激光冲击强化对TC11钛合金焊接接头层深残余应力的影响*
2023-10-07祝少华符利兵黄晓江
张 超,张 虎,周 云,祝少华,芦 琳,符利兵,黄晓江
(1.中油国家石油天然气管材工程技术研究中心有限公司,西安 710018; 2.中国石油宝鸡石油钢管有限责任公司,陕西 宝鸡 721008;3.中国石油陕西销售公司,西安 710077)
0 前 言
TC11 是一种马氏体型α+β 双相热强型钛合金,在高温下仍可以保持较高的力学性能,已广泛用于航空等领域[1-3],主要用于制造航空发动机的压气机盘、叶片、环形件、鼓筒和紧固件等关键零部件。在受到热、力等交变载荷的作用时,关键零部件会发生磨损、断裂或疲劳破坏[4-8]。表面强化技术是通过涂层法、化学热处理及机械硬化处理等,优化材料表面的组织结构与性能,使表层获得较大的残余压应力、硬度和加工硬化层,从而有效提高材料的耐腐蚀性能、疲劳性能及抗摩擦磨损性能,最终显著提高材料或构件使用寿命[9-11]。激光冲击强化技术相比其他表面强化技术,具有无接触和良好可控性等优点,成为材料表面改性领域的研究热点。目前,国内学者对钛合金表面激光冲击强化技术做了大量研究[12-17],结果表明激光冲击强化后,位错在冲击波的作用下发生了滑移、重排,先后呈现出高密度位错、亚晶和纳米晶的微观特征,硬度也显著提高,在表面形成了残余压应力,但对钛合金焊接接头沿层深的残余应力分布研究较少。
本研究选用TC11 钛合金进行焊接,对激光冲击强化后的焊缝金属,通过电解抛光的方式获取不同的层深,采用侧倾法研究激光强化冲击对TC11钛合金焊接接头不同层深残余应力的影响,测试残余应力大小及层深分布梯度,为TC11 钛合金焊接接头残余应力调控及表面的强化处理提供依据。
1 试验材料及方法
1.1 试验材料
采用光纤激光将规格为60 mm×50 mm×5 mm的TC11 钛合金试样焊接在一起,焊缝位于试样中心,随后采用LAMEBR-08 激光发生系统对试样进行激光冲击强化。为避免大功率脉冲烧蚀表面,在焊缝表面覆盖0.1 mm 的铝箔作为吸收层,同时采用2 mm 厚去离子流动水为约束层,以便增强激光冲击的强化效果。激光冲击试验参数见表1。

表1 激光冲击试验参数
1.2 试验方法
为了获取良好、无干扰的层深,试验采用电解电化学抛光方法,通过阳极溶解逐步使试样平整,同时没有外界载荷的干扰,不会引起金属的表面变形。
使用POLISHER 8818 V-3 电解抛光仪,腐蚀头的直径为8 mm,抛光液为900 mL 甲醇+100 mL 高氯酸,采用恒流模式,电压为40 V。每抛光20 s 测量试样一次,测量垂直测试位置的表面,对比前后测量差值从而可以确定层深。以焊缝中心表面作为原点(即层深为0 μm),沿厚度的方向分别获取到-500 μm、-1 000 μm、-1 500 μm 不同层深,每个层深测试3 次残余应力,测试位置如图1 所示,2#点位于焊缝中心,左、右约2 mm 处分别标记为1#点和3#点。

图1 残余应力测试位置示意图
侧倾法测量残余应力是一种对测量材料非破坏性的试验方法,通过测量射线衍射峰的偏移量来计算残余应力。其优点是2θ平面与ψ角转动平面垂直,在各个ψ角衍射线经过的试样路程近乎相等,因此不考虑吸收因子对不同ψ角衍射强度的影响;同时ψ角与2θ扫描角互不限制,几何对称性好,可有效减小散焦的影响,提高应力测量精度[18-19]。因此本研究采用侧倾法逐层测试残余应力,测试方法如图2所示。
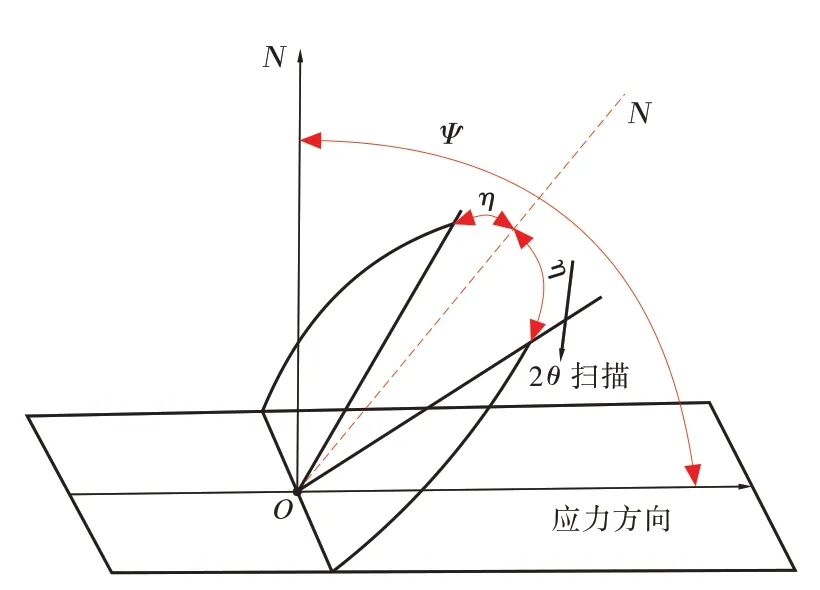
图2 侧倾法测试示意图
采用德国布鲁克D8 ADVANCE A25 X 射线衍射仪,将TC11 样品固定在尤拉环样品台上,与转动盘不能有相对位移,靶材为铜靶,使用双激光定位系统确定样品的测量位置,选择Coupled 2θ/θ(耦合)扫描模式,侧倾法测试参数见表2。

表2 侧倾法应力测试参数
2 试验结果
分别取ψ为0°、 18.44°、 26.56°、 33.22°、 39.24°和45.00°,sin2ψ取实测值,残余应力计算公式为
式中:σφ——残余应力,MPa;
E——弹性模量,取E=133 GPa;
υ——泊松比,取υ=0.33;
θ0——无应力时的布拉格角,取θ0=71.011°;
ψ——侧倾角,(°);
K——应力常数,取K=-276.7 MPa/(°)。
残余应力计算结果见表3。

表3 TC11钛合金焊缝不同层深处残余应力计算结果
3 结果分析
当激光冲击波的压力峰值超过TC11 钛合金的动态屈服强度时,TC11 钛合金表层发生强烈塑性变形诱导产生高密度位错,位错经过进一步运动、重排等过程引起晶格畸变,表面严重塑性变形区域受到周围未发生塑性变形区域的限制作用,在表面形成了具有一定深度的残余压应力场。由表3 残余应力结果可知,对TC11钛合金焊缝金属经过激光冲击强化处理后,表面残余应力均为负值,表现为残余压应力,激光冲击强化前焊缝表面(0 μm)残余压应力为-110.2 MPa、-126.5 MPa 和-120.4 MPa,强化后焊缝表面(0 μm)残余压应力为-532.7 MPa、-525.0 MPa 和-529.7 MPa。激光强化冲击后TC11 钛合金焊缝金属表面残余压应力提升了近5 倍,层深1 591 μm 处压应力平均值为-175.6 MPa,优于激光冲击强化前焊缝表面(0 μm)残余压应力平均值(-119.0 MPa),两者相比较,压应力提升56.6 MPa。试验结果表明表面残余压应力提升效果显著,层深1 591 μm 处,激光冲击强化效果良好。
残余压应力场的出现可平衡构件在载荷作用下产生的拉应力,阻碍裂纹扩展及封闭裂纹,从而延长构件的使用寿命。从不同层深残余应力平均值大小可以看出,激光冲击强化处理后TC11残余应力从表面(最高-529.1 MPa)至层深583 μm处(-328.5 MPa)整体下降较快,层深962~1 591 μm 处,残余应力下降较慢且趋于平缓,随着层深的逐渐增大,残余压应力整体呈明显下降趋势,且下降速度由快变慢,这与冲击波向TC11钛合金内部传递过程中能量逐渐衰減有关,距离表层越远,变形程度越弱,因此残余压应力也越来越小。
4 结 论
(1)激光冲击强化后TC11 钛合金焊缝金属表面压应力平均值为-529.1 MPa,比强化前平均值(-119 MPa)提升了约5倍,表面残余压应力提升效果显著。
(2)激光冲击强化后TC11 钛合金焊缝层深1 591 μm处压应力平均值为-175.6 MPa,优于激光冲击强化前焊缝表面(0 μm)残余压应力平均值,平均压应力大小提升了56.6 MPa,强化深度影响超1 591 μm,表明激光冲击强化效果良好。
(3)激光冲击强化后,TC11 钛合金焊缝残余压应力从表面至层深1 521 μm 处,整体呈明显的下降趋势,其中,在层深0~583 μm处残余应力下降速度较快,层深962~1 591 μm 处残余应力下降较慢且趋于平缓。
