稳定塔裙座角焊缝裂纹原因分析及修复
2023-08-09来诚锋杨元庆彭泽军
来诚锋 杨元庆 姚 勇 彭泽军
(武汉市锅炉压力容器检验研究所 武汉 430024)
压力容器通常盛装高低温、高压、易燃、易爆、有毒或有腐蚀性介质,其原材料、制造过程中的缺陷或使用过程中的新生缺陷均会导致其安全性、可靠性大幅下降,甚至引起严重事故。2020 年,在对某树脂生产企业C9 加氢装置中的1 台稳定塔(如图1 所示)首次进行定期检验过程中,发现塔体下封头与圆锥形裙座连接角焊缝整圈断续存在多条裂纹,裂纹最长260 mm,严重影响塔器的安全运行,存在重大安全隐患,须进行修复。
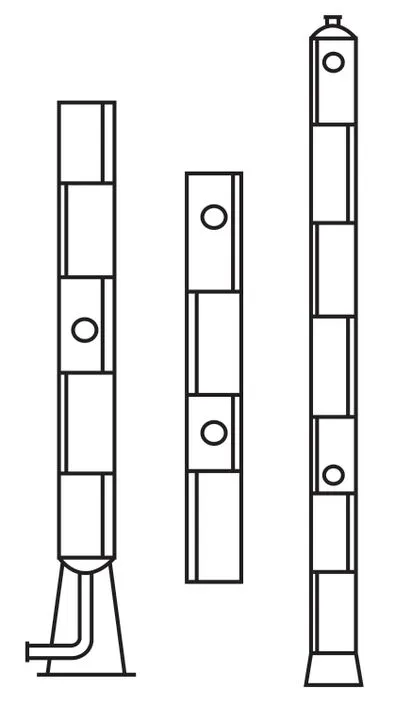
图1 稳定塔外形轮廓
1 稳定塔主要参数
稳定塔主要性能参数见表1,基本参数见表2。

表1 稳定塔主要性能参数
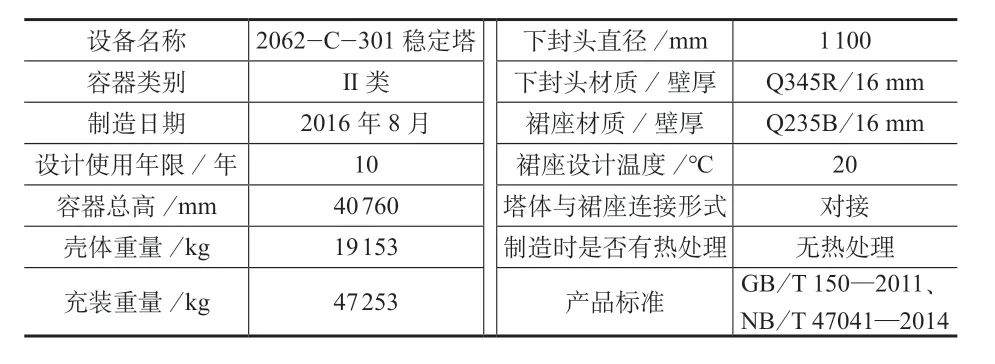
表2 稳定塔基本参数
2 裂纹检出
在多种无损检测方法中,磁粉检测对于铁磁性材料表面及近表面缺陷具有非常高的灵敏度[1-2],鉴于稳定塔裙座及下封头材质均为铁磁性材料,依据TSG 21—2016《固定式压力容器安全技术监察规程》中定期检验的相关要求,本文对稳定塔下封头与裙座连接角焊缝进行100%磁粉检测,发现该角焊缝表面整圈断续存在多条裂纹,裂纹最长达260 mm,裂纹主要沿焊缝纵向分布,未扩展至焊缝两侧热影响区(见图2)。

图2 裙座角焊缝裂纹影像
3 裂纹原因分析
3.1 裙座角焊缝应力分析
不同于普通的立式容器,塔器高径比大,可简化为底部固定的悬臂梁结构,其主要承受自重载荷、介质重量载荷、风载荷、地震载荷以及塔器内部的压力、温度载荷,风载荷和地震载荷为塔器底部的主要载荷,这些侧向载荷在塔壳和裙座壳截面中形成弯曲应力和剪切应力,所以应保证裙座圆筒与塔器底封头的连接焊缝具有足够的强度。而对一些压力频繁波动以及高温度场的塔器,塔壳和裙座壳的连接处也会存在较大的交变应力及热疲劳应力,从而造成疲劳破坏。
本稳定塔运行状态下,温度及压力不高且变化不大,本文未考虑其自身压力变化导致的交变应力及温度循环变化造成的热疲劳应力。
考虑到稳定塔又高又重,风载荷对裙座连接角焊缝存在较大影响,故对该部位进行风载荷计算,分析是否因风载荷导致塔器角焊缝疲劳开裂。由SW6-2011 软件计算,对接焊接接头拉应力许用值为83.52 MPa,满足要求;风载荷及地震载荷校核合格,设计风速为29.62 m/s,现场风速远小于设计风速,满足要求。因此,该塔器裙座角焊缝应力分析合格,风载荷不是裙座角焊缝开裂的主要原因。
3.2 裙座角焊缝结构分析
塔体与裙座的连接一般采用对接和搭接[3],本稳定塔采用对接型式。依据NB/T 47041—2014《塔式容器》[4],裙座壳与相邻塔壳封头采用对接型式的连接焊缝应为连续焊,且应采用全焊透结构。经查阅该稳定塔的《产品质量证明书》,裙座角焊缝与下封头采用对接接头连接形式,裙座角焊缝采用手工电弧焊,选用J507、φ4.0 mm 焊条,焊后进行100%磁粉检测,外表面未发现相关显示。由此判断,裙座角焊缝裂纹为使用过程中形成的裂纹。
鉴于本稳定塔下封头无拼缝,依据NB/T 47041—2014 的规定,可不在裙座壳设置缺口,经现场查看,裙座壳上端未开U 形缺口,但这种情形实际上增加了裙座角焊缝对下封头的环向约束,一定限度上导致使用过程中裙座角焊缝部位应力增加。
3.3 角焊缝解剖分析
角焊缝裂纹打磨消除过程中直至焊缝根部才将裂纹完全消除,发现下封头与裙座之间断续存在最宽8 mm 的间隙,即裙座与下封头组对过程中,裙座与封头的间隙过大且未进行校正,从而影响了焊接质量。裙座角焊缝裂纹消除实物见图3。

图3 裙座角焊缝裂纹消除实物
鉴于角焊缝底部存在未焊透以及角焊缝处风载荷导致的交变应力,判断裂纹是由于制造中角焊缝未焊透以及使用过程中风载荷导致的交变应力共同作用造成的。
4 裂纹修复
考虑到裙座角焊缝整圈均存在裂纹,为避免返修不当可能会造成塔器倾覆、避免裂纹扩展至封头以及避免返修不彻底反而造成更大的危害,故制定了详细的返修方案。鉴于此稳定塔下封头与裙座整圈存在断续裂纹,故对整圈角焊缝分步骤打磨清除后进行施焊。
4.1 修复方案
此稳定塔下封头与裙座角焊缝修复顺序如下:按圆周均分A、B、C、D 四点,先从A 点顺时针修复100 mm,然后从B 点顺时针修复100 mm,再从C 点顺时针修复100 mm,最后从D 点顺时针修复100 mm,依次修复1 圈,完成后再修复下一圈,共计约9 圈(如图4 所示)。为防止修复过程中裂纹扩展,在裂纹两端钻止裂孔[5],对角焊缝横向方向上下各20 mm 热影响区进行打磨,并经磁粉探伤合格,确保裂纹消除完全。

图4 裙座角焊缝修复次序图
4.2 焊接材料
本文裙座角焊缝修复采用全焊透结构[6]、氩弧焊打底、手工电弧焊盖面的焊接方法,焊丝采用ER50-6,焊条采用E5015,从而有效保证焊接质量,焊接材料参数见表3。

表3 焊接材料
4.3 焊接工艺参数
选择合理的焊接工艺参数对焊接质量至关重要,本文根据焊接工艺评定制定了详细的焊接工艺参数,见表4。
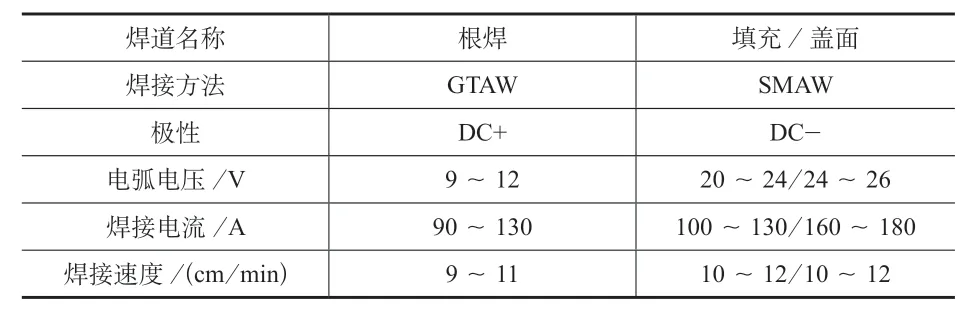
表4 焊接工艺参数
4.4 返修后形貌
裙座角焊缝返修后打磨圆滑过渡,外观检查未发现咬边、未焊满等外观缺陷,并经磁粉检测合格,至此返修工作圆满完成,裙座角焊缝返修效果见图5。返修过程中没有导致塔器倾斜,也没有因为应力集中产生新的缺陷,证明返修方案完全可行。

图5 裙座角焊缝返修效果
5 结束语
塔器裙座角焊缝既承受交变载荷,又承受塔体自重,一旦存在缺陷,就可能会导致塔体倾覆,造成严重的安全事故,因此裙座角焊缝是制造及检验过程中的重点部位,在制造及检验过程中须重点关注。
1)在裙座与下封头组对过程中,严格控制裙座与封头的间隙,如遇间隙过大应进行校正;
2)焊工应严格按照焊接工艺评定及相应的焊接工艺指导书进行施焊,并在焊接结束后对焊缝内外表面进行外观质量检查;
3)制造单位质检员应认真履职,严格检查裙座与封头的组对间隙并对焊接外观质量进行检查;
4)无损检测人员对裙座与下封头角焊缝进行100%表面探伤,有条件的情况下进行超声检测,确认焊接质量;
5)监督检验人员在现场检验过程中应严格审查裙座与下封头的组对工艺、焊接工艺评定及相应的焊接工艺指导书,并对焊接成型后内外表面的焊接质量进行检查;
6)定期检验过程中,检验人员应对裙座与封头角焊缝的内外表面进行宏观检查,进行100%表面探伤,有条件的情况下进行超声检测。
为保证压力容器安全运行,检验机构在开展检验过程中要针对压力容器特点,合理选择检验方法,准确评估容器的安全状态,消除安全隐患,为人民的生命财产安全保驾护航。
