催化裂化装置MIP技术改造后的操作优化
2023-09-07隋建国
隋建国


摘 要:分析了多产异构烷烃的催化裂化工艺技术(MIP)改造后的主要问题,在现有设备条件下,创新操作思路,提高剂油比,同时应用新技术,结果表明:待生剂氢碳比(H/C)降低,焦炭产率降低,液收增加,装置掺渣能力明显提升,长周期运行得到了保障;在汽油烯烃体积分数提高4.00%的情况下,汽油辛烷值增加1.0个单位,整体上取得了良好的效果。
关键词:催化裂化;低温接触;大剂油比;辛烷值
为了使全厂汽油满足国Ⅲ车用汽油标准的要求,某1.4 Mt/a重油催化裂化装置实施了增产丙烯、多产异构化烷烃的清洁汽油生产技术(Maximizing Iso Paraffins-Cleaner Gasoline and Propylene,MIP-CGP)改造,采用配套CGP-C催化剂,实现一次性开车成功。装置进入正常生产后,按照工艺技术要求进行了全面标定。
1 标定结果
标定的原料油性质与改造前的原料油性质相近,个别差异主要表现在密度较大、残炭较低、饱和烃含量较低以及氮含量较低等方面,标定整体原料比改造前轻。标定混合原料密度、残炭均低于设计值,密度、掺渣比、焦化蜡油质量分数(5.00%)均在保证值范围内。标定时,平衡剂上的金属Ni含量明显升高,催化剂单耗高于改造前,新鲜催化剂单耗在1.0 kg/t左右,符合工艺包指标要求,但高于改造前的催化剂单耗0.6 kg/t。标定时,催化剂筛分0~40 μm的体积分数达到了22.59%,细粉所占比例较大。为了使汽油的烯烃体积分数降到30.00%以下,催化剂活性相应提高到66.40%。
标定与改造前操作参数的不同主要集中在提升管反应器的温度分布上。标定时的提升管上部温度为497.3 ℃,与改造前相比,提升管出口温度高了5.1 ℃。改造前提升管出口温度较低是由于当时装置为柴油、液化气生产方案,而标定时装置为汽油生产方案。计算得到的第二反应区重时空速为21.6 h-1,对转化率、产品分布和汽油族组成有重要的影响。标定掺渣比(减压渣油占原料的百分数)与改造前相近,均在60.00%左右。从这一点看,当汽油烯烃体积分数控制在30.00%左右时,改造后渣油掺炼能力与改造前相近。另外,焦炭的收率因转化率和深度提高而有一定程度的提高。
与改造前的产品分布相比,在原料油变化不大的情况下,标定的干气产率降低;液化气产率提高;丙烯对原料的产率提高,达到了5.86%;汽油产率提高;轻柴油产率降低;油浆产率降低;焦炭产率略有提高;总液体收率(液化气+汽油+轻柴油)提高。柴油产率降低是反应深度提高造成的。标定时,液化气中的丙烯对原料的产率提高幅度较大;改造后,在较低的反应温度下即可达到较高的转化率,使高附加值的总液体收率提高。
汽油烯烃体积分数可降至30.00%以下,这在常规催化条件下较难达到。标定时,汽油研究法辛烷值(Research Octane Number,RON)较改造前略低,标定原料饱和烃含量高于设计值,而芳香烃含量明显低于设计值。从这一点来看,相比于石蜡基原油,该技术更适用于环烷基原油的二次加工。另外,正常运行期间有几次分析数据稳定汽油RON在90以上。在个别运行数据中,稳定汽油RON为90.1的同时,稳定汽油烯烃体积分数在29.80%,两项数据同时达到设计值。汽油的硫含量变化不大;汽油诱导期明显增加,标定时大于1 000 min。
标定柴油的密度较改造前增加了0.037 6 g/cm-3,柴油十六烷值下降7个单位。柴油和原料油硫含量之比从改造前的0.61%提高到标定的0.85%,增幅为39.00%。标定油浆密度较改造前增加了0.107 1 g/cm-3,标定油浆氢含量较改造前有所降低。标定在生产烯烃体积分数为30.00%的汽油时,液化气中的丙烯体积分数达到了29.40%,较改造前提高了1.30%。标定液化气组成中的异丁烷/异丁烯值较改造前明显提高,氢转移反应增强。标定液态烃总硫含量高于改造前,改造后硫向液态烃转移趋势较为明显,如表1所示。
2 存在的主要问题
2.1 汽油RON低于设计值
改造前汽油RON为89.2,标定的汽油RON为88.8,较改造前略有降低。虽然在调和条件允许的情况下,将汽油烯烃体积分数控制在较高水平,如35.00%左右时,汽油RON可以达到90.0,但是汽油RON偏低仍是阻碍装置提质增效的突出问题。
2.2 总液收低于设计值
MIP-CGP标定的总液收(液化气+汽油+柴油)为82.55%,与改造前相比上升明显,但低于设计值83.50%,影响装置效益。液收偏低的另一面就是焦炭产率提高,内取热器、外取热器负荷的限制会影响装置负荷。
2.3 待生循环滑阀作用不明确
从开工以来的操作看,待生循环滑阀的作用对降低汽油烯烃含量的作用不明显,而且待生循环线路易发生堵塞,斜管狭窄检修处理难度大。另外,待生线路催化剂抽出口与待生循环线路抽出口距离较近,待生循环滑阀打开时易出现抢量的问题。
2.4 密度显示单位不统一
改造新上的密度表单位为kg/m3,一再顶旋分入口密度DR-103A、B单位为Pa,其他密度点单位均为kPa,操作上不便于对比观察,只能通过单一数据前后的变化分析操作的变化,同时容易造成混淆;由于单位不是正常的密度单位,不便于通过数据对流化状态进行计算分析。
2.5 长周期运行困难
改造后裝置两次因沉降器内脱落的焦块堵塞待生斜管入口或卡住二级旋风分离器翼阀而停工抢修,影响炼油厂整体运行。
3 解决措施
3.1 采用“低温接触、大剂油比”的理念
强化催化裂化反应、抑制热裂化反应,进而降低干气、焦炭产率,提高轻质油收率。Isocat技术和冷再生催化剂循环(Cold Regeneration Catalyst Circulation,CRC)技术等都是按此思想开发的技术。田文君[1]的研究中公开的近年整体引进UOP工艺技术的3.5 Mt/a重油催化裂化装置设计剂油比为7.0,标定剂油比达到8.1,也支持这一思想。装置改变了以往的运行模式,在现有内取热器、外取热器负荷允许的条件下,落實“低温接触、大剂油比”理念,抑制热裂化反应、促进催化裂化反应,从而提高产品的选择性[2]。操作上降低二再密相温度,将剂油比提高到7以上。调整前后的关键操作参数对比情况如表2所示。
3.2 保持待生循环最小流通
如果将二反加粗,二反的重时空速会进一步减慢,烯烃生成异构烷烃和芳烃反应的作用更能显现。但在现有条件下,二反加粗、取消待生循环线路无法实现。调研其他同类型装置发现,待生循环线路均保持最小流通量甚至故意堵死。最终根据待生循环滑阀关死点开度确定保持待生循环滑阀最小流通量的开度在17.00%,可以有效避免堵塞并发挥其作用。
3.3 统一密度显示单位
由两器密度的计算公式得知密度的转换是线性的。因此,只要在分散控制系统(Distributed Control System,DCS)上根据每个测量表的具体情况对密度点测量范围进行修改,即可改变密度单位。在DCS上对单位为kPa或Pa的密度表进行修改,统一为kg/m3,使其成为真正的密度表,这样的修改不增加系统负荷,不影响冗余不足的操作系统运行。近年来新建的催化裂化装置均采用DCS直接显示密度的方式,说明其更具优势。通过论证,在DCS上修改密度点测量范围,将密度点单位统一为kg/m3是可行的,可以使观测操作数据更加直观,更易观察装置的流化状态,方便数据的计算分析。
3.4 应用新技术避免沉降器稀相结焦
经过调研,应用旋流快分系统(Super-Vortex Quick Separator,SVQS)可有效实现油剂快速分离,缩短油气在沉降器内的停留时间,改善产品分布,减少油气返混,缓解系统结焦,提高液体收率。装置应用SVQS和高效汽提系统(Multi-Stage Circulation Stripper,MSCS)进行了改造。
4 运行效果分析
4.1 物料平衡核算
经过物料平衡核算,实施提高剂油比操作后干气收率降低了0.23%,液化气收率降低了0.58%,汽油收率提高了3.40%,柴油收率降低了1.91%。总液收为83.46%,与2009年相比提高了0.91%。应用新技术后,焦炭产率降低了0.90%,液收提高了1.44%,待生剂H/C降低了20.62%,装置掺渣能力和加工负荷明显提升。
通过热平衡计算发现,应用新技术后,焦炭燃烧热为133.34 MW,显著低于应用新技术前的焦炭燃烧热145.09 MW。
4.2 汽油性质
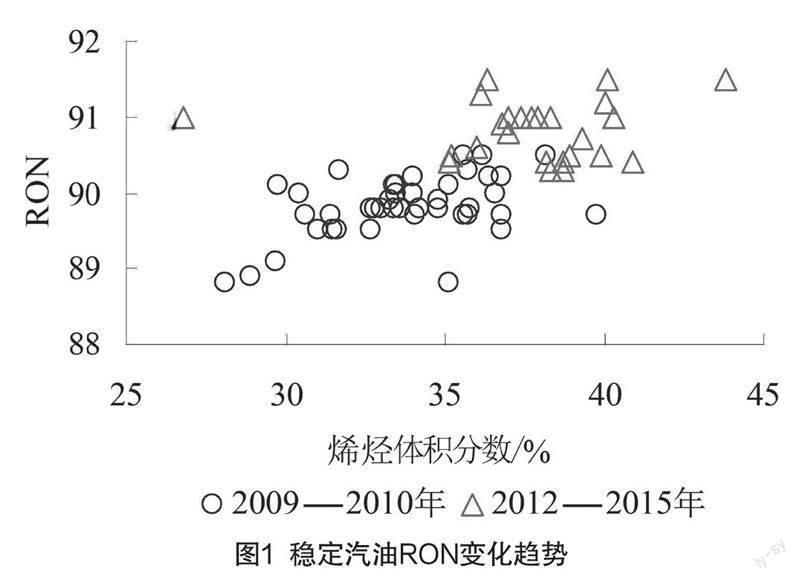
实施提高剂油比操作后,稳定汽油RON变化趋势如图1所示。从图1可以看出,与2009—2010年相比,2012—2015年稳定汽油RON明显提高,平均值提高1.0个单位。虽然从经济性上考虑,2012—2015年汽油烯烃体积分数控制在37.00%左右(汽油烯烃体积分数平均为37.80%),与2009—2010年汽油烯烃体积分数相比高4.00%,但是落实“低温接触、大剂油比”理念的收效还是比较显著的。
4.3 长周期运行情况
实施SVQS和MSCS改造后,装置未出现沉降器焦块脱落导致停工的问题,装置长周期运行得到了有效保障。检修打开沉降器观察结焦情况发现,只有顶旋顶部等局部轻微结焦;处理装置事故时可以顺利建立流化,缩短了恢复时间。
5 结语
催化裂化装置在现有炼油流程中仍有一席之地,具备应用新技术、创新操作方式、匹配先进催化剂的广阔空间,持续做好长周期运行、提高目的产品收率,可以为企业增加效益。
[参考文献]
[1]田文君.UOP工艺技术在3.5 Mt/a重油催化裂化装置的工业应用[J].炼油技术与工程,2012(5):17-21.
[2]孟凡东,黄延召,王龙延,等.低温接触/大剂油比的催化裂化技术[J].石油炼制与化工,2011(6):34-39.