井下大功率电加热器制造工艺与应用*
2023-10-07张万鹏张锦刚宋红兵王少华库宏刚
张万鹏,张锦刚,宋红兵,王少华,周 超,库宏刚,谢 航
(1.中油国家石油天然气管材工程技术研究中心有限公司,西安 710018;2.中国石油宝鸡石油钢管有限责任公司,陕西 宝鸡 721008)
0 前 言
井下大功率电加热技术是利用电阻发热产生的热量,持续加热井筒传热介质(蒸汽、水)或油层。该技术对非常规油气资源进行持久、稳定加热,提取液态、气态清洁能源,并将焦炭和CO2等污染物留在地下,从而实现能源的清洁高效开发。井下大功率电加热器是电加热技术的核心装备。电加热器(矿物绝缘加热电缆)主要由单根或多根电阻电热合金丝作为发热源,氧化镁作为导热绝缘体,不锈钢或铜作为护套,采用特殊生产工艺制造。当发热芯线通过电流,电能转化为热能加热油藏。
国内化石能源的特点是“富煤、缺油、少气”,随着国内对油气需求的不断增加以及常规油气资源的不断消耗,非常规油气的有效开发对于缓解油气资源供应压力、保障国家能源安全、促进能源结构低碳转型和绿色发展具有重要的战略意义。非常规油气主要包括稠油、页岩油、页岩气、煤层气等,“十三五”期间,以非常规油气为代表的低品位资源逐渐成为中国石油勘探开发的主体,非常规原油与天然气分别占新增油气探明储量的70%及90%以上[1-8]。
井下电加热器技术应用于稠油井下加热辅助、地下原位煤气化等新领域,对提升国内油气资源战略接替和能源生产供应保障能力,促进化石能源与新能源协同融合发展,推动稠油热采井下电加热辅助、页岩油原位转化、地下原位煤气化等重大试验项目实施,具有重要意义。
1 矿物绝缘电缆发展历程
矿物绝缘电缆,简称MI(mineral insulated cable)电缆,又称铜芯铜护套氧化镁绝缘电缆,习惯上称为矿物电缆或防火电缆。其主要结构以退火铜作为导体、密实氧化镁粉作为绝缘材料、铜带焊接铜管作为护套,有需要时,在退火铜护套外面挤包一层塑料外护层或者低烟无卤护套。国内生产执行GB/T 13033.1—2007《额定电压750 V及以下矿物绝缘电缆及终端 第1部分:电缆》,国际生产执行IEC 60702-1—2015《额定电压不超过750 V的矿物绝缘电缆及其终端第1部分:电缆(3.1版)》。
矿物绝缘电缆在国外发展较早,19 世纪末,瑞士工程师 Arnold Francois Borel首次提出采用氧化镁粉末作为绝缘材料的设想,并于1896年获得专利权,随后派生出三类产品,一是热电偶,二是配线电缆,三是加热电缆。自1934年开始,法国、英国相继投入生产以后,矿物绝缘电缆在国外迅速发展,主要工业国家(意、加、澳、美、苏、日)都相继开发投产。1934年法国率先将该项新技术转化为规模生产;1936年英国开始生产,是目前全球最大的制造国;1946年美国通用电缆公司批量生产;1951年前苏联研制了应用于核能的矿物绝缘电缆。1988年IEC(国际电工委员会)制定产品标准IEC 702(88)《额定电压750 V及以下矿物绝缘电缆及终端》。
我国也于20世纪60年代开发生产,20世纪末批量生产,21世纪进入国家防火设计规范并在国内大量使用。1968年上海电缆研究所开始研发用于原子能反应堆芯测量用耐热电缆;70年代中期发展电力配线用矿物绝缘电缆,80年代末在实验室试产。1991年国内制定GB 13033—1991《额定电压750 V及以下矿物绝缘电缆及终端》,在该标准颁布后,相应的设计标准和规范的制订、修订工作未能跟上,导致该矿物质电缆的使用和推广发展缓慢,落后于发达国家。1998年7月国家重大科技成果产业化项目年产3 000 km矿物绝缘电缆示范生产线建成投产。1999年国内制定《矿物绝缘电缆敷设》标准图集(编号:99D163)。2007年发布新版本标准GB/T 13033—2007《额定电压750 V及以下矿物绝缘电缆及终端》[9]。
近几年,为了提高电气线路的安全等级,减少电气火灾事故的发生及损失,国内建设部、消防部以及一些地方政府相继出台了电气设计规范,并明确规定在一些重要的电气线路或场所宜采用矿物绝缘电缆,进一步拓宽了矿物绝缘电缆的应用范围。由于该产品材料和结构的特殊性,使其具有传统塑料电缆无法比拟的电气性能、机械性能、耐环境性能和环保性能。随着该产品不断推广,矿物绝缘电缆越来越为人们所认同,现已广泛应用于基础工业及民用建设中。
2 井下电加热器(矿物绝缘加热电缆)国内外技术现状
2.1 国外技术现状
电加热技术的核心设备是电加热器,其技术原型是矿物绝缘加热电缆。目前国外已成功研制长度超过4 000 m、地下恒温600~800 ℃电加热器,平均寿命5年以上。壳牌、道达尔等能源公司开展了相关电加热技术及装备的研究,投资数十亿美元进行试验,建立了多个示范区进行技术验证,掌握了井下大功率电加热器的核心制造技术。
壳牌致力页岩油原位加热转化技术研发,已有20余年室内和现场试验历史,累计投入研发经费约30亿美元,原位转换(ICP)技术成熟度高,加热工艺与关键设备等技术难题基本得到解决。目前壳牌的电加热技术已在美国科罗拉多州、加拿大阿尔伯达省、约旦等地进行了数十个井组现场试验,基本具备工业化应用条件。经现场先导试验验证,电加热器制造工艺成熟,生产流程配套齐全,技术可行。Salamander电加热器以壳牌原位升级/原位转换工艺(IUP/ICP)技术和专利为基础,矿物绝缘加热电缆采用连续生产工艺,性能优异,稳定性高,并能够长期高温运行,单根长度超过2 000 m,可以最小化或完全消除外部拼接,大大提高了加热系统的可靠性[10-14]。
国外掌握了金属板带、卷管纵焊技术,可连续生产超长、大功率电加热器,生产工艺稳定、效率高,质量可靠。电加热器关键材料方面,护套采用镍基合金,具有良好的耐高温腐蚀性能和高温强度;芯线采用Cr20Ni80 电阻电热合金,工作温度可达1 200 ℃。国外高纯氧化镁导热绝缘材料对氧化镁粒形、粒度控制形成了完整技术参数和专业制造设备,氧化镁球形率可达85%以上。目前仅有日本、美国、以色列等国家掌握球形氧化镁制造技术。
2.2 国内技术现状
目前国内没有成熟的井下大功率电加热器生产企业。沈阳特种电缆厂开展了电加热器研究,具有加热电缆生产经验和产品,应用业绩不详,目前生产线停产。辽宁华孚石油高科技股份有限公司研制了火烧油层电加热器、油井加热专用钢管护套电缆等产品,产品功率低,已应用于稠油开采方面,不具备生产大功率电加热器能力。昆仑电线电缆股份有限公司开展了矿物质绝缘(MI)加热电缆研究,提出电热膜+导热油解决方案,目前仍处于概念设计阶段。
国内井下电加热器产品主要采用瓷柱法、灌粉法生产工艺,电加热器金属护套为定尺无缝钢管,采用对焊方式(包括发热芯线对接),将9 m钢管接长到一定长度后进行多次拉拔、退火后卷取成盘,但焊接接头会有一定的失效隐患。国内采用铜带纵包氩弧焊接连续生产工艺制造的矿物绝缘电缆,护套一般为铜或薄壁不锈钢,由于护套材料强度低,下井深度、长度受限。电加热器关键材料方面,护套通常采用厚度2 mm 以下铜或不锈钢,高温下外护套抗压、耐腐蚀性能不足;芯线大量采用铜镍合金,强度与高温性能不足,主要用于400 ℃以下场景。国内超高纯氧化镁(99.95%)技术已获突破,受粒形、粒度等影响,振实密度2.3 g/cm3左右;球形氧化镁制造技术与国外相比仍有差距,球形率40%左右。
3 电加热器关键技术分析
3.1 护套材料
井下用电加热器(矿物绝缘加热电缆)护套主要起防腐、耐压及承重的作用,非金属护套不适用于高温环境,现有金属护套电缆主要包括铜护套矿物绝缘加热电缆、铜镍合金护套矿物绝缘加热电缆、不锈钢护套矿物绝缘加热电缆、825合金护套矿物绝缘加热电缆。国内企业制造的电加热器护套通常采用2 mm以下铜或不锈钢,高温下外护套抗压、承重及耐腐蚀性能不足,因而需要根据应用工况进行护套材料的选择与开发。表1为国内某厂不同护套材料对应性能及应用工况。
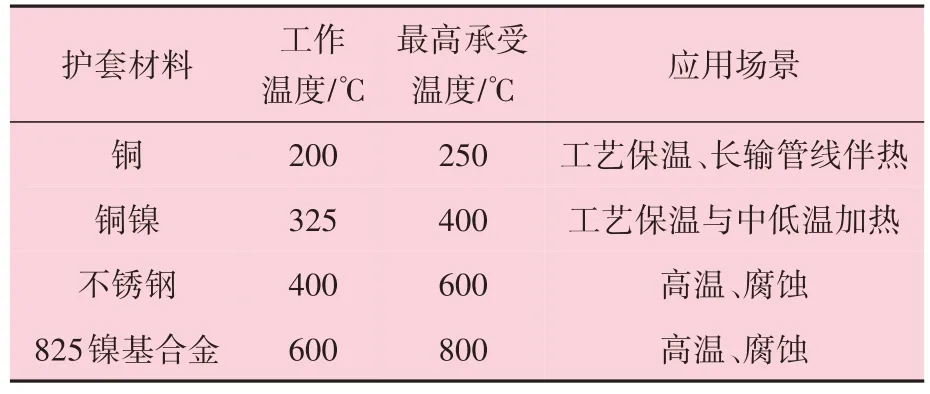
表1 国内某矿物绝缘加热电缆护套材料与应用工况
针对高温与腐蚀工况下护套材料选择,除了要考虑材料的高温力学性能,还需要根据使用温度与环境进行更严格的试验验证。普通的300系列不锈钢(如304、316)含碳量较高,属于非稳定态(即不含钛或铌等稳定化元素),室温时碳在奥氏体中的溶解度很小,约为0.02%~0.03%,远低于不锈钢的实际含碳量,故过饱和的碳被固溶在奥氏体中,当温度在425~815 ℃范围内停留时,过饱和的碳就不断地向奥氏体晶粒边界扩散,并和铬元素化合,在晶间形成碳化铬的化合物(如Cr23C6等)。铬在晶粒内扩散速度比沿晶界扩散的速度小,内部的铬来不及向晶界扩散,在晶间形成的碳化铬所需的铬主要来自晶界附近,使晶界附近的含铬量大为减少。当晶界的铬质量分数小于12%时,就形成所谓的“贫铬区”,贫铬区和晶粒本身存在电化学性能差异,使贫铬区(阳极)和处于钝化态的基体(阴极)之间建立起一个具有很大电位差的活化-钝化电池。贫铬区的小阳极和基体的大阴极构成腐蚀电池,在腐蚀介质作用下,贫铬区被快速腐蚀,晶界首先遭到破坏,晶粒间结合力显著减弱、力学性能恶化,机械强度大大降低,然而变形却不明显。这种碳化物在晶界上的沉淀一般称之为敏化作用。对于含稳定化元素的奥氏体不锈钢,在其焊接接头区域经历多次加热和冷却循环,会在狭窄的特定区域内导致原本溶解在碳化钛(TiC)或碳化铌(NbC)中的碳元素析出,并与铬元素结合,在晶间形成碳化铬的化合物(如Cr23C6等),同样形成贫铬区,造成耐腐蚀能力下降。发生敏化的奥氏体不锈钢非常容易发生晶间腐蚀。除300系列不锈钢(不含钛或铌等稳定化元素、或含有稳定化元素但未经稳定化处理)之外,有时镍基合金和铝合金也有类似情况。
奥氏体不锈钢材料的敏化敏感性包括含碳量、稳定化成分、热处理、工艺条件等。材料的含碳量越高,敏化敏感性越高,晶间碳化物析出倾向越大,也越容易发生晶间腐蚀;材料中加入钛、铌等能形成稳定碳化物(TiC 或NbC)并进行稳定化处理,可降低敏化和晶间腐蚀敏感性;加热到高温进行固溶处理,然后快速冷却(如水冷)形成单一奥氏体相可避免敏化,但现场施工一般不能满足固溶热处理的要求,故一般只用于制造工厂;采用焊接方法进行制造或安装,且未经固溶热处理的300 系列不锈钢的设备和管道,如果材料为非低碳级,则比较敏感;使用300系列不锈钢的工况现场,将使用和操作温度降低至425 ℃以下可避免敏化发生。
综上,对于护套材料的选择要注意:①选用含碳量低的奥氏体不锈钢,如超低碳奥氏体不锈钢系列;②添加一定的合金元素,如钛、铌等形成稳定碳化物;③固溶热处理一般只应用于工厂在制的设备和管道,不推荐在施工现场进行;④调整钢中奥氏体形成元素与铁素体形成元素的比例,使其具有奥氏体+铁素体双相组织,这种双相组织不易产生晶界敏化。
3.2 芯线材料
电加热器芯线材料主要包括铜导线和电阻电热合金。电阻电热合金是电热功能材料的一种,广泛应用于机械、冶金、化工、食品等领域的电加热元件,工作温度在500~1 400 ℃。电热合金按其化学成分和金相组织可以分为Ni-Cr基奥氏体合金和Fe-Cr-Al铁素体合金,Ni-Cr基奥氏体合金为FCC面心立方结构的奥氏体组织,Fe-Cr-Al铁素体合金为BCC 体心立方结构的铁素体组织。化学成分和微观组织的不同决定了镍基合金和铁基合金不同的性能,也决定了其不同应用场景。
Ni-Cr合金塑性及韧性好,电阻率高,高温下强度高、寿命长,具有均匀的电气物理性质、良好的力学性能及优良的加工工艺性能,具有较好抗氮气能力,但成本较高且最高使用温度低于铁基合金,如Cr20Ni80、Cr30Ni70。Ni-Cr合金可用于含氮气氛环境的加热,在加热精度和使用寿命要求高的环境中应用较广泛。Fe-Cr-Al合金是我国应用最广泛的金属电热元件材料,比重小、电阻系数小、成本低、使用温度较高、耐热性能较好。但在不同的温度区间存在脆性变化,而且脆性很难完全消除,通常采用降低合金中碳和氮含量、加入适量稀土元素等方式改善合金塑性。常用的Fe-Cr-Al合金材料有0Cr25Al5、0Cr21Al6和0Cr27Al7Mo2 等。另外近年来研发的新型电热合金还包括Fe-Al系电热合金和Heusler系电热合金。
国外生产电热合金的历史可以追溯到20世纪初,电热合金自问世以来由于其独特的使用性能而被瑞典、俄罗斯、美国和日本等发达国家广泛生产与使用。历经百余年的发展,电热合金的生产应用已较为成熟。截至目前,瑞典电热合金的生产体系最为完备,产量最高,产品也最受用户青睐,其中最著名的电热合金生产公司为康泰尔公司,隶属于山特维克特殊钢公司。该公司生产的电热合金产品规格型号齐全、性能优异,可以满足多种场景应用,并且每年都会投入大量经费进行新产品的开发,研发技术水平始终处于世界领先地位。我国电热合金的研究起步晚、起点低,起初为仿制国外产品。20世纪50—60年代我国开始采用感应炉工艺制备电热合金,随着对电热合金产品需求的不断增长,电热合金的研究得到了国家的大力支持,20世纪80年代我国成功开发出0Cr21Al6Nb等高温电热合金产品。由于我国稀土资源的独特优势,近年来有学者逐渐将稀土元素加入到电热合金材料中,发现可以显著提升其性能。经过数十年的发展和完善,我国已建立了较为完备的电热合金生产体系,产品可覆盖镍基和铁基电热合金中线材、带材和扁丝等多种规格型号,产品市场份额不断扩大,实现了产品出口。目前我国电热合金的产量居世界第二位,并已成为世界上电热合金品种最齐全的国家之一。但是高品质产品与国际先进水平仍存在较大差距,在优化合金成分配方、提高工艺控制水平、拓宽电热合金使用范围、匹配复杂工况应用场景等方面仍需努力[15-17]。
Cr20Ni80作为电热工程材料中电热合金的一种,由于具有电阻率均匀稳定、熔点高、热膨胀系数低、抗氧化性能和高温强度好、加工成型性能和焊接性能良好等优点而成为各国电热合金中一个重要的牌号[18-19],同时也是高温井下大功率电加热器发热芯线用优选材料。
高温井下大功率电加热器加热芯线选用Cr20Ni80合金,主要存在两个关键问题:一是我国专业生产电热合金的厂家产品质量参差不齐,国外Cr20Ni80产品的质量和寿命均优于国内产品,国产Cr20Ni80合金丝的寿命为2 000 h,而进口合金丝可达到7 000 h[20],国内厂家在生产Cr20Ni80产品的过程中,存在很多影响Cr20Ni80产品寿命的环节和因素;二是作为井下大电加热器芯线,需要满足一定的长度,因而不可避免地要将同种或异种芯线材料进行对接,由于焊接接头与线材理化性能的差异,会影响到芯线的使用寿命。因此,井下大功率电加热器芯线的焊接方法与工艺也是需要深入研究的一个关键技术问题。
3.3 导热绝缘氧化镁材料
作为在电热电器上使用的导热绝缘氧化镁材料,在诸多种类的氧化镁中具有特殊要求,包括化学性质、粒子形状、粒径分布、结晶形状等。因氧化镁直接关系到电热器的使用温度和使用寿命,因此对氧化镁的性能都有很高的要求,要根据电热器制造工艺选择不同性能和级别的氧化镁。
3.3.1 纯度
氧化镁由于具有优良的导热性和绝缘性而应用在电热电器中,作为高温情况下的导热绝缘材料,其纯度达到96%以上。高纯氧化镁是一种无味、无毒的环保白色粉末,相对密度约3.58(25 ℃),熔点2 852 ℃,沸点3 600 ℃,纯度一般在98%以上。国外高纯氧化镁技术发展较早,前苏联采用盐酸富选镁石,经粉碎、溶解、精制、沉淀、真空过滤和洗涤、脱水、热解得到99.1%高纯氧化镁产品。奥地利和英国利用Sulmag 法生产出了纯度大于99.5%的高纯氧化镁。世界上以海水为原料生产高纯氧化镁已为成熟技术,美国、日本、英国、意大利、爱尔兰、墨西哥、挪威、希腊等国家相继建厂,并得到迅速发展。日本以海水为原料,利用再水合法批量生产高纯优质镁砂,氧化镁含量超过了99.5%。80年代日本宇部化学工业公司又开发了气相法制造的高纯镁砂,MgO含量可以达到99.95%[21-22]。
我国早期生产的高纯度电熔氧化镁砂产量很低,原因是辽宁省的优质菱镁矿是晶质的(菱镁矿结晶状态分为晶质和非晶质,非晶质菱镁矿杂质含量低,其碳酸镁纯度高),杂质含量高,非晶质菱镁矿主要分布在意大利、土耳其等国家。国内实际能够批量生产99%以上氧化镁的方法多为氢氧化镁法,也就是采用卤水为主要原料,以氨或碱为沉淀剂,先制成氢氧化镁再煅烧分解为氧化镁。目前以青海卤粒或其他含水氯镁石为主的原料,采用氨法生产的氧化镁也可以达到99%以上。2020 年,由北京理工大学转化研究中心自主研发的“原电池法超高纯氧化镁”技术实现突破。该项目基于电化学原理,制备得到超高纯氢氧化镁产物,该氢氧化镁煅烧后可制得99.95%的超高纯氧化镁,实现了高效和清洁生产,为超高纯氧化镁的获得提供了新的途径。
氧化镁纯度越高,经处理后氧化镁也具备更优良的使用性能。JB/T 8508《电工级氧化镁》标准中规定,高温环境下使用的矿物绝缘电缆级氧化镁纯度不小于96%。
3.3.2 粒型与目数配比
氧化镁粉必须具有一定的颗粒度,形状一般是圆形而不是片状,因为圆形的流动性好,灌粉密度大,且具有一定颗粒的百分比含量,加粉时不易损坏发热丝。
镁粉在相关标准中都标明为40~325 目范围,以及各种目数搭配比例,因此镁粉的填充就与电加热器的质量有着必然的联系,氧化镁粉在电加热器中有着极其重要的作用。
目数是指氧化镁粉的粒度或粗细度。一般是指25.4 mm×25.4 mm面积内的筛网,镁粉颗粒能通过该筛网,筛网的孔数即定义为目数。如80目,就是该镁粉颗粒能通过25.4 mm×25.4 mm 内有80个网孔的筛网。以此类推,目数越大,镁粉粒度越细,反之镁粉粒度越粗。目数大,颗粒度小,易吸潮,影响电加热器的寿命,同时对现场加粉环境带来严重污染;目数太小,其颗粒度愈大,缩管后将压伤发热芯线表面及护套内表面,影响电热器的寿命,加粉时很容易造成细丝偏芯及局部空洞等不良现象。
不同目数比例搭配的混合料,其流动速度是完全不一样的,它将直接影响到加粉密度。加粉密度不同会影响到管材的延伸、电阻的变化,因此需要对每批次镁粉进行试验确认。
3.3.3 导热性能
镁粉的作用就是将发热芯线产生的热量传递出来,如果镁粉的导热能力不够,将造成热量的过分积聚并贮存在镁粉内,此时电热转换能力就明显削弱,具体反映在电热交换效率较低、热态绝缘及耐压下降等。造成导热性能力下降的主要原因可能是氧化镁纯度不够或是氧化镁导热层密度不足。因氧化镁的导热能力要明显高于其他杂质的导热能力,由于总量上氧化镁的比例下降,故总体上镁粉的导热能力下降。另外,虽然氧化镁纯度达到较高的水平,但由于加粉密度不够,导热能力同样要受到很大制约。作为镁粉生产厂家来说,必须在原材料采购加工过程中严格把关,但电热器厂家的控制能力对其影响也是一个不可忽视的重要因素,需要双方紧密配合。
3.3.4 热绝缘稳定性
电热器热稳定性主要是指镁粉能够承受多高的温度而不发生耐压变化且热态绝缘稳定。影响热稳定性的因素主要是镁粉中存在的水份,另外还包括其他杂质的含量及杂质的品种等。有些易导电杂质被低熔点物质包裹,高温下包裹层分解变成导电体,使电热器绝缘和耐压受到严重影响。
总体来说,电加热器用氧化镁粉要具有较高的导热性能,以便能迅速地把热量传递到表面,使发热芯线与管壁温度更接近;在工作温度以内,氧化镁应具有较好的绝缘性;氧化镁粉必须具有一定的颗粒度,形状一般是圆形。
3.4 制造工艺
国内目前井下电加热器(矿物绝缘加热电缆)制造工艺主要采用两种方式:一种是氧化镁瓷柱装配、多次拉拔退火;另一种生产方法为铜带纵包氩弧焊接连续轧制工艺。
(1)氧化镁瓷柱灌装拉拔工艺
该方式主要工艺流程为瓷柱压制、瓷柱烧结、电缆装配、多次拉拔退火、浸水试验等。这种方法是国内最早采用的氧化镁矿物绝缘电缆生产工艺,具有性能稳定、拉拔效率高的优点。由于其采用了无缝铜管装配,在拉拔过程中线体不会产生开裂等损伤,耐压试验合格率较高。
该工艺的缺点是工序复杂繁多,不能一次成型,且需要较大空间来放置各种设备,同时还需要配备大量人力。由于无缝铜管长度的限制及铜材延伸系数的制约,这种方法生产的电缆普遍不能达到理想长度,而且目前矿物绝缘电缆在施工安装时需要使用专用接头,这种专用接头价格昂贵,同时安装复杂、耗时费力,长距离布线时就需要多次接头,增加了大量的额外费用。
(2)铜带纵包氩弧焊接连续轧制工艺
该方式自动化程度高,可以节省大量空间和人力,并且电缆长度可以根据客户要求定制生产,很大程度上降低了客户的施工安装难度,并有效减少了专用接头的使用数量。这种生产方式的主要流程为铜带酸洗、裁边整形、氩弧焊接、镁粉灌装、连续轧制、高频退火、气体还原等。其原理就是将铜带成型焊接装置由原来的水平放置改为竖直摆放,利用氧化镁粉密度大的特性实现氧化镁粉竖直灌装到焊接成型的铜管中,然后利用多道精密轧机的前几道轧轮将铜管内的氧化镁粉轧实,以便固定导体线芯。该轧机的后几道轧轮则是起到缩径的功能,根据铜材的延伸系数,将灌装好的电缆外径轧制到标准要求尺寸,然后经过高频退火及气体还原装置,最后过水冷却。
这种生产方式也有很多需要注意的问题。一是镁粉的质量,镁粉的质量直接决定产品的绝缘性能,现在很多电工级氧化镁都标明可以直接使用,但在实际生产中,直接使用氧化镁粉的指标远低于经过处理的镁粉,所以建议对镁粉进行二次加工处理,去除杂质,保证氧化镁的高绝缘性。二是铜带,矿物绝缘电缆最外层的铜管是由标准厚度的铜带经过氩弧焊接而成的,焊接质量直接决定了电缆在经过轧机轧制过程中是否开裂,所以焊接的连续稳定性就显得十分重要,必须保证铜带裁边的精确及成型装置的准确微调,确保焊缝的稳定。影响焊接质量的另一个因素是铜带表面的整洁度,通常都是铜带在进入裁边装置之前进行酸洗和自动烘干。铜带由于其本身低强度、低熔点和并不突出的耐腐蚀性能限制,并不适用于石油工业井下电加热领域应用。三是氧化问题,矿物绝缘电缆经过高频退火之后会氧化变黑,所以必须经过还原装置才能使电缆外观恢复成原来的颜色,气体还原装置主要是利用惰性气体的特质来达到还原效果,目前较为实用的是氮气还原和氨分解还原。两者对比,氨分解过程中除了产生氮气外,还有大量的氢气,氮气只能起到去氧的作用,而氢气则具有强大的还原功能。所以,在气体还原过程中,建议使用氨分解装置,以便得到更加光亮的外观[9]。
4 电加热技术在石油工业的应用前景
4.1 稠油热采电加热辅助
蒸汽辅助重力泄油(SAGD)技术是开发超稠油的一项前沿技术,通常采用双水平井布井方式,对于在地层原始条件下没有流动能力的高黏度原油,在储层中钻一对平行的双水平井,上下垂直距离为5 m,通过上部水平井连续注汽,注入的蒸汽向上超覆在地层中形成蒸汽腔,蒸汽腔向上及侧面移动扩展,与油层中的原油发生热交换,加热并降黏的原油和蒸汽冷凝水靠重力作用泄到下面的生产井中再产出。
国际上重油/油砂资源量丰富,据美国联邦地质调查局2003年数据,全球剩余重油地质储量约4 500亿t,可采储量约590亿t;天然沥青(油砂)地质储量约3 600 亿t,可采储量约890 亿t。重油和天然沥青(油砂)的可采储量之和略高于全球稀油的剩余可采储量1 300亿t。稠油主要采用热采开发技术,包括蒸汽吞吐、蒸汽驱、火烧油层、蒸汽辅助重力泄油等。目前在世界范围内应用最为普遍的是蒸汽驱、蒸汽吞吐和SAGD这三项技术,其中SAGD技术的采收率为50%~70%。
国内SAGD 开发超稠油技术基本形成,SAGD 技术已成为辽河油田、新疆油田超稠油有效开发的主体技术。国内适合SAGD 开发的地质储量2.2 亿t,截止2020 年底,已动用0.77 亿t,新疆油田与辽河油田的SAGD 年产油达210 万t,占稠油年产量的13%。“十二五”以来,SAGD相关配套工艺技术得到快速发展,预计2025年前,国内SAGD技术产量将突破250万t[23-24]。
传统井下加热技术存在污染大、热能损耗高的问题,为响应国家“双碳”目标和能源转型要求,亟需开发新型绿色低碳井下加热技术,加速SAGD技术转型升级,节能降碳。
4.2 页岩油原位转化
壳牌、埃克森美孚、道达尔等多家国际石油公司开展了页岩油原位转化技术研发和现场试验。其中,壳牌的电加热页岩油原位转化技术最为成熟,关键技术与设备已基本解决,在美国绿河页岩 South Mahogany 试验区开展的页岩油原位转化先导试验取得成功,标定采收率 62%。
2005年吉林省与壳牌公司合作,成立合资公司开展页岩油原位转化可行性研究。由于吉林省蕴藏的页岩油含油率丰度,净地比等参数均低于壳牌公司原位转化选区下限标准,壳牌公司最终放弃了该项合作。2014年众城公司对吉林省扶余—长春岭青山口组页岩开展页岩油原位转化+化学干馏先导试验,初试期间产油5.20 t,中试期间产油8.86 t,总体处于现场试验阶段。2019年,吉林油田设计“热氮+电缆加热”组合加热方式,地面将氮加热到200 ℃以上,再利用井下大功率电缆提高温度至400 ℃,满足低熟页岩油裂解温度需求。
壳牌公司页岩油原位加热转化技术已基本具备工业化应用条件。目前已有的调研、试验和现场先导试验均表明,地下原位加热是实现页岩油规模开发利用的最优选择。但由于美国页岩油气革命实现了自给自足并出口,该项技术暂未推广应用。国内页岩油资源丰富,中低成熟度页岩油原位转化潜力巨大,但与北美海相页岩油相比,页岩油成熟度低、储层类型多样、开采难度大,储藏分布在人口高密度地区,现有开采技术受到水资源消耗的严重制约,采用现有“水平井+压裂技术”开采效率低、成本高,因此国内中低成熟度页岩油资源不能照搬北美技术经验。国内外联合研究表明,采用井下电加热技术进行页岩油地下原位转化方式开采更适合国内储藏特点,同时该技术在污染物排放、地表环境保护等方面有明显优势[10-14]。
4.3 新能源融合发展
在油田生产中应用电加热集输工艺,具有能耗低、生产效率高、设备实现难度小的优势,可以满足现实生产需求。作为一种新型生产技术,电加热技术主要用于一些边远油田地区的管线伴热保温等问题。通过电加热技术优化,不但可实现能源合理利用,同时能更好地满足原油生产储运要求。电加热技术本身具有很好的环保适应性,通过科学过程控制,提升了能源的综合利用效率。相比于其他的加热保温技术,电加热技术不但可以缩短施工流程,提升投资回报比,同时具有使用便捷、稳定性强、后期维护维修成本低的优势。该技术还能够满足温控的设计要求,可以实现全过程跟踪监控,从而极大地提升了油田生产的安全性。
在绿电消纳方面,电加热技术可形成“风光发电+电加热器+热力采油”的绿电就地消纳运行模式,避免弃风弃光。该技术取代地面天然气加热炉后每年可大幅降低天然气能耗和CO2排放,符合国家“双碳”目标和中国石油天然气集团有限公司绿色低碳发展战略[25]。
5 讨论与建议
(1)国内针对电加热用于水平井蒸汽吞吐的相关研究提出,在水平井的水平段井筒内,下入高温、大功率、长寿命(每米功率大于1 000 W,发热表面温度达到300 ℃,连续发热时间大于5年)电阻加热器,辅助提高蒸汽热焓,提高近井地带温度,降低入井流动阻力,并通过高温电加热促进水平低渗透段加速动用,达到提高吞吐产量、水平段动用程度与吞吐采收率的目的。开发高温、大功率、长寿命井下电加热器是达到以上目的的基础。
(2)国内现有电加热器存在主要问题是:使用温度低、可靠性差、总体使用寿命较低等。为解决这些问题,需要针对电加热器材料、制造工艺等展开技术攻关,攻克连续制造工艺,替代可靠性差的管-管对接环焊接头,解决护套焊接接头多、氧化镁可靠性差、芯线使用温度低、寿命短的问题,提高电加热器整体可靠性。
(3)在现场应用方面,结合连续管技术优化电加热器下井作业工艺,采用连续管直接替代短节油管,通过内置连续管下入至预定位置,上端注水泥封井,防止有害气体泄漏。开发地面控制监测系统,加热段实时监测温压、地面变频调整,实现井下恒温加热,监测缆线长度可达2 000 m,耐高温腐蚀,长期运行稳定可靠。
(4)电加热技术可提升稠油开采加热效率,降低能耗与碳排放,也可用于国内中低熟度页岩油等非常规资源开采先导试验。结合新能源融合发展,还可促进绿电消纳,符合国家能源绿色转型,应加大研发与试验力度。