锻钢活塞裙切边工艺分析
2023-08-25王涛王飞金朝晖徐宝国安徽安簧机械股份有限公司
文/王涛,王飞,金朝晖,徐宝国·安徽安簧机械股份有限公司
锻钢活塞裙通常采用的是开式锻造工艺,这就决定了切边是不可避免的一道生产工序。然而,在切边工序中,经常会遇到以下两个常见问题:一是因切边模具设计不合理造成活塞裙残留飞边过大,超出相关标准,后续需要打磨返工,造成浪费;二是因切边造成活塞裙台阶面变形,导致产品无法满足客户图纸尺寸公差要求而报废。
由于切边工艺过程高度非线性,而且涉及到多门学科,比如材料力学、弹塑性力学、断裂力学,相关理论研究很少。现针对锻钢活塞裙切边工艺进行分析,给出切边用的凸凹模关键尺寸设计公式以及切边常见问题的解决方法。
切边用凸凹模关键尺寸设计
在锻钢活塞切边模具设计中,有两个关键尺寸对切边质量来说十分重要,那就是切边凸模的最大外圆尺寸D凸和切边凹模的刃口尺寸D凹,见图1 和图2。
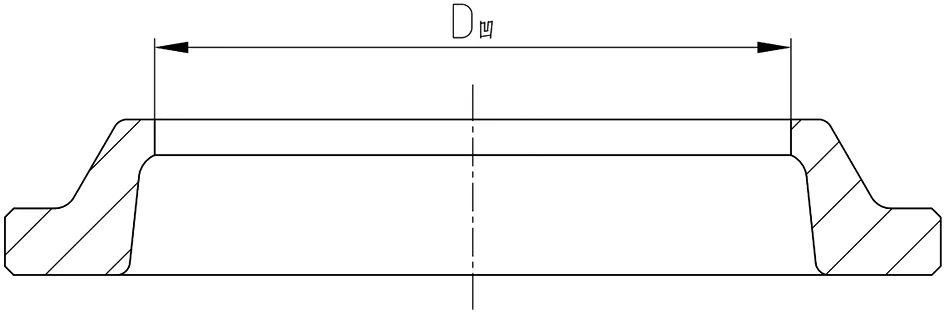
图2 切边凹模
切边凸模在切边过程中起到传递压力的作用,切边凹模起到切刃飞边的作用。首先要确定切边凹模的刃口尺寸D凹,再根据刃口尺寸D凹确定切边凸模的最大外径D凸。
在进行活塞裙模具设计时,活塞裙锻件的热缩率取1.015,锻造时的温度在1200℃左右。而在实际生产中,切边时活塞裙的温度会从1200℃降到1000℃左右,这就需要考虑温降引起的锻件收缩率的变化。锻件在放入凹模中进行切边时,其外形尺寸已经冷却收缩。
下面介绍活塞裙锻件在切边时热收缩率的求解过程。为简化研究,将钢材的热膨胀系数α 视为常数,不考虑其随温度的变化而变化。假设活塞裙锻件在1000℃时的热收缩率为A。锻造时锻件从室温加热至1200℃,一般室温取20℃,活塞裙在常温(冷态)时分模线的直径为D。
α×(1200-20)=1.015D-D (1)
α×(1000-20)=A×D-D (2)
由式(1)和式(2),求得A ≈1.0125。
那么,D凹=1.0125D+2×锻件允许的残留飞边-模具制造上偏差,D 为活塞裙在冷态时分模线的尺寸,模具制造的上偏差取决于模具制造水平,模具型腔尺寸制作精度一般可以控制在±0.3mm 以内。锻件允许的残留飞边参照客户标准或《钢质模锻件公差及机械加工余量》国家标准。
D凸=D凹-2×切边压力机导柱导套之间的单边间隙-切边凹模和切边凸模装配的中心偏差,切边模架的导柱和导套之间的单边间隙一般为0.2 ~0.3mm,切边凹模和切边凸模装配中心偏差根据模架和切边模具制造安装水平确定,一般可以控制在φ0.4mm 以内。
锻钢活塞裙切边常见问题的解决方法
残留飞边过大的解决方法
合理设计切边凹模刃口的轮廓尺寸D凹,因为切边凹模的刃口在切边过程中起到切刃飞边的作用,所以切边凹模的刃口尺寸设计是否合理决定了残留飞边的大小。
切边变形的解决方法
活塞裙在切边时经常出现厚裙外侧台阶面变形问题,见图3 和图4。
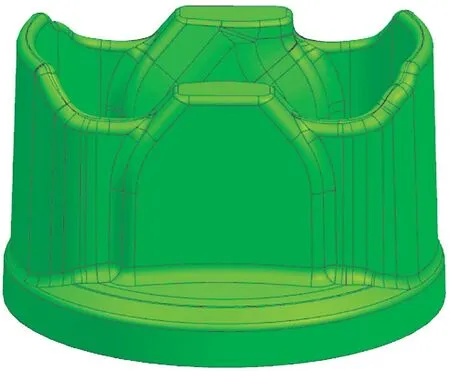
图3 活塞裙台阶面变形部位
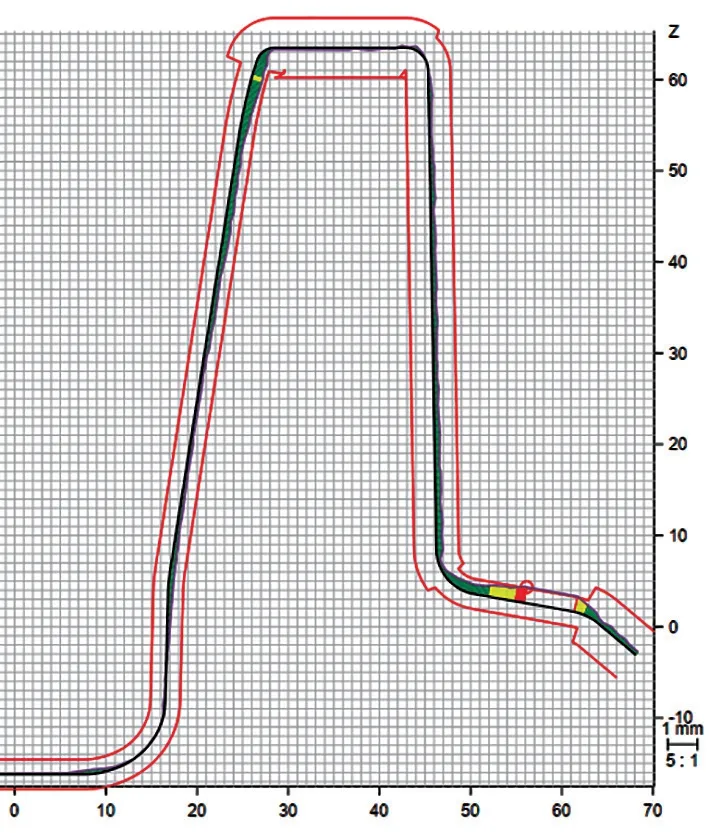
图4 三坐标扫描检测结果
活塞裙的切边变形是一个受到多因素影响、较复杂的问题。为简化研究,将切边过程看作一个纯剪切过程,切边力F=π×(D凹/2)2×t×τ,D凹为切边凹模刃口直径;t 为切边时实际剪切厚度;τ 为锻件材料切边温度下的抗剪强度。
针对切边变形情况,给出以下防止或减小变形的方法。
⑴合理设计切边凹模刃口的轮廓尺寸D凹,防止切边时产生过切导致切边力的急剧增加。在能满足锻件残留飞边的前提下,采用上述公式计算时,切边凹模刃口的轮廓尺寸尽量取较大值。
⑵合理设计切边凹模的刃口形式。在能满足切边凹模刃口强度的前提下,尽量减小刃口宽度L,一般取5mm。对于锻钢活塞裙法兰厚度较薄的产品,由于直刃口剪切工作带较长,切边力较大,切边凹模的刃口形式可以由直刃口(见图5)改为斜刃口(见图6),斜刃口可以减小切边力F,有效减小活塞裙因切边造成的变形。
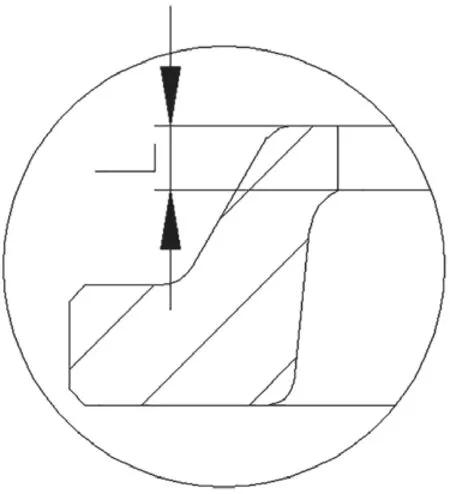
图5 直刃口形式的切边凹模
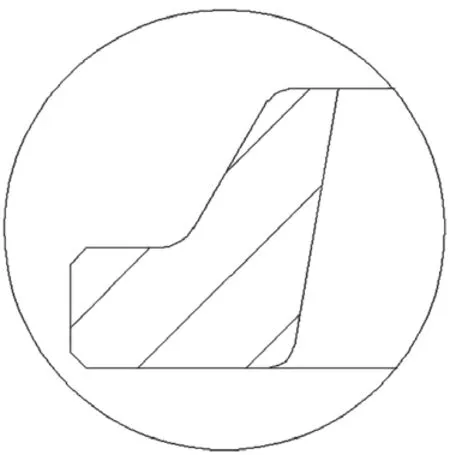
图6 斜刃口形式的切边凹模
⑶合理设计活塞裙锻件分模线的位置,确保切边时活塞裙锻件放到切边凹模里能够有效、可靠地定位。防止切边时因定位不当造成一边过切,一边残留飞边偏大,切边受力不均匀也会导致变形。
⑷控制切边时的锻件温度。根据切边力计算公式,切边力的大小和锻件材料抗剪强度有关,而材料的抗剪强度和温度的关系呈非线性负相关。锻件温度越高所需的切边力越小。根据车间实际操作经验,活塞裙切边时的温度要求控制在850℃以上。
⑸减小切边凸凹模间隙,可以减小引起变形的外力弯矩。但需要考虑到切边压力机的导向精度和切边凸凹模的装配中心偏差,间隙过小在切边过程中易导致凹模刃口被凸模损坏。
⑹除了以上几点,还可以考虑以在终锻模具上做局部补偿的方式解决锻件变形问题,即在活塞裙变形部位反方向改变终锻模的形状尺寸,使得锻件变形后可以回调到所需要的尺寸公差范围内。
结束语
本文的目的是为了解决活塞裙切边工序经常出现的残留飞边过大和切边变形问题。从理论层面,给出切边用模具关键尺寸的设计公式。利用该设计公式并结合切边力计算公式,为解决残留飞边过大和切边变形问题提供分析思路,并给出相应解决方法。
