激光加工凹凸织构及其表面性能的研究
2023-10-24孙庆浩邓建新鲁洋孟莹王冉吴佳星张志慧
孙庆浩,邓建新,鲁洋,孟莹,王冉,吴佳星,张志慧
山东大学机械工程学院
1 引言
在机械零部件、装备和系统中,相互接触的表面间的摩擦磨损行为直接影响整个设备或系统的服役寿命、工作效率、承载能力和安全系数。据统计,约80%零件损坏和40%能量损失由各种形式的摩擦磨损引起[1]。
织构源于自然界动植物表面形成的拓扑结构,这些结构表现出优异的减摩、减阻、润滑和防污等特性,基于此,研究者将各种织构化技术应用于零构件表面,制备了一系列规则且具有一定尺寸和分布的微结构。合理的表面织构设计已被证明具有改善材料摩擦学及生物学性能的能力,近年来很多学者通过激光加工技术制造了很多不同形状的织构形貌,如凹坑型、凸起型、沟槽型等基础形状以及仿鲨鱼皮织构、仿荷叶织构、仿四叶草织构等仿生形状,这些仿生织构都起到不同程度的减摩抗磨效果[2]。
Li X.等[3]通过纳秒激光器在在A12O3/TiC陶瓷表面制备了仿生鳖鱼皮微织构,对仿生鳖鱼皮进行织构化处理后,摩擦系数降低至0.3,与仅抛光的A12O3/TiC陶瓷相比,摩擦系数降低了29%。王丽丽等[4]用激光加工技术在45钢表面加工出周向沟槽、局部网状沟槽、径向沟槽和微凹坑等四种不同形貌的织构,在稳定磨损阶段,与光滑试样相比径向沟槽织构试样摩擦系数降低了16%,表现出较好的减摩效果。王再宙等[5]在45钢表面加工了凹坑、凸包、鳞片、波纹四种不同的织构形貌,均表现出良好的耐磨性。张赟等[6]使用纳秒激光器在钢导轨上加工出六边形织构,研究在油润滑条件下导轨接触面之间的摩擦情况,实验证明,单面导轨微织构会减小摩擦,但双面都有织构时摩擦情况比普通接触表面更恶劣。于海武等[7]对圆形、正方形和椭圆形凹坑织构的减摩效果进行对比发现,椭圆形凹坑织构表现出最优的减摩效果,正方形凹坑织构次之,圆形凹坑织构最差。宋起飞等[8]在铸铁表面加工出凹坑、沟槽和网格等三种不同形貌的织构,发现网格织构试样的磨损量和摩擦系数最小,耐磨性能最好。
本文根据仿生学原理设计月牙形凹凸织构,利用纳秒激光器在YT5硬质合金表面制备出织构化表面,测量了织构化表面的物理性质(表面形貌和织构高度)并优化了激光加工参数。以相同织构高度的凹凸织构和光滑基体作为对照组,通过摩擦磨损试验和润湿性试验探究了不同材料织构化表面耐磨性和亲水性变化。
2 试验设备及方案
2.1 制备样品
试验选用15mm×15mm×4mm的YT5硬质合金作为基体材料,用碳化硼粉末进行研磨,将研磨好的表面用W1.5粒度的金刚石喷雾抛光剂在金相抛光机上处理,在无水乙醇中超声清洗去除附着物,干燥待用。
2.2 仿生织构化表面设计
食肉植物猪笼草生长在空气潮湿和土壤贫瘠的地方,其唇部和蜡质区功能表面极易使昆虫滑落,从而达到捕食获取营养的目的。德国基尔大学Gorb E.V.等[9]通过研究发现,独特的月牙结构使得猪笼草内表面对昆虫黏附行为呈现各向异性,与蜡质层相结合更有利于滑落昆虫,具有优异的减摩特性。
试验以猪笼草的蜡质区表面为仿生模型,综合考虑实际加工情况以及织构的面密度,设计了月牙形织构。织构尺寸和间距如图1所示。
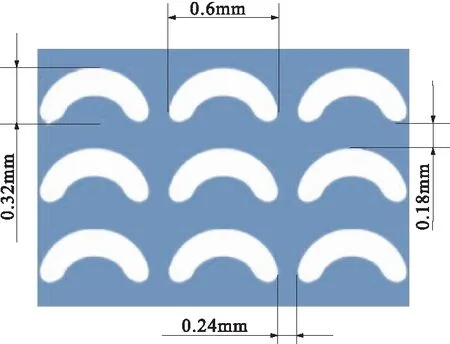
图1 织构形貌设计
2.3 制备织构化表面
试验选用MFSC-20纳秒激光器在YT5硬质合金表面分别加工出仿生月牙形的凹织构和凸织构,激光器的参数见表1。试验综合考虑激光功率、扫描速度、扫描次数和脉冲频率4个变量的影响,每个变量选取5个参数,具体加工参数见表2。制备出具有凹、凸织构的试样,由于激光加工会产生重铸层使表面不平整,所以在激光加工完后用砂纸打磨试样并作抛光处理,使用超声清洗器清洗干净。

表1 纳秒激光器参数

表2 激光加工参数
2.4 润湿性试验
使用Kruss DSA100接触角测量装置测量每个样品的液滴接触角,具体步骤如下:分别将1滴去离子水和润滑油(约10μL)通过微量进给器滴到样品表面,待液滴形状不再变化后,利用CCD相机拍摄液滴的外部轮廓,采用拟合圆测量其接触角θ,每个试样表面测量5次取平均值。由于月牙形织构在水平方向和竖直方向形貌不同,所以在拍摄接触角时分别拍摄这两个方向的接触角并定义水平方向为方向1,竖直方向为方向2。
2.5 摩擦磨损试验
利用UMT-2多功能摩擦试验机进行摩擦磨损试验,试验机加载力精度为0.01N,采用球—板接触式直线往复摩擦,摩擦球选用直径为9.525mm的GCr15轴承钢对磨球(硬度HRC50~60,除Fe外其他元素成分见表3)并固定在夹具中,在垂直于试样表面方向加载恒定载荷大小为15N,以5mm的滑移距离、5mm/s的滑移速度往复运动1200s,分析对比不同试样磨损后的磨痕形貌和元素分布。每个织构试样表面选取2个方向进行摩擦磨损试验并定义水平方向为方向1,竖直方向为方向2。

表3 GCr15轴承钢球元素成分 (%)
3 试验结果与讨论
3.1 仿生织构制备时激光加工参数的优化
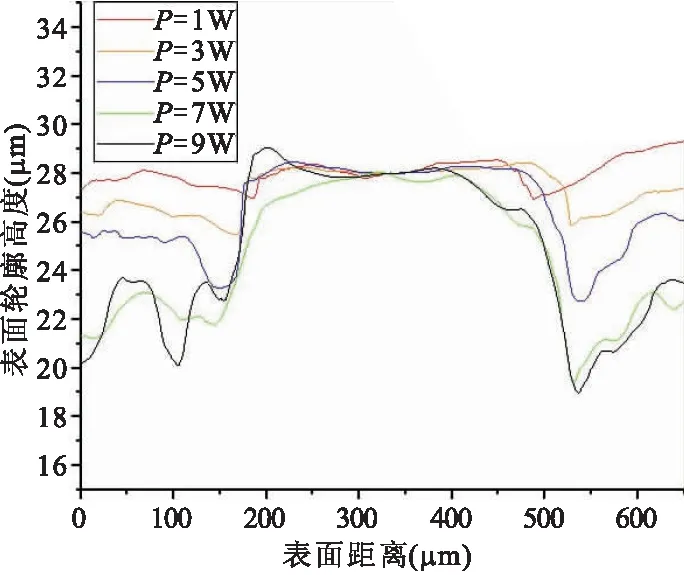
选用KEYENCE VHX-5000超景深三维观察显微系统对硬质合金织构化表面进行拍摄表征,在每个参数制备出的织构表面中间位置观察表面轮廓高度变化得到图2和图3所示表面轮廓变化曲线。
(a)功率

(a)功率
由图2和图3可以看出,在相同的激光参数条件下,凹织构的织构深度均比凸织构的织构高度更大,这是因为加工凹织构时加工区域面积小,激光作用区域更加集中,所以加工出来的织构深度更大。凹织构和凸织构的织构尺寸与激光参数之间具有相同的变化规律:随着激光加工功率增大,织构的高度越来越高;随着扫描速度增大,织构高度越来越低;脉冲频率对织构高度的影响很小,随着脉冲频率增大,织构高度越来越低;扫描次数对织构影响最为严重,随着扫描次数增加,织构高度大幅增加。
在用50mm/s的扫描速度加工硬质合金表面时,织构高度并不符合上面的规律,表面轮廓高度起伏较大。这是因为激光通过凸透镜聚焦后,其中心区域能量极高,当激光照射到导轨表面时,材料会被瞬间熔化或气化,并且由于照射点处能量较高,熔化或气化的材料会被速度极高的气流冲击反向喷射出来,并在短时间内冷却凝固,形成重铸层[10]。一方面当激光继续照射在该结构上时,该结构会分散激光的能量,无法继续烧蚀材料,另一方面,由于激光的作用,材料变成等离子体及熔融物并在高压的作用下喷出,这些物质会屏蔽激光造成激光能量损失,进一步影响加工深度[11]。在二者耦合作用下,当激光扫描速度过慢时,单位时间内激光照射在单位导轨材料上的能量过大,内部堵塞严重,造成织构高度较小且激光加工过的区域十分不平整。
综合对比考虑硬质合金织构形貌以及织构高度后,最终优化得到表面良好且具有相近织构高度(约16μm)的激光加工参数,如表4所示。制备出的凹凸织构试样表面形貌如图4所示。

表4 优化后的激光加工参数

(a)硬质合金凸织构
3.2 织构化表面的润湿性
由图5去离子水接触角柱状图可以看出,接触角最大的试样是由方向1观察到的凹织构试样,为51.36°,接触角最小的试样是由方向2观察到的凸织构试样,为25.21°,所有试样的接触角均小于90°,全部具有亲水性。无论是凹织构试样还是凸织构试样,由方向2观察到的接触角均小于由方向1观察到的接触角,说明月牙形织构在这一方向上亲水性更强。凸织构会使表面的接触角减小,表面更具有亲水性,凹织构会使表面的接触角增大,表面亲水性减弱。

图5 去离子水接触角柱状图
由图6油接触角柱状图可以看出,最大的接触角是基体表面,为33.64°,具有织构的表面接触角均小于基体表面,其中接触角最小的是由方向2观察到的凹织构表面,为10.43°,所有试样表面的接触角均小于90°,且除硬质合金基体外,其余试样的接触角均小于30°,说明润滑油在这些刀具材料表面的铺展性较好,具有较强的亲油性。2个方向观察到的接触角大小差别很小,具有相近的亲油性。相较于材料的基体表面,凹织构和凸织构均会使接触角减小,亲油性增强。

图6 油接触角柱状图
3.3 摩擦磨损性能
3.3.1 干摩擦条件
由图7瞬时摩擦系数曲线可以得知,光滑基体的摩擦系数初始时刻比较低,只有0.15左右,随着时间推移,在150s左右开始缓慢上升,在450s左右开始趋于稳定并稳定在0.60左右,这是因为最开始表面比较光滑,随着摩擦时间增长,摩擦区域开始出现磨屑,导致摩擦系数缓慢上升并最终进入稳定摩擦状态。摩擦方向1的凹织构试样的平均摩擦系数在0.16左右,摩擦方向2的凹织构试样平均摩擦系数在0.15左右,摩擦方向1的凸织构试样和摩擦方向2的凸织构试样平均摩擦系数都在0.13左右,可以看出月牙织构的2个摩擦方向的摩擦系数没有太大差别。凹织构和凸织构试样都表现出良好的减摩效果,其中月牙凸织构的减摩效果更好,使摩擦系数降低了80%左右。

图7 试样瞬时摩擦系数曲线
由图8~图10表面磨痕及元素分析可以看到,光滑基体表面摩擦区域有清晰可见的磨痕以及犁沟状划痕,说明主要磨损机理为磨粒磨损。具有织构的试样表面犁沟状划痕较少,试样表面的凹凸织构边缘都存在磨屑的黏结,说明织构的存在起到收集磨屑的作用,使摩擦系数降低。摩擦方向2的试样均比摩擦方向1的试样黏结少,磨痕浅。凸织构试样表面黏结情况最为严重,磨痕最浅;光滑基体表面的黏结最少,磨痕最深;凹织构试样的黏结情况介于光滑基体与凸织构试样之间。
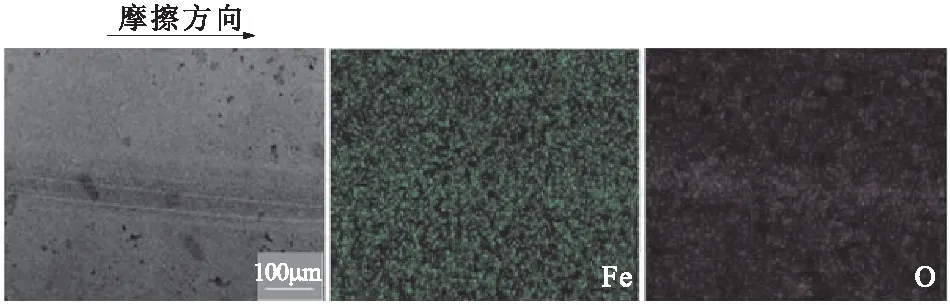
图8 光滑基体表面磨痕及元素分析

图9 凹织构试样表面磨痕及元素分析

图10 凸织构试样表面磨痕及元素分析
3.3.2 润滑油润滑条件
由图11可知,材料表面有无织构对摩擦系数的影响不大,所有试样的平均摩擦系数相差很小,各个试样的平均摩擦系数由大到小分别是摩擦方向2的凸织构试样、摩擦方向1的凸织构试样、摩擦方向1的凹织构试样、摩擦方向2的凹织构试样及光滑基体,织构化表面起到较小增摩的作用。

图11 试样瞬时摩擦系数曲线
由图12~图14表面磨痕及元素分析可以看出,在润滑油润滑条件下试样的磨痕都比较浅,磨屑黏结较少。摩擦方向2的试样比摩擦方向1的试样黏结要多,这与干摩擦条件下情况相反。光滑基体表面的黏结较少,磨痕也浅。虽然凸织构试样表面的黏结最多,但其磨痕最浅,凹织构试样表面的黏结最少,但是磨痕比凸织构试样更深。

图12 光滑基体表面磨痕及元素分析
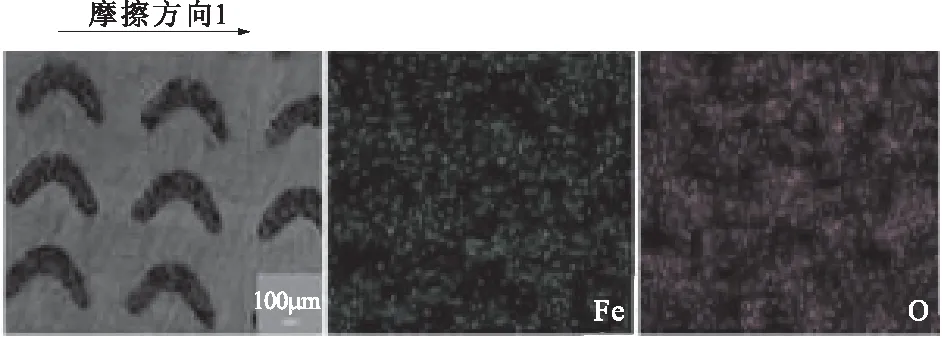
图13 凹织构试样表面磨痕及元素分析

图14 凸织构试样表面磨痕及元素分析
4 结语
利用纳秒激光器在硬质合金材料和陶瓷材料表面加工织构,通过优化激光参数,加工出表面形貌良好且具有一定高度的月牙状仿生凹凸织构。相较于光滑基体,两种材料加工出的织构都具有更好的亲水性和亲油性。在干摩擦条件下,两种材料在摩擦方向2上的凸织构试样均具有更低的摩擦系数,硬质合金材料摩擦系数下降了约80%,陶瓷材料摩擦系数下降了约72%;在干摩擦和润滑油润滑条件下,两种材料的凹织构和凸织构都能减轻表面的磨损,凸织构试样具有最好的耐磨性。
