水热及水热氧化预处理对木屑成型颗粒理化性质的影响
2023-08-08张邢佳张守玉刘思梦杨济凡吴玉新
张邢佳 ,张守玉 ※,石 岳 ,刘思梦 ,杨济凡 ,郎 森 ,胡 南 ,吴玉新
(1.上海理工大学能源与动力工程学院,上海 200093;2.长春工程学院能源动力工程学院,长春 130012;3.清华大学能源与动力工程系,北京 100084)
0 引 言
生物质作为一种可再生的碳基清洁资源,具有污染小、价格低、来源广等优点。中国每年农林生物质废弃物总量达到1.2×109t,具有广阔的开发利用前景[1]。然而,生物质结构松散、能量密度低等缺陷限制了其进一步利用[2]。生物质成型技术不仅能提高生物质的机械性能和能量密度,还能提高其燃烧效率,对生物质资源高效化利用具有重要价值[3-4]。然而,由于生物质细胞壁基质中的三组分(纤维素、半纤维素和木质素)紧密联结在一起形成了稳定性较强的物化保护屏障,不利于生物质成型燃料品质的提升[5]。因此,可以通过水热或水热氧化预处理技术来调整生物质中三组分的结构及性质,以进一步提高生物质资源的利用价值[6]。
水热预处理是将生物质原料与水以一定比例混合加入到高压反应釜中加热,在较高的温度与压力(温度150~350 ℃、压力2~25 MPa)下生物质原料发生水解、脱水、脱羧等反应,转化为气相、液相及富碳固相产物[7]。曹忠耀等[8]对比研究了棉秆和木屑经水热和低温热解预处理后制备的成型燃料的理化性质,发现水热预处理显著提升了生物质成型燃料的机械性能和燃烧性能。宋晓冰等[9-10]在上述研究的基础上,将经水热预处理后制备的棉秆和木屑成型颗粒进行炭化处理,发现成型炭产率的变化规律与生物质主要组分有关,且在水热温度为230 ℃时其燃烧性能最佳,可作为商用烧烤炭利用。由上述可知,经过水热预处理后的生物质性质得到改善,由此制备的成型燃料品质得到了极大提升。但是由于水热处理所需的温度较高,操作成本较大,需要进一步降低预处理的强度,并获得品质较好的生物质成型颗粒。因此,在水热预处理的基础上添加氧化剂(氧气、过氧化氢等)的方式以降低预处理强度[11]。WANG等[12-13]在对棉秆进行水热预处理过程中添加过氧化氢,发现半纤维素及纤维素的降解加强,可在较温和的水热氧化条件下制备高有机物含量的水相产物。
综上所述,水热及水热氧化预处理均能在一定程度上改变生物质的组分结构,改善产物的性质,有利于生物质进一步高值利用。但是,目前鲜有水热及水热氧化预处理过程中生物质组分的衍变行为及其对成型燃料理化性能影响的研究,因此,针对这一问题进行研究能够为生物质资源的高值化利用提供一定的理论基础和指导。本文选择典型的生物质废弃物杉木屑作为研究对象,通过对比研究不同温度下水热及水热氧化预处理过程中三组分性质的衍变行为,并考察其对木屑成型颗粒理化性质的影响,以获得影响生物质成型燃料品质的关键组分。
1 材料与方法
1.1 试验原料
本文采用的杉木屑(wood sawdust)来自上海某木材加工厂,其工业分析和元素分析见表1[14]。将自然风干后的木屑经破碎机(中兴倾斜式高速万能粉碎机FW-400a)破碎研磨,其后取粒径小于0.3 mm样品干燥后封袋备用。30%质量浓度的过氧化氢(优级纯)购自上海凌峰化学试剂有限公司。
表1 原料样品的工业分析及元素分析
1.2 水热及水热氧化预处理试验
使用上海恬恒仪器有限公司制造的FCF-1 L型高压反应釜对木屑样品进行预处理试验。首先将样品与去离子水按照质量比为1:10进行混合,使用玻璃棒充分搅拌后置于高压反应釜中,然后向釜内通入20 min氮气(200 mL/min)以排出空气营造惰性气氛。以5 ℃/min的升温速率升至目标温度(170、200、230、260 ℃),停留10 min后冷却至室温。将得到的固相产物干燥后标记为HTW170/200/230/260。将过氧化氢与去离子水按照1∶5的体积比配置过氧化氢溶液,其后与生物质样品按照10∶1的质量比混合,重复上述步骤得到水热氧化处理后的样品,标记为HOW170/200/230/260,木屑原料标记为WS。
1.3 生物质成型试验
使用天津市金孚伦科技有限公司生产的YP-30T型液压成型机进行成型试验。每次样品取(2.5±0.01) g放入模具空腔,升温至80 ℃,在80 MPa压力下保型3 min,制得成型样品。根据预处理方法分别命名为HTW170/200/230/260-P、HOW170/200/230/260-P,原料作为对照组命名为WS-P。每次试验重复3次,相关分析结果取其平均值。
1.4 分析方法
1.4.1 生物质组分分析
采用范式法分析生物质样品中的化学组成[15]。步骤如下:各取1 g生物质样品置于锥形瓶中,分别经中性洗涤剂和酸性洗涤剂洗涤1 h后过滤干燥得到除去了抽提物的中性洗涤纤维(XNDF)及除去了抽提物和半纤维素的酸性洗涤纤维(XADF),称质量并记录。然后使用72%质量分数的硫酸溶液洗涤XADF,得到除去了抽提物、半纤维素和纤维素的酸不溶木质素残渣(XADL),称质量并记录。最后将酸不溶木质素残渣置于马弗炉内,在550 ℃下灰化2 h,得到酸不溶灰分残渣(XAIA),称质量并记录。
生物质样品中抽提物、半纤维素、纤维素和木质素质量分数采用差重法计算得到,如式(1)~(4)所示:
式中C抽、C半、C纤、C木分别为抽提物、半纤维素、纤维素和木质素质量分数,%。
1.4.2 X-射线衍射分析(XRD)
使用德国BRUKER-AXS公司制造的D8-ADVANCE型X射线衍射仪分析木屑样品中的结晶度。扫描角度2θ=10°~80°,步距0.02,扫描速度5o/min,纤维素结晶度XCrI计算公式如式(5)所示[16]。
式中I002为(002)晶面衍射强度,Iam为非结晶区衍射强度。
1.4.3 热重分析
使用热重分析仪(TA Q500)分析木屑样品的热解和燃烧过程。称取10 mg的样品放置于热重分析仪的坩埚内并设置升温速率为10 ℃/min,由30升至105 ℃保温10 min后继续升温到600 ℃,N2流量为60 mL/min。
燃烧过程由30升至700 ℃,升温速率为10 ℃/min,空气流量为60 mL/min。综合燃烧指数(S)可通过式(6)计算得到,稳燃指数(G)可通过式(7)计算得到[17-18]。
式中Vmax为最大燃烧速率,%/min;Vmean为平均燃烧速率,%/min;Ti为着火温度, ℃;Tf为燃尽温度, ℃;Tmax为最大燃烧速率对应温度, ℃。
1.4.4 工业分析及热值
成型颗粒的工业分析参照GB/T 28 731-2012固体生物质燃料工业分析方法[19];热值使用长沙开元设备有限公司的5E-AC/PL型快速氧弹量热仪进行测量。
1.4.5 机械性能分析
成型颗粒的表观密度由电子天平及游标卡尺测量其质量、直径和长度计算所得;抗压强度由德国Zwick Roell公司生产的兹韦克电子万能材料试验机Z2.5-TH分析得到。表观密度ρ和抗压强度σ的计算公式如式(8)和式(9)所示[9]。
式中m为样品的质量,kg;R为样品的半径,m;l为样品的长度,m;F为样品所能承受最大力,N;S为接触面积,m2。
2 试验结果与讨论
生物质主要由纤维素、半纤维素和木质素组成。纤维素分子内和分子间可形成氢键,并通过氢键联结了纤维素中的非结晶区和结晶区,形成稳定性较强的晶体结构,在细胞壁中起到骨架作用[20]。半纤维素以无定形状态渗透在纤维素骨架中及木质素表面,并通过物理作用(氢键、范德华力)和化学键(酯键、醚键)分别与纤维素和木质素连接,增强了细胞壁的强度[21]。木质素是三维网状结构的高分子化合物,渗透于细胞壁的骨架物质中,起到硬质固化作用。此外,木质素在受热后可转变为玻璃态粘结剂,起到粘附和聚合作用[22]。因此,对生物质进行预处理,除去半纤维素及部分纤维素,可在一定程度上改变组分间的物理化学结构,如降低聚合度、破坏晶体结构等,从而促进生物质成型颗粒品质的提升。
2.1 水热及水热氧化预处理对固体产物的影响
2.1.1 三组分衍变规律分析
图1为不同水热/水热氧化预处理温度下木屑组分的相对含量变化图。由图1a可知,在水热温度170~230 ℃范围内,半纤维素含量持续降低,而纤维素和木质素的含量缓慢增长,表明纤维素和木质素在230 ℃前降解程度较轻或未发生降解,而半纤维素的分解导致了纤维素和木质素的相对含量升高。当水热温度提升至260 ℃时,半纤维素已完全分解,而纤维素发生部分分解,使得木质素的相对含量持续升高。此后,随着水热温度升高,木屑中的抽提物产率出现小幅度上升,其原因是半纤维素及部分纤维素分解后产生了单糖和低聚糖,而单糖和低聚糖均属于抽提物[23]。
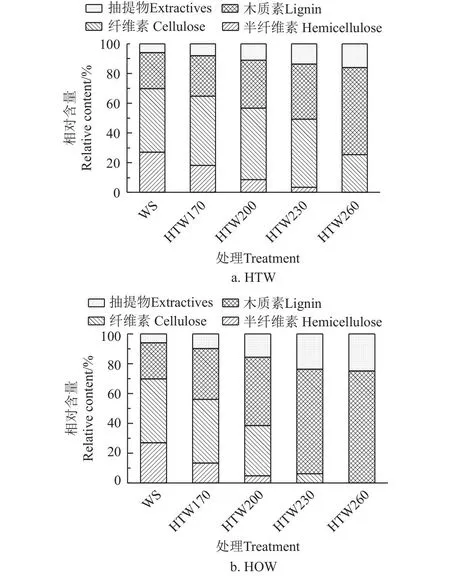
图1 HTW和HOW三组分相对含量变化Fig.1 Changes of the relative content of the three components of HTW and HOW
木屑中的组分在水热氧化预处理过程中的变化趋势与水热相比略有不同。在水热氧化温度低于200 ℃时,半纤维素分解剧烈,且于230 ℃前完全分解,表明半纤维素在氧化剂的作用下,可在更低的预处理温度下发生分解。当水热氧化温度在230~260 ℃时,纤维素含量快速降低,可能是由于氧化剂的添加进一步瓦解了生物质的抗降解屏障,使得纤维素明显分解。此外,在整个水热氧化预处理过程中,木质素相对含量随温度呈上升趋势,其主要原因是在260 ℃时半纤维素和纤维素已完全分解,仅剩余木质素,另一方面可能是半纤维素和纤维素分解后生成的糠醛和醇类等多糖促使已分解的木质素发生聚合反应生成类木质素物质,使得木质素含量上升[24]。此外,与水热预处理类似,由于半纤维素和纤维素在水热氧化预处理过程中分解形成了新的抽提物,使抽提物的相对含量明显增加。
综上所述,水热及水热氧化预处理均有助于破坏生物质组分间的联结及其抗降解屏障,促进半纤维素和纤维素的分解。然而,图1a与图1b对比发现,木屑中半纤维素与纤维素在水热氧化过程中的分解温度相比水热预处理降低了30 ℃,表明氧化剂的添加促进了木屑中半纤维素和纤维素的快速分解,其原因是水热氧化过程中氧化反应产生的热量可以进一步打破大分子之间的联结,降低半纤维素和纤维素的分解难度,另一方面归因于水热氧化条件下较低的pH值[25]。
2.1.2 纤维素晶体结构分析
纤维素是生物质中唯一具有结晶结构的组分,其分子内和分子间的相互作用会形成较强的氢键,在氢键和范德华力的影响下,纤维素结构可分为无定形和结晶形2种状态[26]。X射线衍射图可表征生物质组分的晶体结构,通过纤维素结晶度指数(XCrI)分析可以获得样品中纤维素在预处理过程中的降解情况。
由图2a和2b可以发现,随着预处理温度的升高,纤维素结晶度均呈现先升高后下降的趋势。在水热温度170~230 ℃范围内,纤维素结晶度由原始的41.4%上升至50.7%,结合图1可知,此时由于半纤维素和无定形纤维素的分解,结晶纤维素相对含量稍有增加,使得纤维素结晶度上升。当水热温度增至230~260 ℃时,纤维素的结晶度开始下降,表明结晶纤维素在此过程中发生分解。
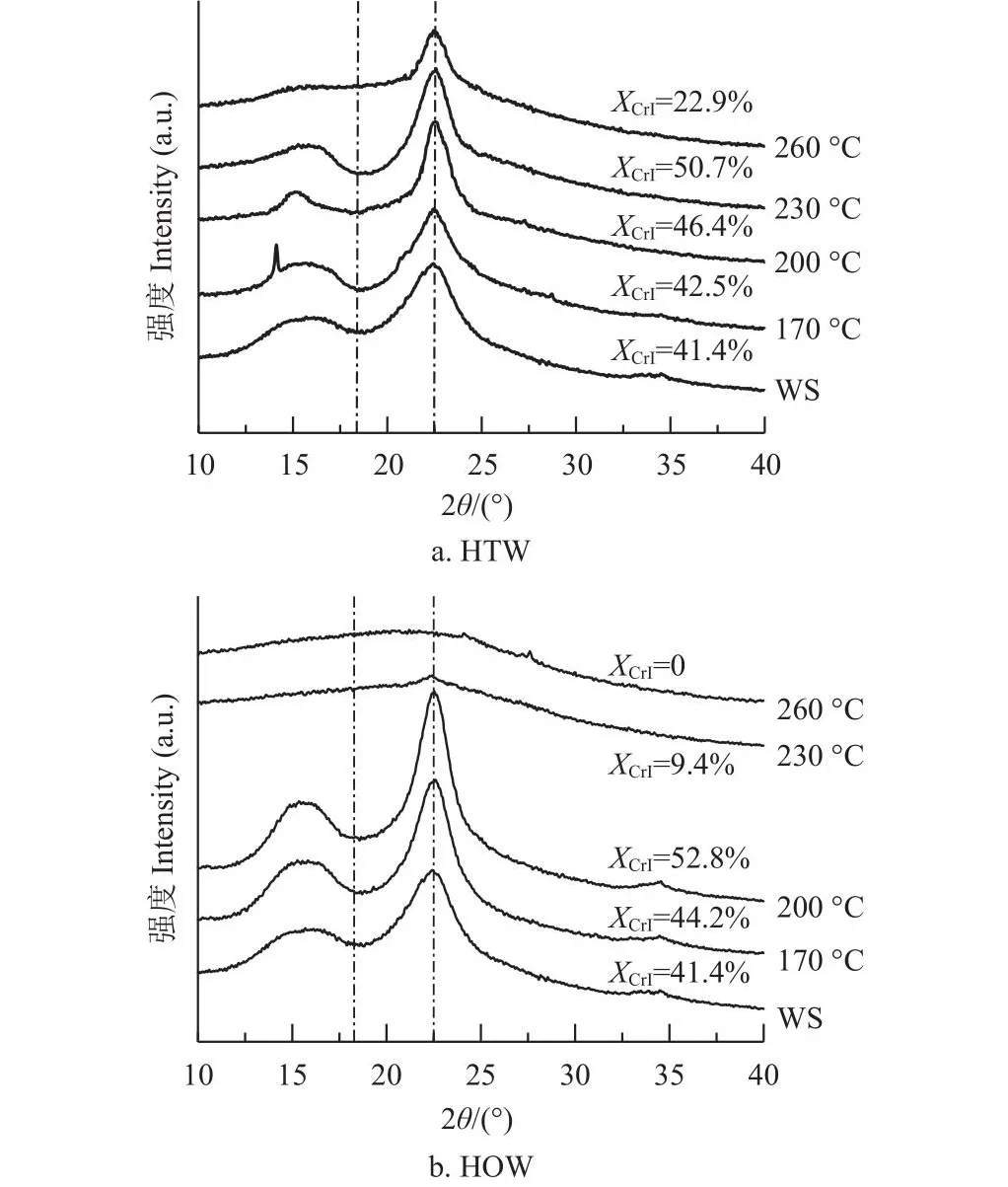
图2 HTW和HOW的XRD分析曲线Fig.2 X-ray diffractometer (XRD) analysis curves of HTW and HOW
在水热氧化预处理过程中,半纤维素和无定形纤维素分解加剧,使得预处理后样品的XCrI于200 ℃时达到最大值(52.8%),表明氧化剂的加入使得结晶纤维素的分解温度提前。当水热氧化温度升高至260 ℃时,结晶度降至0,表明水热氧化过程进一步破坏了样品中致密的纤维素结晶区,导致结晶纤维素基本完全分解,木屑中纤维素几乎都转化为无定形碳[27]。
通过比较图2a和2b可以发现,生物质中无定形结构热稳定性较差,对水热/水热氧化预处理更敏感;纤维素的结晶结构较为稳定,需要添加氧化剂或更高的预处理温度才能使其分解。此外,氧化剂的添加能够降低预处理强度,明显促进木屑中半纤维素与纤维素的分解。预处理后生物质组分结构和结晶度的变化,亦会使木屑在热解过程中呈现出不同的变化趋势。
2.1.3 热解特性分析
通过对生物质燃料的热解行为分析可以进一步了解三组分在预处理过程中的衍变行为。水热及水热氧化预处理后木屑固相产物失重速率(DTG)曲线如图3所示。由于木屑中不同化学组分的结构和性质存在差异,导致不同组分具有不同的热解区间,因此映射在热解DTG曲线上的特征峰也各有特点。在热解过程中,半纤维素和纤维素的分解特征峰分别出现在200~330 ℃和300~400 ℃之间,而木质素的分解特征峰出现在350~450 ℃。
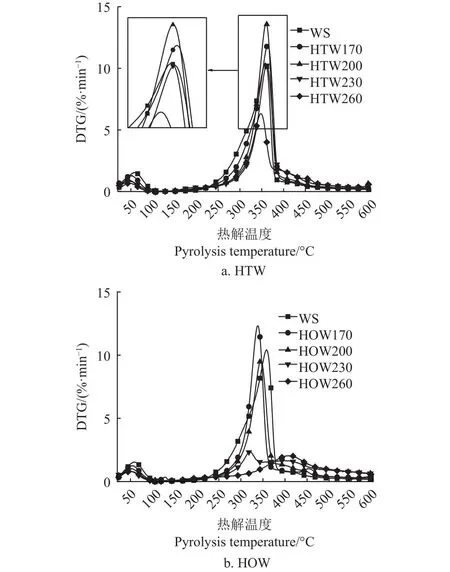
图3 HTW和HOW热解DTG曲线Fig.3 Derivative thermogravimetry (DTG) pyrolysis curves of HTW and HOW
如图3a所示,在0~100 ℃阶段内,经水热预处理后样品的特征峰均低于木屑原料的特征峰,其原因是预处理过程中木屑发生脱羧脱羟基反应,以及结合水和小分子有机物的降解和提前释放,使得样品在此温度范围内的热解特征峰随着水热温度升高而逐渐变低。在200~330 ℃阶段内可以观察到由半纤维素分解产生的凸起状肩峰,随着水热温度升高,半纤维素热解峰的高度逐渐降低并于230 ℃时完全消失。DTG曲线中300~400 ℃对应的是纤维素特征峰,其随着预处理温度的升高呈先升高后下降的趋势,而当预处理温度继续升高,纤维素开始发生分解,其对应的热解特征峰峰值逐渐回落,该变化趋势与2.1.1中样品中纤维素相对含量的变化趋势一致。木质素因为具有稳定性更强的三维空间结构,因此其热解特征峰出现在400 ℃以后,且峰值与水热预处理的温度呈正相关上升趋势,与图1中的组分含量变化一致。
从图3b可以看出,随着水热氧化温度升高,半纤维素热解峰明显消失,纤维素的特征峰呈先增加后下降趋势。相比水热预处理,经水热氧化预处理后的纤维素分解特征峰提前,其原因是水热氧化过程中半纤维素快速消失导致其热解峰不明显所致。同时,纤维素对氧化剂更敏感,较低的pH使纤维素结构遭到破坏,使其聚合度降低且热稳定性下降,从而导致纤维素分解加快,随着预处理温度增加其特征峰下降明显[25-29]。而木屑中木质素结构较稳定,因此受氧化剂影响小于纤维素,其相对含量随着水热氧化预处理温度升高而增加,导致其热解特征峰呈上升趋势。
对比图3a和3b可以看出,在相同预处理温度下,相比水热预处理,HOW的DTG曲线变化更明显,表明在水热预处理中添加氧化剂对于生物质组分间的联结及其抗降解屏障的破坏更具优势。
2.2 水热及水热氧化预处理对成型颗粒机械性能的影响
机械性能是表征生物质成型燃料品质的重要标准之一,图4为不同温度下水热/水热氧化预处理对木屑成型颗粒机械性能的影响。经水热/水热氧化预处理后,WSP的表观密度从1 110.2 kg/m3分别增至1 381.6 kg/m3(HTW230-P)和1 429.2 kg/m3(HOW200-P),提升了24.4%和28.7%;WS-P的抗压强度从16.2 MPa分别增至38.9 MPa(HTW230-P)和41.1 MPa(HOW200-P),提升了140.1%和153.7%。
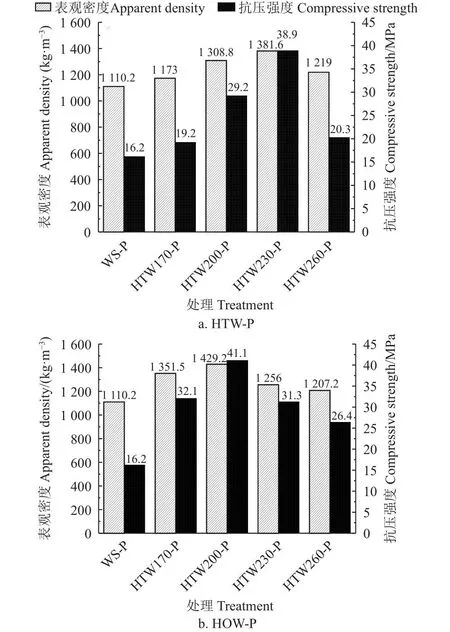
图4 HTW-P和HOW-P的物理性能Fig.4 Physical properties of HTW-P and HOW-P
由图4可知,随着预处理温度的升高,HTW-P和HOW-P的机械性能均呈现先上升后下降的趋势。由图4a可知,在170~230 ℃预处理阶段,由于半纤维素和无定形纤维素逐渐分解,结晶纤维素含量升高,所制得的颗粒机械性能得到提升。此外,由于木质素的软化粘结作用,使得木质素颗粒与结晶纤维素重叠嵌合作用加强[30],进一步提高了成型颗粒的机械性能。但是预处理温度升至230 ℃之上后,由于纤维素中的结晶成分遭到破坏,以及较高的预处理温度使部分样品炭化变脆[31],导致成型颗粒的机械性能变差。由图4b中可知,HOW-P的机械性能的最佳预处理温度降低,由HTW-P的230 ℃降低至200 ℃,其原因是氧化剂的添加促进了半纤维素和无定形纤维素的降解,降低了木屑中无定形成分的相对含量,使得低预处理温度下结晶纤维素的相对含量得到提高。此外,氧化反应促进了分子间键的断裂,使得颗粒间距缩短[31],同时木质素的软化胶黏性质,使得颗粒间聚合力增大空隙减小,导致成型颗粒的抗压强度提高[32],且其机械性能显著高于水热预处理样品的最佳值。但当水热氧化温度升高到200 ℃以上时,结晶纤维素的致密结构不断瓦解,木质素熔融加剧,黏结能力降低,导致机械性能不断回落。结合2.1.2部分可知,生物质成型颗粒的机械性能的变化趋势与样品的结晶度十分吻合,表明生物质中结晶纤维素是影响其成型过程的关键组分。
从以上分析可知,相比WS-P,水热和水热氧化预处理显著提升了木屑成型颗粒的机械性能。与水热预处理相比,水热氧化预处理不仅降低了预处理温度,还能进一步提升生物质成型燃料机械性能。
2.3 水热及水热氧化预处理对成型颗粒品质及其燃烧性能的影响
2.3.1 工业分析及热值
表2为木屑经水热/水热氧化预处理后的工业分析及热值。由表2可知,预处理后样品中的含水率均降低,其原因是预处理过程中木屑分子间发生强烈的脱水以及脱羧反应,木屑内的结合水脱离,使得含水率降低。由表2可知,预处理后木屑的灰分含量整体呈下降趋势,表明木屑组分内无机矿物质在预处理过程中溶解而得以脱除[28]。但230 ℃水热氧化处理后样品的灰分含量略有升高,可能的原因是水热氧化预处理加深了炭化程度,促进了水热炭含氧官能团对溶液中矿物质的吸附,使得处理后样品的灰分含量略有回升[33]。

表2 HTW-P和HOW-P的工业分析及热值Table 2 Proximate and elemental analysis of WS Table 2 Physicohemical properties of HTW-P and HOW-P
对比预处理前后木屑固定碳含量,可以发现,随着预处理温度的提升,预处理后木屑的固定碳含量均明显增加,且在同温度下水热氧化预处理后的固定碳含量更高,表明在水热氧化条件下生物质的炭化反应更剧烈,炭化程度更高。此外,当水热温度达到230 ℃之后,木屑中的O以CO或CO2的形式逸出,导致其炭化程度明显增加[34]。而在水热氧化200 ℃之后,由于木屑中木质素的热熔和脱氢脱氧反应形成“骨架+炭微球”结构,进一步增加了样品的固定碳含量[35]。由表2可知,挥发分的变化趋势与固定碳相反。结合图1的组分分析可得,由于半纤维素和纤维素水解产生的小分子物质进一步分解,预处理后生物质炭化程度增加,导致挥发分含量明显下降[34]。而氧化剂的加入,使得小分子物质的分解更剧烈,因此挥发分含量降低趋势更明显。
由表2可知,成型燃料的热值随预处理温度的升高而升高,且在同温度下水热氧化预处理后的热值更高,其主要原因是在预处理过程中热值较低的半纤维素和无定形纤维素得到去除,热值较高的木质素含量上升。此外,水热氧化预处理后木屑的炭化程度更高,其预处理产物固定碳含量明显提高,在一定程度上对热值的提高起到了积极的作用。
2.3.2 燃烧特性分析
图5为不同预处理条件下木屑的燃烧DTG曲线。由图5可知样品的燃烧过程可分为两个阶段,第一阶段(200~350 ℃)的失重峰主要是挥发性物质的燃烧区间,第二阶段(350~550 ℃)主要是残余半焦的燃烧区间[36-37]。由图5a可知,HTW-P的第一阶段失重峰整体高于第二阶段,其原因可能是预处理过程中木屑中的有机组分被破坏后生成较多的挥发性碳氢化合物所致[38]。而图5b中HOW-P的变化趋势与HTW-P相反,这是因为水热氧化条件下木屑的脱氧、脱羧等反应剧烈,使得HOW中的挥发性物质含量大幅下降,同时,HOW-P中的固定碳含量显著增加,导致其第二阶段的失重峰升高明显。
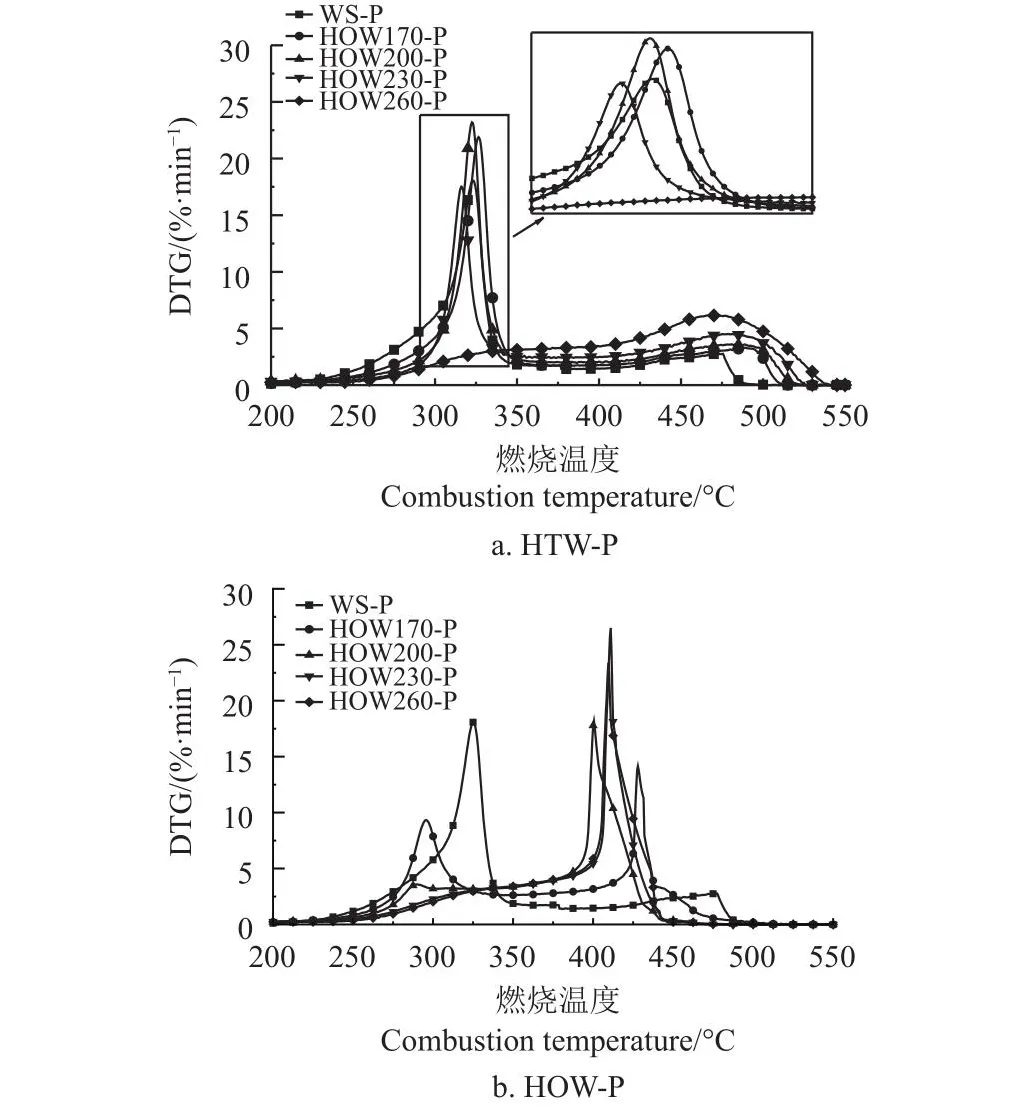
图5 HTW-P和HOW-P的燃烧DTG曲线Fig.5 Derivative thermogravimetry (DTG) combustion curves of HTW-P and HOW-P
表3为不同预处理条件下木屑的燃烧特性参数。由表3可见,随着预处理温度的提升,HTW-P和HOW-P的着火温度Ti均明显升高,主要原因是预处理后样品的挥发分含量降低,使得成型燃料的着火温度升高,不易引燃,降低了潜在的火灾和爆炸风险,提高了成型燃料存储的安全性[35]。同时,HOW-P的燃尽温度Tf远低于HTW-P的Tf,表明HOW-P的燃烧过程更短,能量释放更集中。此外,由表3可得,HTW-P和HOW-P的综合燃烧指数S和稳燃指数G随着预处理温度的增加均呈现先升高后下降的趋势。HTW-P的S和G在200 ℃下水热处理时出现最大值。而HOW-P的最大值出现在水热氧化230 ℃时,进一步表明水热氧化预处理导致木屑炭化程度增加。相比WS-P,HTW200-P与HOW230-P的燃烧特性与燃烧稳定性均有所提高,表明水热/水热氧化预处理显著改善了成型燃料的燃烧性能。
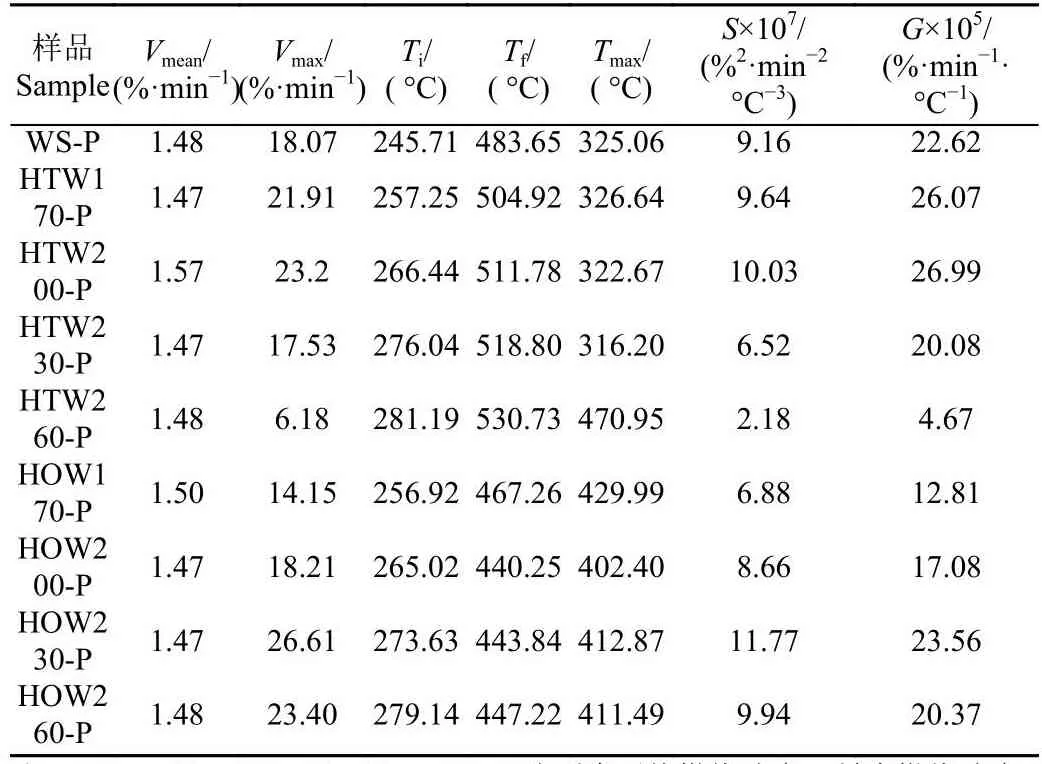
表3 HTW-P和HOW-P的燃烧性能Table 3 Combustion performances of HTW-P and HOW-P
3 结 论
本文对生物质木屑进行水热及水热氧化预处理,通过分析生物质三组分在预处理过程中的衍变规律,探究木屑三组分的衍变与其成型颗粒物理性能与燃烧性能之间的关联规律。主要结论如下:
1) 随着水热/水热氧化预处理温度升高,木屑中半纤维素含量降低,木质素含量下降,纤维素含量呈先增加后降低趋势。相比水热预处理,水热氧化预处理更有利于破坏木屑组分间的联结以及抗降解屏障。在本研究范围内,170~230 ℃水热预处理下木屑中半纤维素和无定形纤维素分解,230℃后结晶纤维素开始分解。而在水热氧化过程中,170~200 ℃时半纤维素与无定形纤维素大量分解,200 ℃后结晶纤维素即开始分解。
2) 木屑中结晶度随着水热/水热氧化预处理温度的升高呈先增加后降低趋势。纤维素结晶度在水热处理230℃时达到最大,在水热氧化处理200 ℃时即达到最大值。
3) 经水热与水热氧化预处理后木屑成型颗粒的表观密度与抗压强度均随着预处理温度的升高先增加后降低,其变化趋势与纤维素结晶度吻合,结晶纤维素是影响其成型过程的关键组分。与原料相比,水热/水热氧化预处理后木屑成型颗粒的机械性能均得到较大的提高。相比于水热预处理,水热氧化预处理对木屑的机械性能提升更有效。
4) 与原料相比,水热及水热氧化预处理明显改善了木屑成型颗粒的燃料品质及其燃烧性能,成型燃料的热值、综合燃烧指数和稳燃指标均得到明显提升。水热氧化预处理后木屑的炭化程度明显高于水热预处理后的样品。
