钎焊温度对316L/AuSi/NiTi 接头界面组织与力学性能的影响
2023-08-12陈修凯曹云飞卞红宋晓国姜楠李明
陈修凯,曹云飞,卞红,宋晓国,姜楠,李明
(1.哈尔滨工业大学,先进焊接与连接国家重点实验室,哈尔滨,150001;2.哈尔滨工业大学(威海),山东省特种焊接技术重点实验室,威海,264209)
0 序言
形状记忆合金(shape memory alloys,SMA)是一种由两种或两种以上金属元素所构成的合金材料,通过马氏体相变及其逆变和热弹性,使其具有形状记忆效应(shape memory effect,SME).在航空航天领域、医疗、电子、建筑和汽车等方面,形状记忆合金得到了广泛的应用,这是因为这种智能金属材料具有形状记忆效应和超弹性[1-2].NiTi 形状记忆合金得益于优越的生物相容性而得到了迅速地发展[3].但其生产成本相对较高,加工性差,限制了其应用范围.不锈钢兼具高强度、高韧性,具有优异的抗腐蚀性能和良好的生物相容性,且价格低廉,具有较好的综合经济效益[4-5].故将NiTi 合金与316L 不锈钢连接起来能够实现功能互补,提高材料性能并降低成本,具有广阔的应用前景.但两种材料在物理和化学性能上的巨大差异使焊接变得十分困难;界面处形成的TiFe2,TiCr2等脆性金属间化合物对形状记忆效应会产生不良影响,且脆性金属间化合物极易导致裂纹的产生,极大地降低了接头的力学性能[6].
目前,NiTi 形状记忆合金与不锈钢的连接方法主要有激光焊[7]、电子束焊[8]和钎焊[9-13].然而,在熔化焊过程中,Ti-Fe,Ti-Ni 等金属间化合物不可避免地在熔合区生成,并形成粗大的铸造组织,对NiTi 合金的形状记忆效应造成不利影响[14],且其焊后变形大,精度差,不利于医疗行业中人体植入物的应用.钎焊具有焊件变形小、易于精密成型、对母材合金基体的热冲击较小等优势,有利于NiTi 形状记忆合金与不锈钢的连接.Qiu 和Li 等人[9-10]均采用Ag-Cu-Zn-Sn 钎料对NiTi 形状记忆合金和不锈钢进行激光钎焊,研究发现,即使是在合适的热输入下,也会因快速加热和高温破坏了B2→B19'的相变条件,从而导致NiTi 形状记忆合金超弹性的损失.Zhao 等人[11]使用AgCu 钎料在钎焊温度900 ℃下保温30 min 对NiTi 合金进行真空钎焊.研究发现,由于钎焊温度高于NiTi 合金相变温度(650 ℃左右),故其形状记忆效应仍受到损害.在低温下进行钎焊可以较为有效地保留NiTi 合金超弹性和形状记忆效应.Zhao 等人[12]采用Au-Si 钎料对NiTi 形状记忆合金进行真空钎焊,并在钎焊温度430 ℃下保温30 min 得到抗剪强度为125 MPa 的接头.研究发现,钎焊过程中,Si 元素向两侧扩散并与NiTi 合金反应,使得钎缝中的Si 元素几乎被消耗殆尽,留下一个充满Au 基固溶体的钎缝,钎料熔点的升高并在保温时等温凝固,界面处出现含有Ni4Si7Ti4晶须和NiSiTi 纳米晶体的反应层.
基于以上分析,采用AuSi 共晶钎料,实现NiTi 合金和316L 不锈钢的钎焊连接.结合扫描电子显微镜(scanning electron microscopy,SEM)、能谱仪(energy dispersive spectroscopy,EDS),探究了钎焊温度对接头界面组织与力学性能的影响规律,并使用电化学工作站对最优参数下接头的耐腐蚀性进行了评价.
1 试验方法
试验采用承怀特种合金(上海)有限公司提供的316L 不锈钢,密度为7.98 g/cm3,热膨胀系数为16.6 × 10-6℃-1,弹性模量为195 GPa.采用苏州星海电子商务有限公司提供的NiTi 形状记忆合金,其化学组成为Ni-45Ti,密度为6.5 g/cm3,热膨胀系数为10.0 × 10-6℃-1.两种母材的X 射线衍射(X-ray diffraction,XRD)图像如图1 所示.试验所用钎料为汕尾市索思电子封装材料有限公司生产的AuSi 共晶钎料,成分为AuSi3.15,熔点为383 ℃,其微观组织如图2 所示.
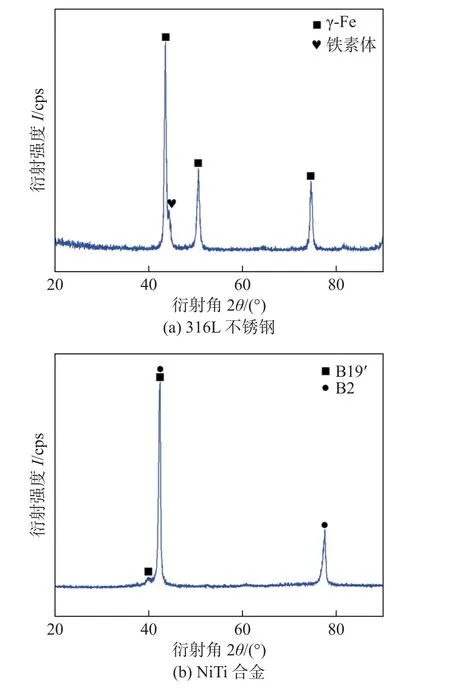
图1 母材的XRD 图Fig.1 XRD patterns of base metal.(a) 316L stainless steel;(b) NiTi alloy

图2 AuSi 共晶钎料微观组织Fig.2 Microstructure of AuSi eutectic solder
图3 为试验方法示意图.将316L 不锈钢和NiTi 形状记忆合金分别加工成尺寸为15 mm ×15 mm × 5 mm 和5 mm × 5 mm × 5 mm 的待焊试样,并依次采用180,400,800,1 200,2 000 号的碳化硅砂纸进行打磨以去除待焊试样表面的氧化膜,并将打磨好的试样放入丙酮中,超声清洗15 min,然后按照图3a 进行装配,装配时钎料厚度为50 μm.装配完成后,将试样放入真空钎焊机中进行焊接.钎焊过程如下:以升温速率5 ℃/min 升温到400 ℃并保温10 min,再以升温速率5 ℃/min 的升温至所需的钎焊温度,并保温相应时间进行焊接,焊接完成后以降温速率10 ℃/min 降温至200 ℃,最后随炉冷却至室温,取出试样.
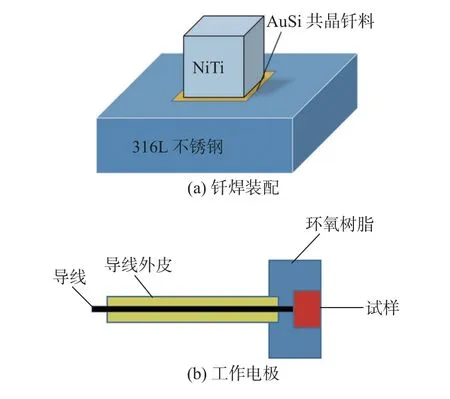
图3 试验方法示意图Fig.3 Schematic diagrams of test method.(a) brazing assembly;(b) working electrode
采用配备EDS 的场发射扫描电子显微镜对试件组织形貌和物相元素进行观察和确定,采用Instron 5967 型万能材料试验机对每个钎焊参数下的5 个试样进行剪切试验,加载速率为1 mm/min.
采用德国Zahner 生产的Im6e 型电化学工作站对NiTi/316L 不锈钢接头的耐腐蚀性能进行检测.图3b 为三电极中工作电极示意图,此电化学工作站为三电极系统,辅助电极和参比电极分别是上海兢翀电子科技发展有限公司生产的铂片电极和饱和甘汞参比电极.由于电化学试验可重复性较差,试验误差较大,因此钎焊接头、316L 不锈钢和NiTi 合金各准备3 个试样,以减小误差.
2 试验结果与讨论
2.1 316L/AuSi/NiTi 钎焊接头典型界面组织
图4 为在钎焊温度为600 ℃、保温时间为30 min 的工艺条件下得到的316L/AuSi/NiTi 接头的典型界面微观组织.从图4 可以看出,接头界面实现了良好的冶金结合,无裂纹、气孔等缺陷.从接头的微观形态可以将接头界面分为3 个区域:区域I 为316L 不锈钢侧反应层,区域 Ⅱ 为钎缝中间区域,区域 Ⅲ 为NiTi 合金侧反应层.
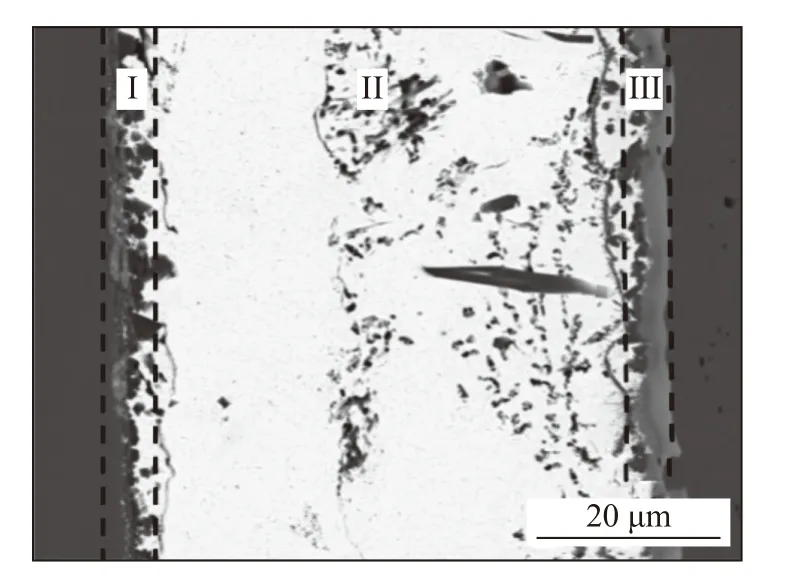
图4 316L/AuSi/NiTi 接头典型界面结构Fig.4 Typical interfacial structure of 316L/AuSi/NiTi joint
通过EDS 对钎焊接头进行元素面扫描,得到Ti,Ni,Au,Si,Fe,Cr 等主要元素的分布,如图5 所示.Ti 元素从NiTi 合金侧向316L 合金侧呈现明显的元素梯度分布特征,并且在黑色块相周围存在富集现象;Ni 元素是从两侧母材向中间呈梯度分布,Ni 元素在黑色块相周围也存在富集现象;作为钎料成分的Au 和Si 元素,前者充分扩散,均匀地分布在钎缝白色相,后者则集中分布在钎缝黑色相中;Fe,Cr 元素含量从316L 合金侧向NiTi 合金侧呈梯度分布特征,相比之下,区域 I 中铁含量较多,区域Ⅱ 中铬含量较多.从合金元素分布情况可以看出,钎缝区中的白色相主要由Au 元素构成,黑色块相则主要由Si,Ni 和少量的Fe 元素构成,可以初步判断黑色相为Si,Ni,Fe 3 种元素构成的化合物,而黑色点状相则只由Si 元素构成.区域 I 主要有Fe,Cr,Ni,Si 4 种元素构成,而区域 Ⅲ 主要由Ti,Ni,Si 3 种元素构成,Si 元素从钎料中扩散至钎料与两侧母材界面处,并形成含有Si 元素的薄层,由此说明Si 在钎焊过程发挥重要作用.
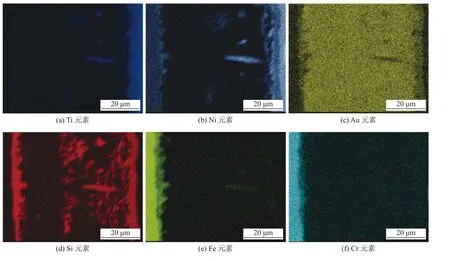
图5 316L/AuSi/NiTi 接头中元素面扫描结果Fig.5 Element surface scanning results of 316L/AuSi/NiTi joint.(a) Ti element;(b) Ni element;(c) Au element;(d) Si element;(e) Fe element;(f) Cr element
图6 为典型接头界面微观组织.为了进一步分析钎焊接头组织,对图6 中所标定的A~ F 点进行能谱分析.表1 列出了A~ F 各点的化学成分和可能形成的反应相.结合表1 和图6 可以发现,在区域 I中,AuSi 钎料与316L 不锈钢反应生成(Fe,Cr)5Si3层,在区域 Ⅲ 中AuSi 钎料与NiTi 合金反应生成NiSiTi 层,并且在NiSiTi 层上生长着Ni4Si7Ti4晶须.钎缝区域分布有大量白色的Au(s,s)(B 点)、少量未反应的Si(C 点)以及游离在钎缝中的Ti14Ni49Si37等金属间化合物.

表1 图6 中各点元素含量及可能相(原子分数,%)Table 1 Element contents and possible phases of each point in Fig.6
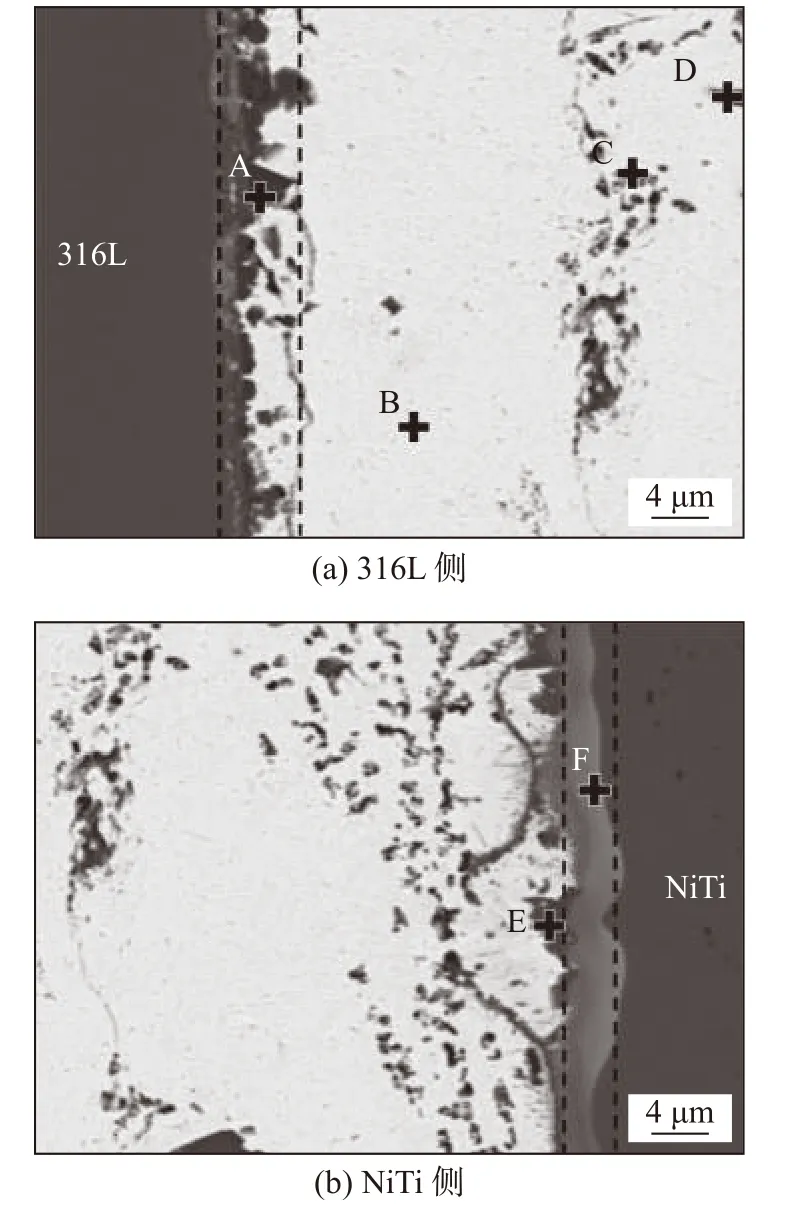
图6 316L/AuSi/NiTi 接头典型界面组织Fig.6 Typical interface microstructure of 316L/AuSi/NiTi joint.(a) side of 316L;(b) side of NiTi
综上所述,在钎焊温度为600 ℃、保温时间为30 min 的工艺条件下实现了316L 不锈钢和NiTi 形状记忆合金的钎焊连接,接头典型界面微观组织为316L/(Fe,Cr)5Si3/Au(s,s)+Ti14Ni49Si37(+Si)/Ni4Si7Ti4+NiSiTi/NiTi.
2.2 钎焊温度对316L/AuSi/NiTi 接头界面微观组织的影响
为研究钎焊温度对316L/AuSi/NiTi 接头界面组织的影响,固定保温时间为30 min,分别在钎焊温度550,575,600,625 ℃下进行钎焊试验,得到的接头的界面微观组织如图7 所示.由图7 可知,随着温度的升高,元素的扩散速率提高,接头界面形貌发生了显著且有规律的变化.316L 不锈钢侧的(Fe,Cr)5Si3颗粒逐渐增多,并最终形成连续的(Fe,Cr)5Si3层;NiTi 合金侧的NiSiTi 层厚度先增加后由于向钎缝的溶解而略有下降,其上附着的Ni4Si7Ti4晶须的数量变化规律与NiSiTi 层的厚度变化规律相似.钎缝中间区域的颗粒状Si 逐渐减少,600 ℃时开始有Ti14Ni49Si37生成.
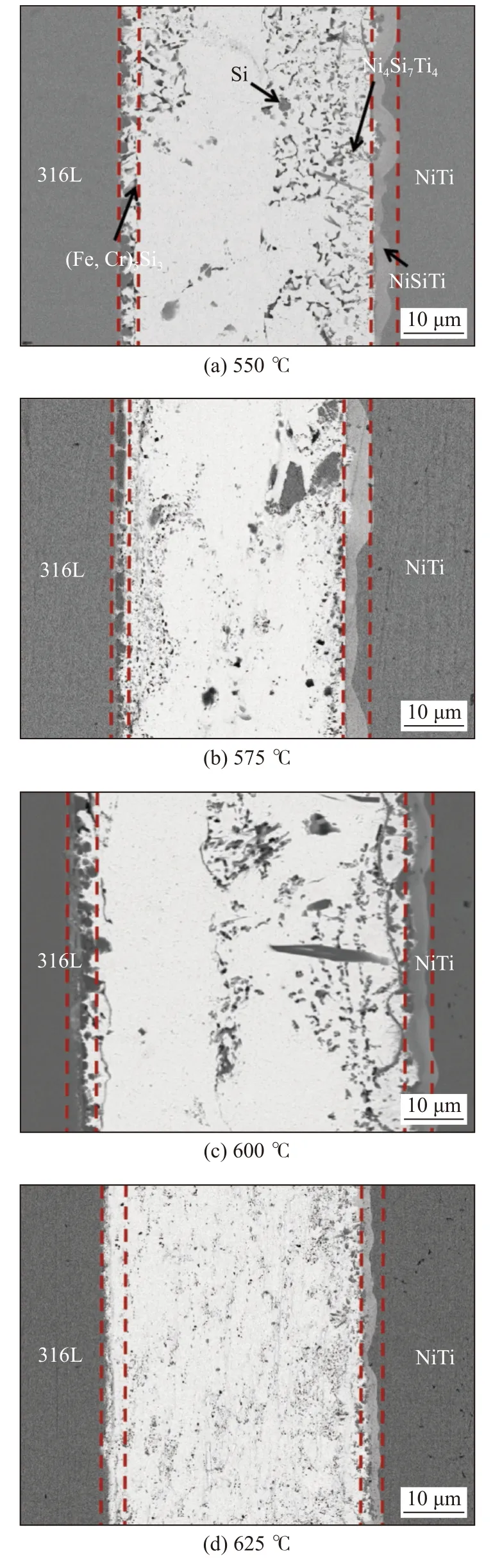
图7 不同钎焊温度下316L/AuSi/NiTi 接头界面微观组织Fig.7 Interfacial microstructure of 316L/AuSi/NiTi joints at different brazing temperatures.(a) 550 ℃;(b)575 ℃;(c) 600 ℃;(d) 625 ℃
在钎焊温度到达600 ℃前,如图7a 和图7b所示,316L 不锈钢侧(Fe,Cr)5Si3颗粒逐渐增多,NiTi 合金侧的NiSiTi 层逐渐增厚,在NiSiTi 层上的Ni4Si7Ti4晶须也相应增多,从而导致钎缝中的颗粒状Si 减少;钎焊温度到达600 ℃时,如图7c 所示,316L 不锈钢侧生成了明显连续的(Fe,Cr)5Si3层,NiSiTi 层厚度和Ni4Si7Ti4晶须数量继续增加,与此同时,钎缝中有Ti14Ni49Si37生成;钎焊温度超过600 ℃后,如图7d 所示,316L 不锈钢侧的(Fe,Cr)5Si3层厚度继续增加,而NiTi 合金侧NiSiTi逐渐向钎缝中溶解,导致NiTi 合金侧NiSiTi 层厚度逐渐下降,Ni4Si7Ti4晶须数量减少,而钎缝中的Ti14Ni49Si37增多.
2.3 钎焊温度对316L/AuSi/NiTi 接头力学性能和断裂路径的影响
图8 为保温时间30 min 下,不同钎焊温度对接头抗剪强度的影响.由图8 可知,随着钎焊温度的升高,316L/AuSi/NiTi 接头的抗剪强度先升高后下降,当钎焊温度为600 ℃时,接头的抗剪强度最高,达到34 MPa.从不同钎焊温度下316L/AuSi/NiTi接头界面组织可知,钎焊温度较低时,316L 侧的(Fe,Cr)5Si3金属间化合物较少,钎料与母材未形成良好的冶金结合,导致接头的抗剪强度较低.随着温度升高,(Fe,Cr)5Si3金属间化合物层逐渐形成,将有利于接头力学性能的提高.但当钎焊温度过高时,会导致接头产生较大的热应力、粗大的组织结构和较厚的金属间化合物层,恶化接头的力学性能.因此,当钎焊温度为600 ℃时,钎焊接头具有良好的界面组织,母材与钎料之间具有良好的冶金结合,从而使得接头达到最大抗剪强度.
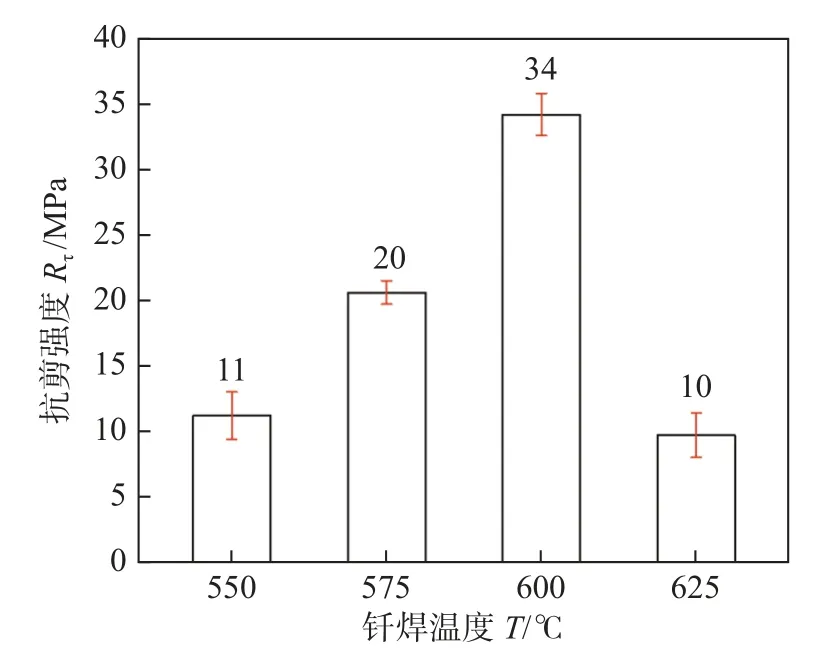
图8 不同钎焊温度下接头的抗剪强度Fig.8 Shear strength of joints at different temperatures
图9 为经室温剪切试验后的接头的断裂路径.由图9 可以发现,不同钎焊温度下,316L/AuSi/NiTi接头的断裂位置均在区域 I 和区域 Ⅱ 中,这是因为Ni4Si7Ti4晶须具有钉扎位错的作用,可以有效地加强NiTi 侧界面的结合强度,使得接头断裂均不发生在区域 Ⅲ 中.当钎焊温度较低时,(Fe,Cr)5Si3金属间化合物为颗粒状分布,母材与钎料之间结合不良,导致断裂路径分布在区域 I 中,如图9a 所示.当钎焊温度为600 ℃时,(Fe,Cr)5Si3金属间化合物层形成,母材与钎料结合紧密,导致接头断裂在钎缝中的金基固溶体中,如图9b 所示.当钎焊温度超过600 ℃时,由于(Fe,Cr)5Si3金属间化合物层过厚,加之热应力过大,导致断裂重新发生在区域I中,甚至在625 ℃下,接头未焊合,断裂位置位于316L 不锈钢侧界面处,如图9c 所示.由此说明,(Fe,Cr)5Si3金属间化合物层的形成和厚度对接头力学性能至关重要.
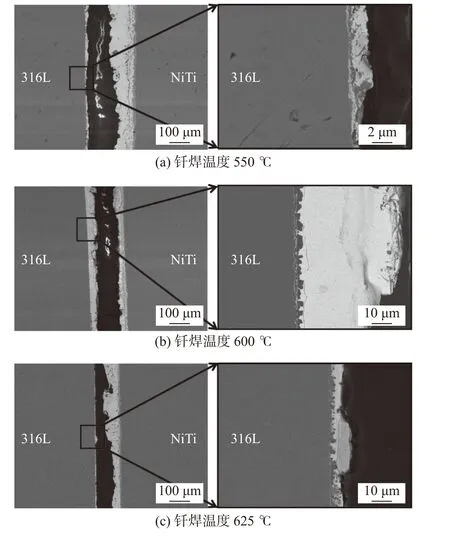
图9 不同钎焊温度下接头的断裂路径Fig.9 Fracture paths of joints at different brazing temperatures.(a) brazing temperature 550 ℃;(b)brazing temperature 600 ℃;(c) brazing temperature 625 ℃
2.4 最优钎焊工艺参数下接头的耐腐蚀性评价
经过对不同钎焊工艺参数下接头的力学性能测试,分析可知在保温30 min 的条件下,最优钎焊温度为600 ℃,将此工艺参数下钎焊接头进行开路电位和阻抗谱测试如图10 所示.由图10a 可知,316L 不锈钢、钎焊接头和NiTi 合金的开路电位分别约为0.04,0.2 V 和0.02 V.钎焊接头的开路电位高于316L 不锈钢和NiTi 合金,即接头的耐腐蚀性相比于两种母材金属略有降低.由图10b 可知,在3 种试样中,NiTi 合金的阻抗谱半径最大,其次是316L 不锈钢,钎焊接头的阻抗谱半径最小,即钎焊接头的耐腐蚀性略低于两种母材,这与从图10a 所得出的结论相同.这是由于当两种金属材料接触时,由于金属材料的极化电压不同,会在接触面附近形成微电池,而钎缝中存在多种金属间化合物,如图6 和表1 所示,这会导致在界面处会形成微电池,加速金属材料的腐蚀,宏观上表现为接头的耐腐蚀性下降,所以接头的耐腐蚀性会略低于316L 不锈钢和NiTi 合金.
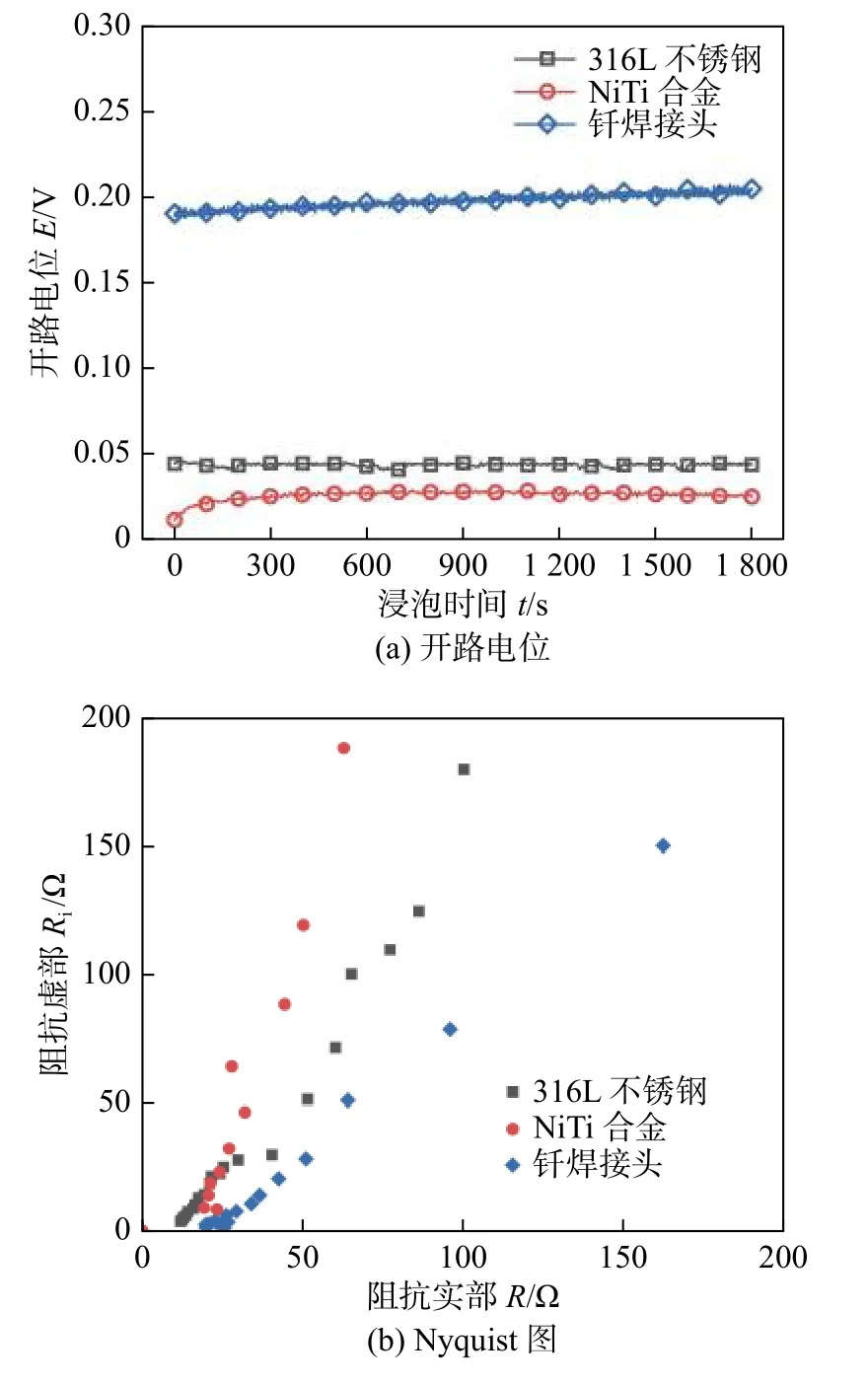
图10 NiTi 合金、316L 不锈钢和钎焊接头的电化学曲线Fig.10 Electrochemical curves of NiTi alloy,316L stainless steel and brazed joints.(a) open circuit potential;(b) Nyquist diagram
3 结论
(1)采用AuSi 共晶钎料实现了316L 和NiTi合金的可靠连接,接头的典型界面微观组织为316L/(Fe,Cr)5Si3/Au(s,s)+Ti14Ni49Si37(+Si)/Ni4Si7Ti4+NiSiTi/NiTi.
(2)随着钎焊温度的升高,(Fe,Cr)5Si3层厚度增加,NiSiTi 层厚度先增加后减小,钎缝中的颗粒状硅含量逐渐下降;接头抗剪强度先增加后减小,钎焊温度为600 ℃时接头抗剪强度达到最大为34 MPa,此时接头断裂处为钎缝中的金基固溶体中.
(3)在钎焊温度600 ℃下保温30 min 的条件下得到的316L/NiTi 钎焊接头耐腐蚀性能相对于母材有所下降.
