不同焊丝对X65M管线钢管焊接接头组织与低温冲击韧性的影响
2023-09-19杜健辉廖聪李伟施良政
杜健辉,廖聪,李伟,施良政
(1.岭南师范学院,广东 湛江 524048;2.番禺珠江钢管(珠海)有限公司,广东 珠海 519050)
0 前言
在石油和天然气工程中,钢管材料的性能至关重要,特别是严酷环境下,需要具有高强度、高韧性和耐久性的材料,故材料改进成为钢材制造商及钢管制造商共同努力的目标。在这种背景下,阿尔及利亚客户提出了需要验证API 5LX65M钢管[1]。在阿尔及利亚方的客户技术规格书中,除要求符合API 5L 45th PSL2规范外,还对材料的夏比V形缺口冲击吸收能量提出了要求:考虑钢管产品服役环境,冲击试验温度为-29 ℃,试样位置为管体母材、焊缝中心、热影响区,试验验收指标为单个值≥ 49 J,平均值≥ 61 J。基于经济效益考虑,客户在含钼Mo,不特意添加金属元素铌Ni或低Ni含量的情况下,保证钢板能满足各项力学性能指标,包括-29 ℃的夏比冲击要求。有鉴于此,文中采用4种内外焊匹配方案,包括H08DG,H08C及自行研制的MK65HGXIII焊丝的不同组合,对X65M级别钢材进行焊接工艺试验,研究其对焊接接头的阻止及力学性能的影响,评价工艺试验结果是否符合客户的技术要求及其他要求。
1 试验方法
试用4种焊丝匹配方案和X65M母管材料进行焊接工艺试验。钢管材料的化学成分见表1,X65M采用0.06C-中Mn系列 + 0.4Nb + 0.05Mo。

表1 母管材料的化学成分(质量分数,%)
该钢管材料满足API 5L 45th PSL2对X65M的要求。可以看到,钢管材料的碳含量和合金含量都比较低,结合良好的热机械轧制工艺,可以获得细化的微观组织。
根据母材的化学成分和焊缝低温冲击性能要求,拟定采用了低碳C的MnNiTiB,MnMoNiTiB和MnMoTiB合金系列焊丝,焊丝的化学成分设计详见表2。

表2 焊丝材料的化学成分(质量分数,%)
焊丝成分设计选用原则为:①添加Mn合金元素可以提高焊缝金属的强度[2 - 3];②添加微量元素钛Ti、硼B,焊接时容易产生钛元素的氧化物和氮化物,从而抑制先共析铁素在晶界形核长大,同时为针状铁素体提供形核核心,有利于提高针状铁素体比例[4];③添加铌Ni合金元素,有助于提高焊缝中针状铁素体和细小的粒状贝氏体铁素体的含量,能够增强焊缝金属的强韧性[5 - 6];④而添加适量的钼Mo合金元素能降低相变温度,推迟多边形和块状铁素体的转变,延迟贝氏体转变,促使针状铁素体转变,并且同时可细化晶粒尺寸,降低韧脆转变温度[7 - 8]。
钢管焊接工艺采用内外单层多丝焊,内焊一层一道三丝焊,外焊一层一道四丝焊,拟定内外焊的方案。
内焊和外焊的前丝采用DC-1500数字化直流埋弧焊机,内焊中丝、后丝、外焊的中丝1、中丝2和后丝采用AC-1500数字化交流埋弧焊机。
焊接工艺参数见表3。焊接前,需要把在试样板上开X形坡口,装配前坡口及附近应无影响焊接质量的杂物[9]。装配间隙1.0 mm,错边0.8 mm,在试件的背面首先采用气保焊进行预焊[10]。

表3 焊接工艺参数
焊接后,分析焊接接头成分,观察其金相微观组织,测定显微硬度和夏比V形缺口试验[11]。
2 试验结果及分析
2.1 焊缝成分分析
表4是不同焊丝方案焊缝熔敷金属的化学成分分析结果。

表4 焊缝熔敷金属的化学成分(质量分数,%)
2.2 宏观组织分析
由于篇幅原因,文中只通过图1列出N04焊丝方案所焊的X65M管线钢接头的显微组织。
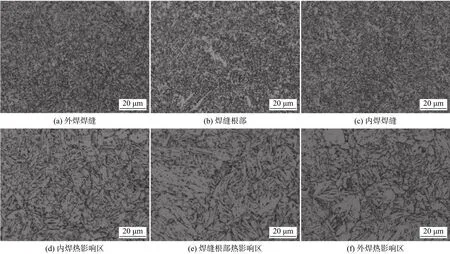
图1 N04焊丝的焊缝和热影响区(粗晶区)的显微组织
如图1a所示,外焊缝、焊缝根部、内焊缝各区域内的金相组织分布基本均匀较为一致,晶内主要为细小的针状铁素体(AF)组织,在局部区域存在多边形铁素体(PF)和准多边形铁素体(QF)组织,以及少量的珠光体(P)组织。焊缝金属中AF含量可达70%~85%,PF和QF含量约为5%~10%,剩余部分为P。其中针状铁素体主要以多位向、相互交错分布,犹如筐篮的编织结构,其晶界呈现大角度界面,有利于提高微裂纹扩展阻力,使焊缝具有良好的低温强韧性[12]。
对于外焊缝、焊缝根部、内焊缝3个区域,焊缝根部区域的组织均匀性稍差,主要是由于其处于中部,在前后内外焊接时,属于二次加热区域,会造成一定的物相偏析(不排除有成分偏差的可能性),再其次其处于焊缝中心,二次加热,冷却速度相对内外焊缝降温较慢,会促成晶粒长大,所以其晶粒与内外焊缝相比会偏大[13]。内焊缝的组织均匀性最好,主要是受外焊缝焊接时加热温度的影响有“退火”功能,其组织更均匀。
如图1b所示,内焊、外焊、焊缝根部3个位置的热影响区,晶界内主要为多边形铁素体(PF)和准多边形铁素体(QF)组织,并以无序界面的多边形和不规则的粗大块状存在,呈现网状分布。在局部区域出现了少量的层片状形态的珠光体,且原始晶界中出现的M-A岛状组织。这种铁素体 + 珠光体的组织形式,致使热影响区性能恶化。
内焊、外焊、焊缝根部3个位置的热影响区区域相比较而言,内焊热影响区组织均匀性相对较好,原始奥氏体晶粒度大小相对较小,主要是由于焊接热输入小。而外焊、焊缝根部热影响区因为属于高热输入或二次加热区域,导致热影响区性能下降。
2.3 硬度试验
根据技术要求,参照ASTM E384—2011el标准《材料的努氏和维氏硬度标准试验方法》[14]。焊接接头按图2标识的点进行取样,数据图2所示,可以看到,焊缝中心的热影响区硬度最高,热影响区的硬度最低,最大硬度为232 HV10,最小硬度为188 HV10,均满足阿尔及利亚市场的客户技术要求最大允许硬度不超过250 HV10的要求。
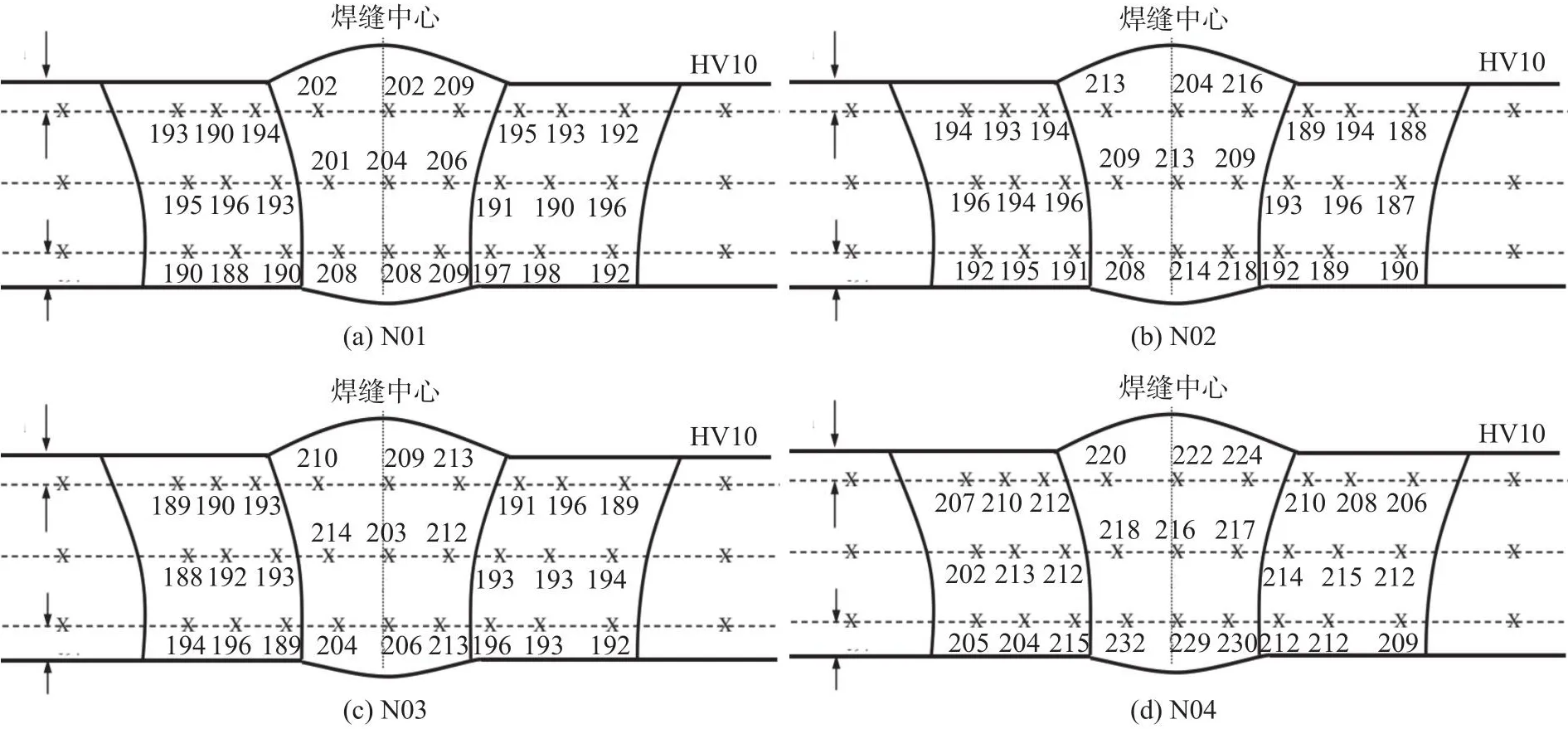
图2 不同焊丝的焊接接头硬度分布
2.4 夏比冲击试验
如图3所示,从4种焊丝焊接的焊缝接头中,截取焊缝和热影响区制作夏比V形缺口试样,每种焊丝测试5个试样,分别是20,0,-29,-40,-60 ℃。参照ASTM A370—2012a标准《钢产品机械性能试验的方法与定义》,对热影响区和焊缝处取试样,在JBD-30D 低温冲击机上进行多个温度的夏比冲击试验[15]。

图3 焊接接头的夏比冲击试验结果
根据对焊缝和热影响区冲击验收值:在-29 ℃条件,没有规定塑性剪切面积值,只要求单个大于49 J,平均值大于61 J,见表5。从4套焊丝匹配方案中可以看出,N03的焊缝冲击没有通过技术要求,其他均可满足技术要求。不含Mo钢板匹配的4种基本的焊丝合金成分的夏比冲击试验过渡曲线可知, N04(MnMoNiTiB)合金系保证了较大体积分数的细晶针状铁素体和低的氮含量,所以N04合金系和N02 和N03(MnMoNi + MnMoTiB)合金系接近上平台区(常温区间)韧性值比N01(MnNiTiB)合金系高,转变温度也更低,N02 和N03(MnMoNi + MnMoTiB)组合合金系在低温波动较大。从经济性上看,N01方案满足技术要求,同时价格在4个方案中是最低的。
3 结论
(1)采用4种不同化学成分的焊丝对X65M管线钢进行焊接试验,其中N01,N02,N04均为满足:在-29 ℃条件,要求焊缝中心、热影响区冲击吸收能量单个值≥ 49 J,平均值≥ 61 J,其中N04方案富余量最大。从经济性上看,N01方案满足技术要求,同时价格在4个方案中是最低的。
(2)文中含钼Mo的X65M钢板匹配的4种焊丝方案中,MnNiTiB合金系的低温冲击性能好于组合式的MnMoNiTiB + MnMoTiB合金系和MnMoNiTiB系。
