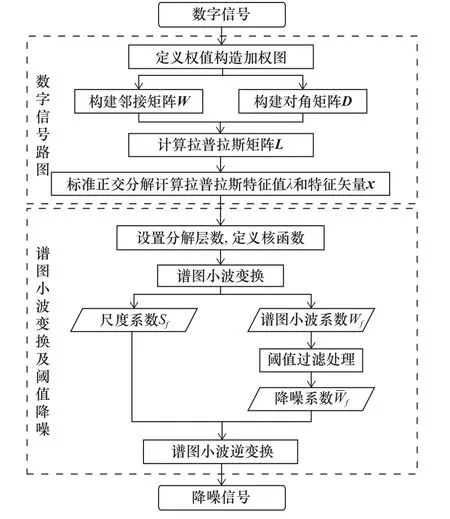
图1 谱图小波阈值降噪算法流程图
(1)在路图上定义一维数字信号,之后建立加权图G,再以权值函数构建邻接矩阵W与对角矩阵D,设置拉普拉斯矩阵L=D-W,之后计算其特征值λ与特征矢量x。
(2)确定分解层数后,综合运用谱图小波核与尺度函数核,并通过SGWT 完成谱图信号的小波转换,从而计算出尺度系数Sf与谱图小波系数Wf。
(3)获得低通频率尺度系数后,再对谱图小波系数子带阈值σj进行计算,之后通过阈值函数实现谱图小波系数的过滤。||wjk≥σj情况下,则通过阈值函数实施处理;反之将其取值设定为0。
(4)对步骤(3)确定的尺度系数与谱图小波系数开展谱图小波逆转换获得降噪信号。
综合考虑可以发现,本文先通过尺度函数获取低频信息再将其保存至尺度参数中,接着以阈值对存在少量低频信息与大量高频数据的谱图小波系数实施过滤。谱图小波系数中只存在较低比例的低频参数,大部分都是由噪声构成,进行估计可以获得很高的噪声标准差准确率,确保得到精确阈值计算结果,达到充分去除噪声的效果。但在经典小波转换过程中,有用信息与噪声在小波系数中呈现混合状态,对阈值过滤的标准差估计值产生共同作用。在高频小波系数子带中,噪声处于主导地位,可以完成噪声标准差的精确估计;而在低频小波系数子带中,有用信息占据主导地位,不能对噪声标准差进行准确估计。如果噪声标准差过大,则会导致其中有用信息也被大量去除;否则,会造成降噪程度偏低的情况。与常规小波阈值降噪方法相比,采用本文方法在理论层面具备更大优势。而且还可以发现,采用本文方法可见处理时是针对谱图域中谱图小波系数直接完成一次性数据过滤,不用进行迭代计算,可以实现更高的处理效率。
2 工程应用
2.1 机床主轴振动信号采集
为验证采用本文方法可以满足有效降噪的目标,选择某Y38A 型汽车传动件用滚齿机加工机床主轴振动信号进行测试。得到表1 与表2 的滚齿机加工信息,图2 所示为振动信号采集系统的仪器分布情况。将PCB 加速度测试仪安装于机床主轴支座处,以10 000 Hz 的频率采集获得z向振动频率。振动信号通过加速度传感器与信号调节仪传输到记录仪内,由此确定振动信号的时域波形。滚齿加工属于一种断续切削的状态,由此得到具有周期性特征的非线性机床主轴振动信号,具体如图3 所示。

表1 工件基本参数
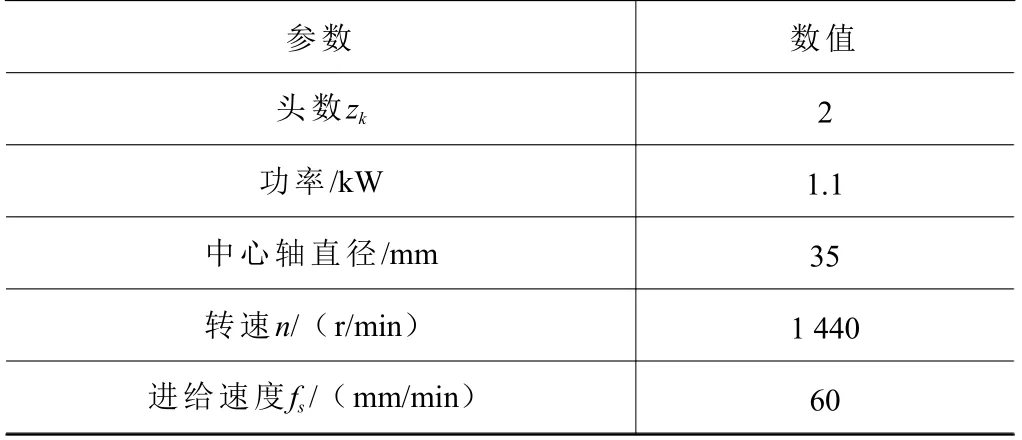
表2 机床基本参数
图2 振动信号采集系统仪器布置
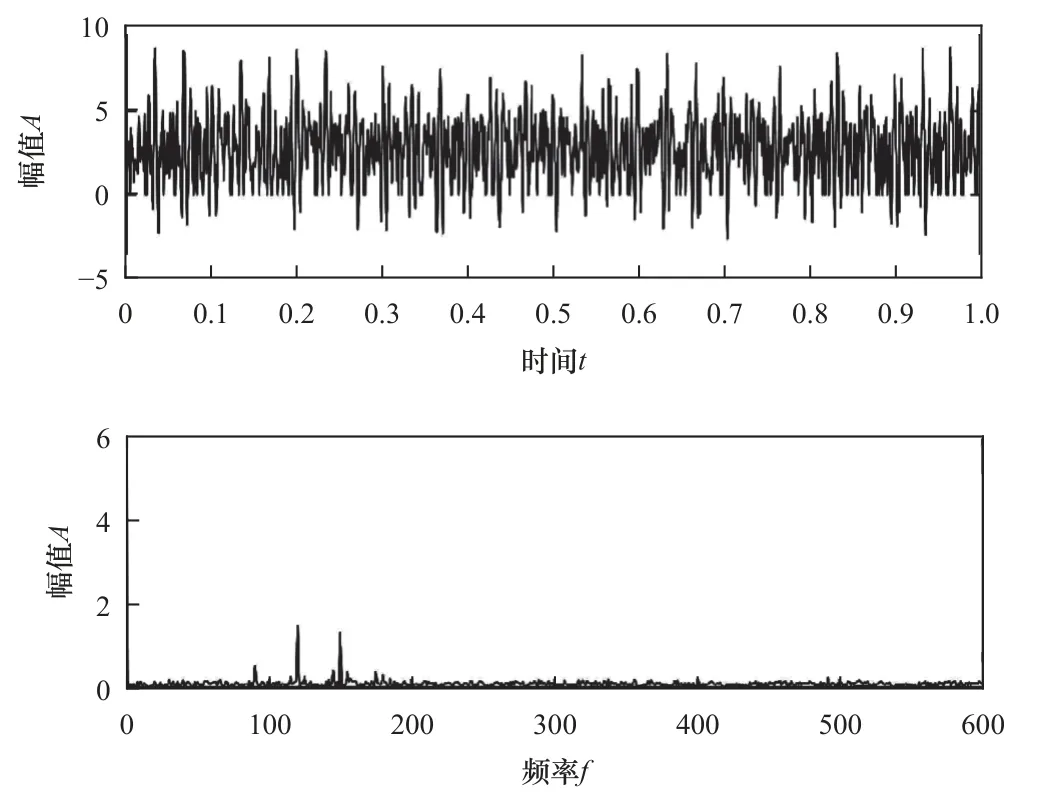
图3 机床主轴振动信号
2.2 信号包络谱分析
包络谱算法是先完成信号的Hilbert 转换处理再对其实施FFT 转换,由此确定包络谱,可以非常高效将复杂信号内获取有用数据。主轴包络谱内包含的主要有用频率为自转频率与滚切频率。表3 给出了主轴的自转频率与倍频数据。表4 为滚切频率与倍频参数。
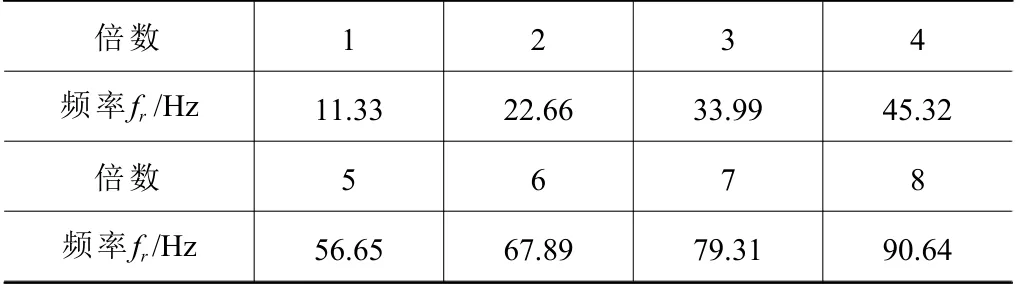
表3 主轴自转频率及其倍频
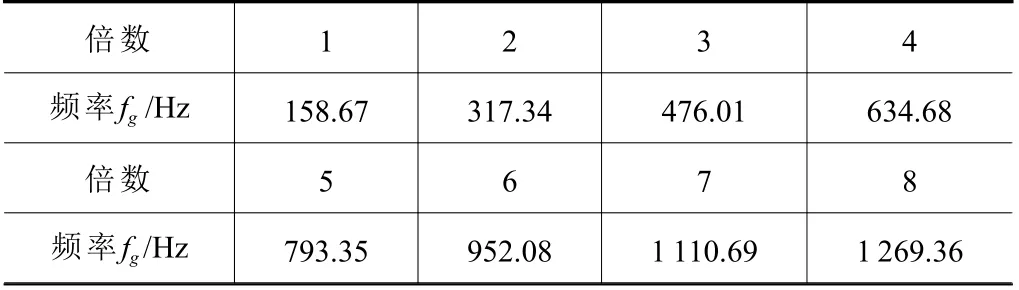
表4 滚切频率及其倍频
根据表3 与表4 的理论分析可知,机床主轴振动信号包含的有用频率基本都处于400 Hz 范围内的低频区。接着对实测机床主轴振动信号开展包络谱处理,得到图4 中的包络谱信息以及图5 中的分解图。综合分析图4 和图5 可以发现,实际测定的机床主轴振动信号频率和理论计算结果相符,可以推断超过400 Hz 的高频段信号以噪声为主,基本都是分布于400~1 000 Hz 频率区内。可以将降噪过程理解为去除400 Hz 以上频率段的信号。

图4 机床主轴振动信号过滤包络谱

图5 机床主轴振动信号分解图
2.3 信号降噪结果分析
利用3 层谱图小波方法实现机床主轴信号的转换处理后,再以阈值数据过滤谱图小波系数。由于滚齿加工过程具有断续切削的特点,位于机床主轴振动信号间的信号以噪声为主。与经典小波阈值降噪方法进行比较,其中小波阈值降噪(wavelet threshold denoising,WTD),小波阈值收缩降噪(wavelet threshold shrinkage denoising, WTSD),小波包软阈值降噪(wavelet packet soft-threshold denoising, WPSD)。图6 给出了以本文方法和经典时形成的时域图。对比图6a 和图6b~图6d 可以发现,位于SWTD 降噪周期中的过渡信号发生了显著减弱,与初始信号发生周期性持续增强相比,更突出滚齿加工过程的断续切削特征。在加工阶段保持恒定的切削参数,机床对齿轮进行切削时周期性交变冲击载荷也处于恒定状态,由此形成稳定的振动响应,也可以根据图3 初始主轴振动信号进行判断。完成降噪后,SWTD 降噪信号形成了稳定幅值,已经接近初始信号;WTD、WTSD 与WPSD 降噪信号则发生了幅值的大幅波动,造成时域数据丢失的结果,将其标注于图6b~图6d 的椭圆区域内。SWTD 降噪信号可以获得4.03 dB 的信噪比,相对WTD、WTSD 与WPSD 具备更高信噪比。根据以上分析可知,采用本文方法有效去除机床主轴振动信号噪声,相对图6b~图6d 中的经典小波阈值具备更优降噪性能。
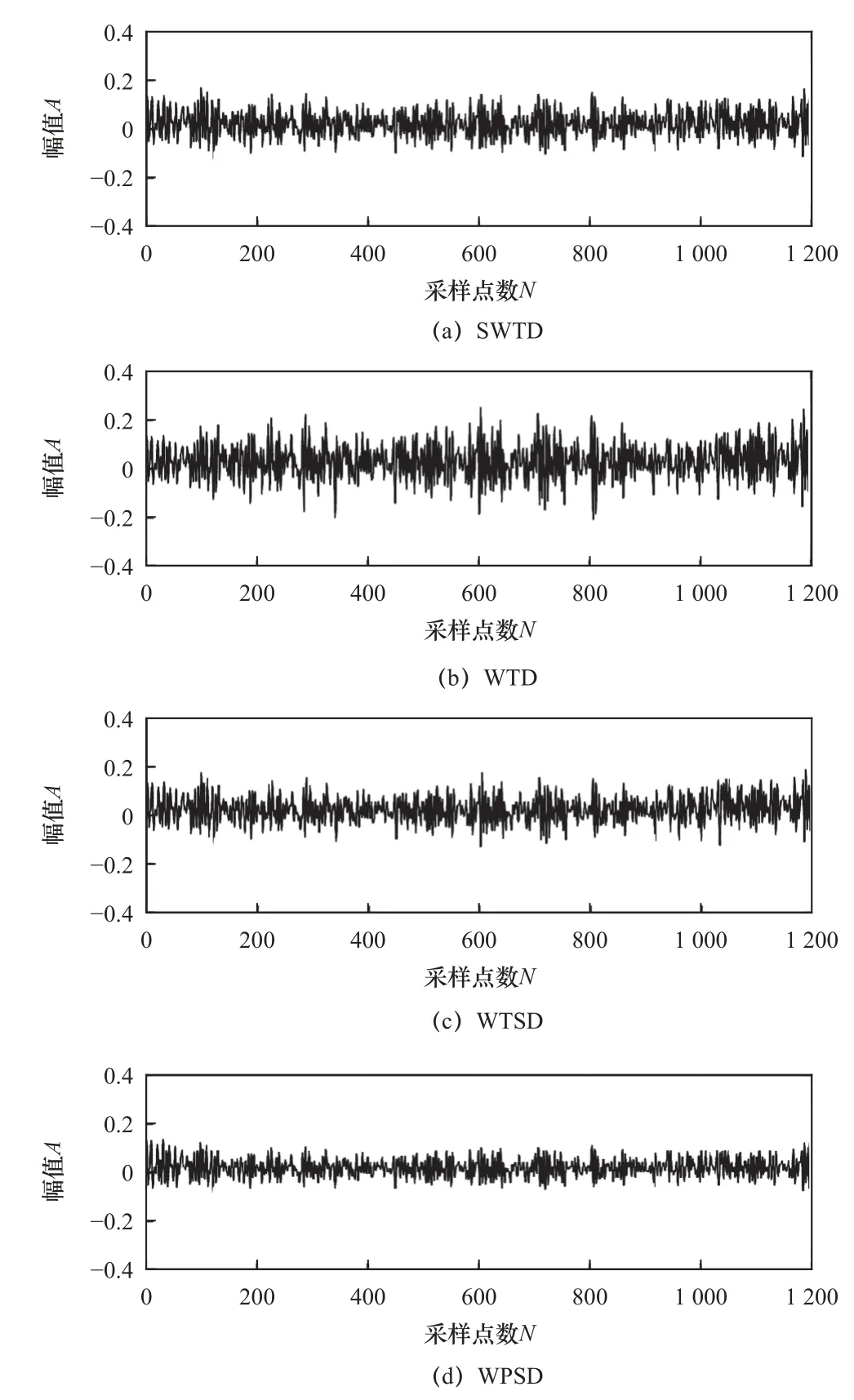
图6 4 种SWTD、WTD、WTSD 与WPSD 方法降噪信号
对图6 降噪信号开展包络谱处理,结果如图7a~图7d 所示。结果显示,图7a 内SWTD 包络谱内超过400 Hz 的高频段已被消除,形成了由主轴自转频率与滚切频率构成的主体成分,同时观察到明显的主轴自转频率特征,在滚切频率中也形成了显著的中心频率,只形成了少量周边干扰信号。对图7b~图7d 进行分析可以发现,WTD、WTSD 与WPSD降噪信号的包络谱内含有400 Hz 以上的噪声频率,基本分布于400~1 000 Hz 频率段中,并未产生显著的主轴自转频率特征,位于滚切频率特征附近区域的干扰成分也较多。通过综合分析可知,进行实际信号降噪处理时,本文方法相较于小波阈值降噪结果具备更优性能。

图7 4 种SWTD、WTD、WTSD 与WPSD 方法降噪信号包络谱图
3 结语
本文开展基于谱图小波阈值的机床主轴振动数字信号降噪研究,得到如下有益结果:
(1)机床主轴振动信号包含的有用频率基本都处于400 Hz 范围内的低频区,基本都是分布于400~1 000 Hz 频率区内。
(2)完成降噪后,SWTD 降噪信号形成了稳定幅值,已经接近初始信号,包络谱内超过400 Hz的高频段已被消除,形成了由主轴自转频率与滚切频率构成的主体成分,观察到明显主轴自转频率特征,表明本文方法相对小波阈值降噪结果具备更优性能。