废气再循环冷却器钎缝气密性检测试验
2022-06-10于爱兵
□ 杨 松 □ 于爱兵 □ 孙 磊
1.宁波大学 机械工程与力学学院 浙江宁波 3152112.宁波普瑞均胜汽车电子有限公司 浙江宁波 315048
1 试验背景
柴油机热效率高,低速扭矩大,运行稳定,在汽车、农业机械等诸多领域被广泛应用[1-2]。柴油机在运行过程中会排放大量的氮氧化物,造成空气污染,并损害人体健康。随着国家排放法规的日益严苛,各种柴油机废气净化技术不断被研发使用。其中,冷却废气再循环系统通过废气再循环冷却器降低柴油机进气口引入废气的温度,有效降低柴油机的燃烧温度,可以抑制氮氧化物生成的高温富氧条件,并减少氮氧化物的排放[3-5],是柴油机废气减排的重要技术[6]。
废气再循环冷却器是冷却废气再循环系统的重要部件,实质是一个热交换系统[7-8],主体结构由气路和水路构成。高温废气进入废气再循环冷却器的气路,通过内部换热管与水路中的发动机冷却液完成热交换,从而降低废气温度。制造废气再循环冷却器的零件多为不锈钢冲压件及管件,常通过压入、铆接等方法装配。当然,装配完成的零件并不足以承受柴油机运行时的振动,也无法保证气密性。钎焊使用比母材熔化温度更低的钎料,将钎料加热至高于钎料液相线而低于母材固相线的温度,利用熔化的钎料将母材连接在一起[9]。钎焊的焊接效率高,焊件变形小[10],特别适用于废气再循环冷却器的制造,是废气再循环冷却器制造行业普遍使用的焊接方法。需要注意的是,废气再循环冷却器钎缝的各类焊接缺陷常会导致气密性下降,造成内部废气或者冷却液泄漏,严重影响废气再循环冷却器的使用。因此,一般会对钎焊后的废气再循环冷却器做钎缝气密性检测,以确保使用性能。进行废气再循环冷却器钎缝气密性检测,需要保证钎缝气密性检测结果的重复性。笔者通过试验设计方法,分析废气再循环冷却器钎缝气密性检测工艺参数与钎缝气密性检测结果重复性之间的关系及其显著程度,确定最佳的钎缝气密性检测工艺参数,为实际生产中钎缝气密性检测工艺参数的设定提供理论指导。
2 试验设备
选用常用类型柴油机的废气再循环冷却器进行试验,如图1所示。这一废气再循环冷却器内部采用螺旋式换热管,两端铸件的三个法兰为气路的封堵面,中间的两个水管为水路的封堵口。

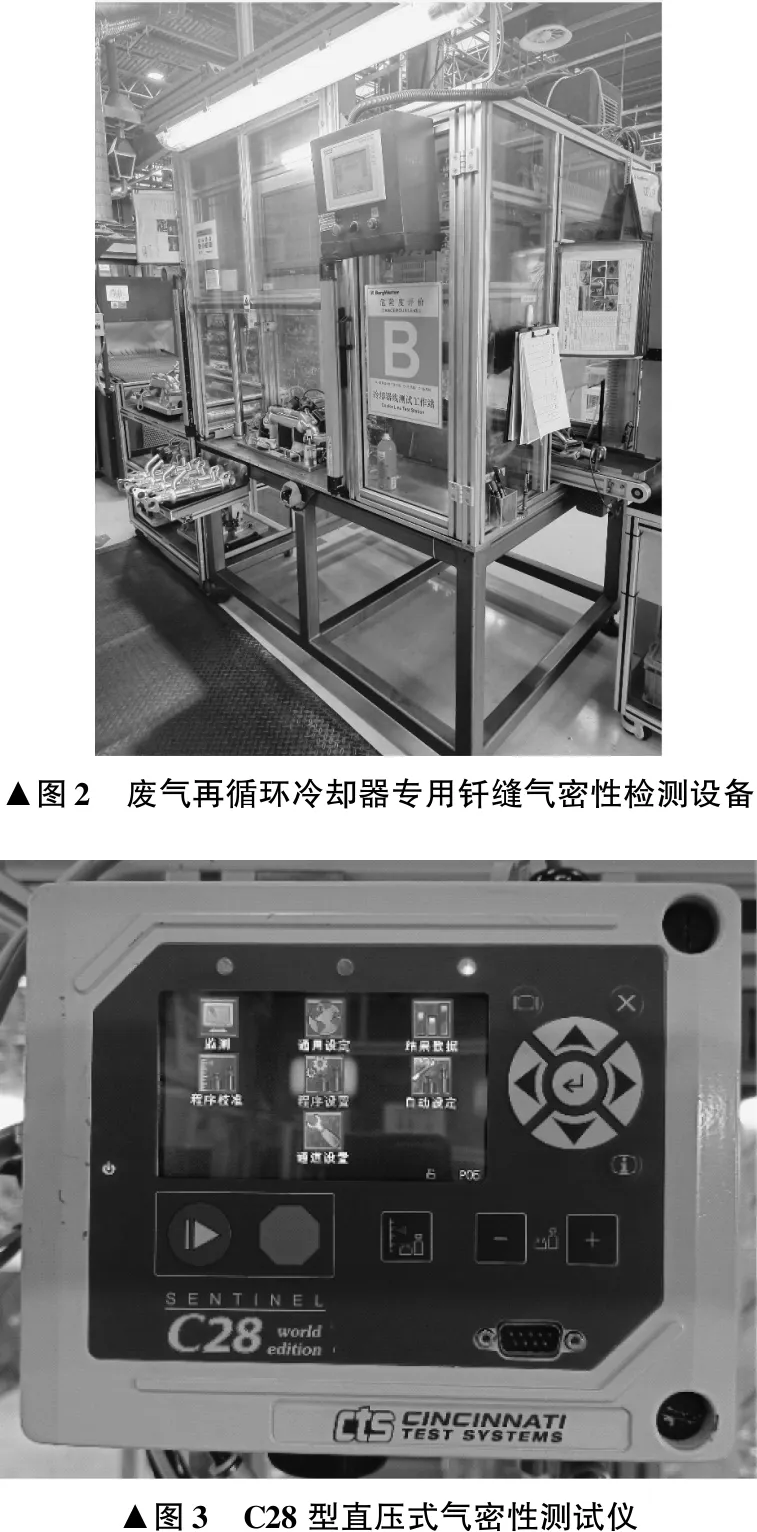
试验采用自行设计的废气再循环冷却器专用钎缝气密性检测设备,如图2所示。这一设备由可编程序控制器控制,采用压降法进行钎缝气密性检测,集成两台C28型直压式气密性测试仪,如图3所示,分别用于水路与气路的泄漏率检测。设备内部的气密性检测夹具能够定位并夹紧废气再循环冷却器,检测前能够按顺序自动对水路与气路的端口做封堵。试验时,设定的钎缝气密性检测压力为250 kPa±10 kPa。
3 试验方法
压降法钎缝气密性检测的核心工艺参数为充气时间、稳定时间、检测时间。钎缝气密性检测结果的重复性是评价废气再循环冷却器钎缝气密性检测能力的重要维度,不同的钎缝气密性检测工艺参数组合将直接影响钎缝气密性检测结果的重复性。试验通过选取不同的钎缝气密性检测工艺参数,确认使钎缝气密性检测结果重复性最佳的钎缝气密性检测工艺参数组合,并研究钎缝气密性检测工艺参数与钎缝气密性检测结果重复性之间的关系。试验设计方法非常适用于本次试验,为了减少试验次数,提高试验效率,并且使试验点均匀分散,选用正交设计方法。不同钎缝气密性检测工艺参数组合对应的钎缝气密性检测结果重复性采用JJF 1033—2016《计量标准考核规范》中的方法进行计算评价,计算标准差[11]。
4 试验结果
试验确定充气时间、稳定时间、检测时间三个核心工艺参数作为试验因素,各自拟定三个水平,试验因素及水平见表1。综合考虑试验条件及试验次数,选用正交表L9(34),具体气路、水路试验方案及结果分别见表2、表3,气路、水路试验评价分别见表4、表5。
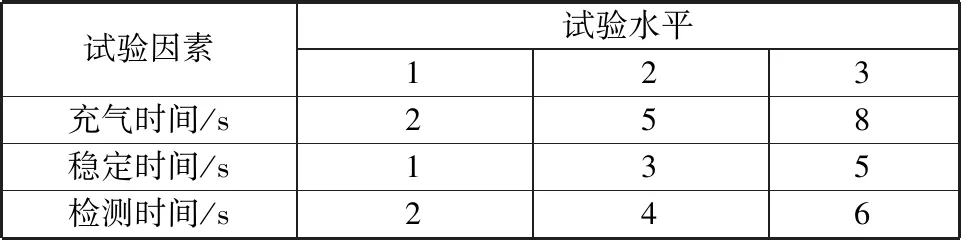
表1 试验因素及水平

表2 气路试验方案及结果

表3 水路试验方案及结果

表4 气路试验评价

表5 水路试验评价
每组钎缝气密性检测工艺参数对应进行15次钎缝气密性检测,重复性值实际为15次钎缝气密性检测结果的标准差,重复性值越小,代表钎缝气密性检测结果的重复性越好。每次钎缝气密性检测结束后,停止检测5 min,避免由于连续钎缝气密性检测而导致废气再循环冷却器内部腔体温度持续升高,使测得的泄漏率不断增大,影响试验精度。极差越大,说明试验因素对钎缝气密性检测结果重复性的影响程度越大。气路、水路试验时试验因素试验水平变化趋势分别如图4、图5所示。
对比九组气路试验,重复性值最小的是第8组,为0.129,其次为第9组,重复性值为0.175,与第8组接近。对比检测总时间,第8组更短,因此气路试验九组钎缝气密性检测工艺参数中,第8组最好,对应充气时间8 s、稳定时间3 s、检测时间2 s。对不同试验水平的重复性值做深入分析,充气时间8 s时的重复性值和最小,为0.563;稳定时间3 s时的重复性值和最小,为1.671,并且与稳定时间5 s时的重复性值和2.030相比较接近;检测时间4 s时的重复性值和最小,为2.301,并且与检测时间6 s时的重复性值和2.355很接近。若仅按照重复性值和最小选取钎缝气密性检测最佳工艺参数组合,则可以得到四组钎缝气密性检测工艺参数组合:① 充气时间8 s、稳定时间3 s、检测时间4 s;② 充气时间8 s、稳定时间3 s、检测时间6 s;③ 充气时间8 s、稳定时间5 s、检测时间4 s;④ 充气时间8 s、稳定时间5 s、检测时间6 s。若同时考虑检测总时间最短,则钎缝气密性检测最佳工艺参数组合为充气时间8 s、稳定时间3 s、检测时间4 s,当然,这不在气路试验的九组钎缝气密性检测工艺参数组合中。比较极差,充气时间的极差最大,为5.735;其次为稳定时间,极差为3.344;检测时间的极差最小,为1.759。由此可知,气路钎缝气密性检测时,充气时间对钎缝气密性检测结果重复性的影响最大,稳定时间次之,检测时间的影响最小。

对比九组水路试验,重复性值最小的是第9组,为0.081,其次为第8组,重复性值为0.105,与第9组接近。对比检测总时间,第8组更短,因此水路试验九组钎缝气密性检测工艺参数中,第8组最好,对应充气时间8 s、稳定时间3 s、检测时间2 s。对不同试验水平的重复性值进行进一步分析,充气时间8 s时的重复性值和最小,为0.302;稳定时间5 s时的重复性值和最小,为0.525;检测时间6 s时的重复性值和最小,为0.673。考虑重复性值和最小,可以得到钎缝气密性检测最佳工艺参数组合为充气时间8 s、稳定时间5 s、检测时间6 s,同样这不在水路试验的九组钎缝气密性检测工艺参数组合中。比较极差,充气时间的极差最大,为1.139;其次为稳定时间,极差为0.561;检测时间的极差最小,为0.208。由此可知,水路钎缝气密性检测时,充气时间对钎缝气密性检测结果重复性的影响最大,稳定时间次之,检测时间的影响最小,影响规律与气路钎缝气密性检测一致。
另外,对比表2、表3可以发现,随着检测总时间的延长,钎缝气密性检测结果的重复性趋势向好。
5 结束语
笔者通过正交试验方法,确定了废气再循环冷却器钎缝气密性检测的最佳工艺参数,以及各钎缝气密性检测工艺参数、检测总时间与钎缝气密性检测结果重复性之间的关系。
对于气路钎缝气密性检测,最佳工艺参数组合为充气时间8 s、稳定时间3 s、检测时间4 s,对于水路钎缝气密性检测,最佳工艺参数组合为充气时间8 s、稳定时间5 s、检测时间6 s。进行废气再循环冷却器钎缝气密性检测时,充气时间显著影响钎缝气密性检测结果重复性,其次为稳定时间,影响最小的检测时间。在检测总时间受限时,建议尽量延长充气时间,适当缩减稳定时间,尽量缩短检测时间,以此来平衡钎缝气密性检测结果重复性与检测总时间。
总体而言,检测总时间延长有利于提高钎缝气密性检测结果的重复性。对于检测总时间没有严格要求的场合,可以简单通过延长充气时间、稳定时间、检测时间来使检测总时间延长,进而提高钎缝气密性检测结果的重复性。