从铜阳极泥浮选尾矿中高效浸出金、银试验研究
2023-08-05和晓才施辉献徐庆鑫
高 宇,和晓才,韩 庆,施辉献,徐庆鑫
(1.东北大学 冶金学院,辽宁 沈阳 110819;2.东北大学 有色金属资源循环利用沈阳市重点实验室,辽宁 沈阳 110819;3.昆明冶金研究院有限公司,云南 昆明 650503)
铜阳极泥是铜电解精炼过程中产生的冶炼副产物[1],主要含有Au、Ag、Se、Te、Pt、Pd、Cu、Pb、Ni、Sb、Sn、Bi等附加值极高的有价元素[2],是铜冶炼企业综合回收的重要原料[3-6]。在传统火法、湿法、半湿法、选冶联合、卡尔多炉等[7]众多铜阳极泥处理工艺中,选冶联合工艺因具有原料适应性好、操作简单、设备要求低、前期投资较低、回收效果好等优点,得到了较为广泛的应用[8-9]。该工艺流程主要包括:酸性溶液脱铜、氯化脱硒、浮选金银精矿、金银精矿分银炉冶炼、浇筑金银阳极板进行银电解精炼、银阳极泥再进行贵金属回收等[10-11]。
铜阳极泥浮选尾矿是铜阳极泥经过脱铜、脱硒、浮选贵金属后的产物[12],其中仍含多种有价金属,尤其Au、Ag等贵金属含量远高于常规开采的矿石[13],具有较高回收价值。目前从浮选尾矿中回收Au、Ag主要采用浮选法和溶剂浸出法。浮选法主要有生物浮选法、泡沫浮选法、萃取浮选法,存在生产成本高、工艺不稳定、浸出率低等缺点。溶剂浸出法主要包括硫脲浸出法、氰化浸出法和氯化浸出法[14-15]。其中,氯化浸出法存在Au、Ag浸出率较低、流程较长[16]、氰化法污染严重、毒性较大的问题,未得到大规模应用;相较而言,硫脲浸出法则具有环保、浸出率高、成本低、选择性较好等优点。
硫脲在碱性条件下较酸性体系稳定,有利于Au、Ag浸出。试验研究了采用新型绿色高效碱性浸出剂LY-1浸出某铜阳极泥浮选尾矿中的Au、Ag,考察了浸出剂用量、浸出时间、浸出温度、pH和液固体积质量比对Au、Ag浸出率的影响,并探讨了浸出过程动力学。
1 试验部分
1.1 试验原料及试剂
铜阳极泥浮选尾矿:取自西南某铜业公司铜阳极泥经脱铜、脱硒、浮选后的浮选尾矿,粒度150目,主要成分见表1。

表1 铜阳极泥浮选尾矿的主要成分 %
新型绿色高效碱性浸出剂LY-1:硫脲、氧化剂、亚硫酸钠按照一定配比混合,河南某厂生产。
氢氧化钠(工业级99%,新疆中泰集团有限公司),水为去离子水。
1.2 试验仪器及设备
XRF-1800型X-射线荧光光谱仪,武汉泰格尔科技发展有限公司,分析物料含量用;500 ICP-OES型ICP分析仪,Perkin Elmer,定量定性分析金银用;XMTD-4000型电子恒温水浴锅,上海予英仪器有限公司;101A-2B型干燥箱,青岛精诚仪器仪表有限公司;PHS-25型电位-pH计,上海仪电科学仪器股份有限公司;AL104型电子分析天平,武汉赛恩斯仪器有限公司;烧杯。
1.3 试验原理及方法

(1)
(2)
称取200 g铜阳极泥浮选尾矿置于烧杯中;按一定液固体积质量比加入去离子水,再加入一定量浸出剂LY-1及一定量氢氧化钠以提供碱性环境;将烧杯置于恒温水浴锅中浸出Au和Ag;反应结束后过滤,滤渣用500 mL水淋洗2次,之后置于干燥箱中,于150 ℃下烘干,直至不再失重;称滤渣质量,之后送分析,测定其中Au、Ag质量分数,按式(3)计算Au、Ag浸出率。
(3)
式中:x—金属(Au、Ag)浸出率,%;m0—铜阳极泥浮选尾矿质量,g;w0—浮选尾矿中金属(Au、Ag)质量分数,%;m1—浸出渣质量,g;w1—浸出渣中金属(Au、Ag)质量分数,%。
2 试验结果与讨论
2.1 各因素对Au、Ag浸出率的影响
2.1.1 LY-1质量浓度的影响
在浸出时间3 h、浸出温度60 ℃、液固体积质量比4/1、溶液pH=10条件下,考察LY-1质量浓度对Au、Ag浸出率的影响,试验结果如图1所示。
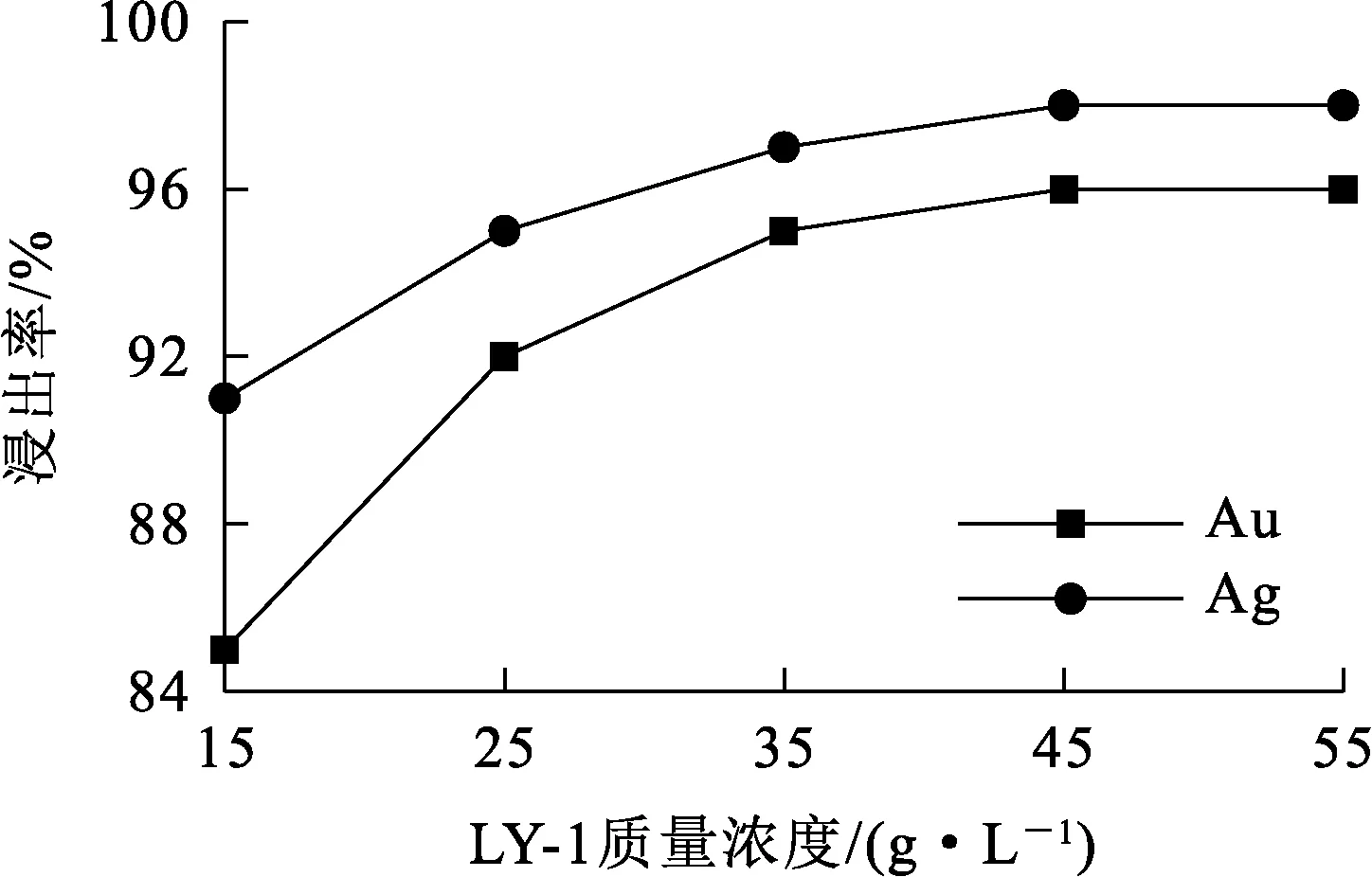
图1 LY-1质量浓度对Au、Ag浸出率的影响
由图1看出:随LY-1质量浓度增大,Au、Ag浸出率不断升高;LY-1质量浓度增至45 g/L时,Au、Ag浸出率可达96.71%和98.76%;进一步增大LY-1质量浓度,二者浸出率趋于平缓。综合考虑,确定适宜的LY-1质量浓度为45 g/L。
2.1.2 浸出温度的影响
LY-1质量浓度45 g/L、浸出时间3 h、液固体积质量比4/1、溶液pH=10条件下,考察浸出温度对Au、Ag浸出率的影响,试验结果如图2所示。
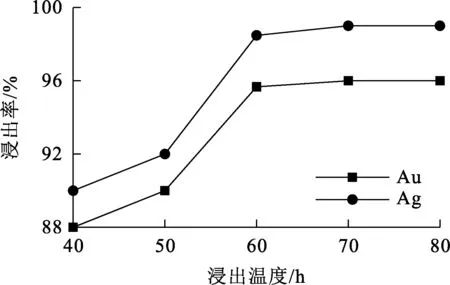
图2 浸出温度对Au、Ag浸出率的影响
由图2看出:浸出温度由40 ℃升至60 ℃,Au、Ag浸出率快速升高;浸出温度高于60 ℃后,Au、Ag浸出率趋于平缓。综合考虑,确定适宜的浸出温度为60 ℃。
2.1.3 溶液pH的影响
在LY-1质量浓度45 g/L、浸出时间3 h、浸出温度60 ℃、液固体积质量比4/1条件下,考察溶液pH对Au、Ag浸出率的影响,试验结果如图3所示。
由图3看出:pH=7时,Au、Ag浸出率分别为70.77%和85.99%;pH升高至10时,Au、Ag浸出率分别达94.71%和98.76%。之后随pH继续升高,Au、Ag浸出率无明显变化;pH高于11后,Au、Ag浸出率反而有所下降,原因是pH不断升高导致溶液变黏稠,阻碍反应进行。综合考虑,确定适宜的溶液pH为10。
2.1.4 浸出时间的影响
LY-1质量浓度45 g/L、浸出温度60 ℃、液固体积质量比4/1、pH=10条件下,考察浸出时间对Au、Ag浸出率的影响,试验结果如图4所示。
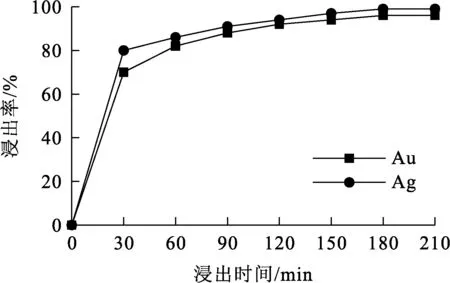
图4 浸出时间对Au、Ag浸出率的影响
由图4看出,Au、Ag浸出率随反应进行先快速升高后趋于稳定:浸出180 min时,Au浸出率可达96%,Ag浸出率可达99%;继续延长浸出时间,Au、Ag浸出率保持稳定,变化较小。综合考虑,确定适宜的浸出时间为180 min。
2.1.5 液固体积质量比的影响
LY-1质量浓度45 g/L、浸出时间3 h、浸出温度60 ℃、溶液pH=10条件下,考察液固体积质量比对Au、Ag浸出率的影响,试验结果如图5所示。
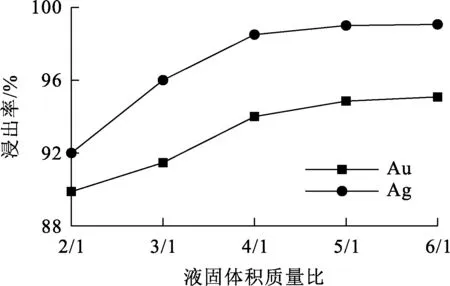
图5 液固体积质量比对Au、Ag浸出率的影响
由图5看出:液固体积质量比由2/1增大至4/1时,Au、Ag浸出率增升高趋势明显;但液固体积质量比超过4/1后,Au、Ag浸出率升幅较小,趋于平稳。这是因为液固体积质量比较低时,矿浆中固体含量高,液固接触较小,反应不充分,导致浸出率较低。综合考虑,确定适宜的液固体积质量比为4/1。
2.1.6 验证试验
根据单因素试验确定最佳浸出工艺条件为:浸出时间3 h,浸出温度60 ℃,液固体积质量比4/1,溶液pH=10,LY-1质量浓度45 g/L。在该条件下,进行11组综合试验,验证Au、Ag浸出扩大试验效果,试验结果如图6所示。
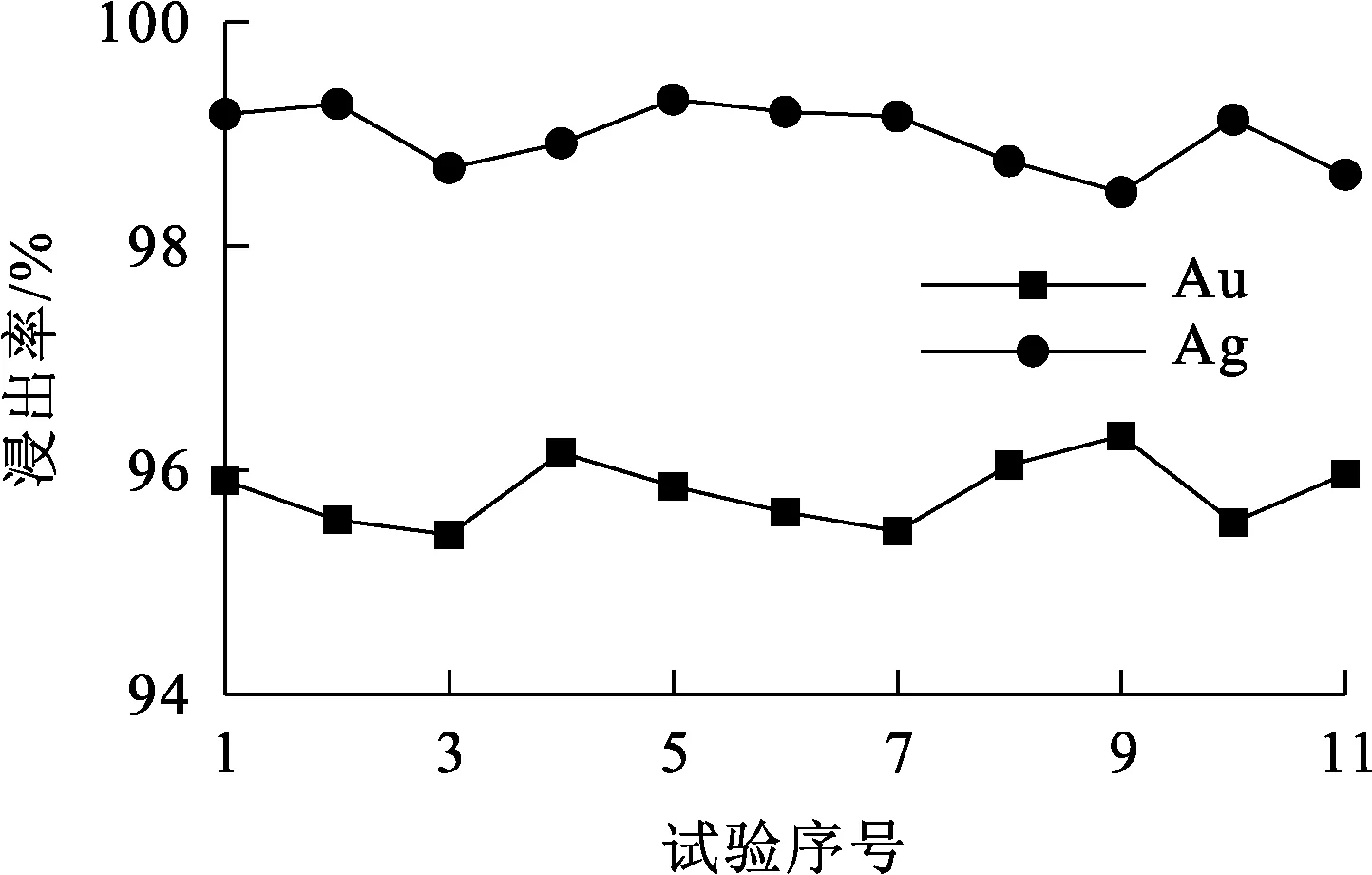
图6 验证试验结果
由图6看出:11组平行试验Au、Ag浸出率波动均较小,始终维持在96%和99%左右,说明浸出效果稳定,可以满足工艺要求。
2.2 浸出动力学分析
Au、Ag的浸出反应属于液-固反应,随着浸出反应进行,反应界面不断向核心收缩,残留物留有固体颗粒,因此,试验选用“未反应收缩核模型”分析Au、Ag浸出动力学[17-19]。反应过程的控制步骤主要包括内外扩散控制、界面化学反应控制及扩散与界面化学反应混合控制。式(4)~(7)分别描述了反应速率受液相外扩散控制、固相内扩散控制、界面化学反应控制、混合控制的浸出动力学规律。根据Arrhenius方程(式(8))对不同温度下速率常数k进行拟合,计算可得浸出反应的表观活化能。
x=kt;
(4)
(5)
(6)
(7)
(8)
式中:x—金属(Au、Ag)浸出率,%;k—反应速率常数,min-1;A—频率因子,min-1;R—理想气体常数,8.314 J/(mol·K);Ea—表观活化能,kJ/mol;t—反应时间,min;T—热力学温度,K。
2.2.1 Au浸出动力学分析
在液固体积质量比4/1、溶液pH=10、LY-1质量浓度45 g/L条件下,考察温度对金浸出过程动力学的影响,试验结果如图7所示。
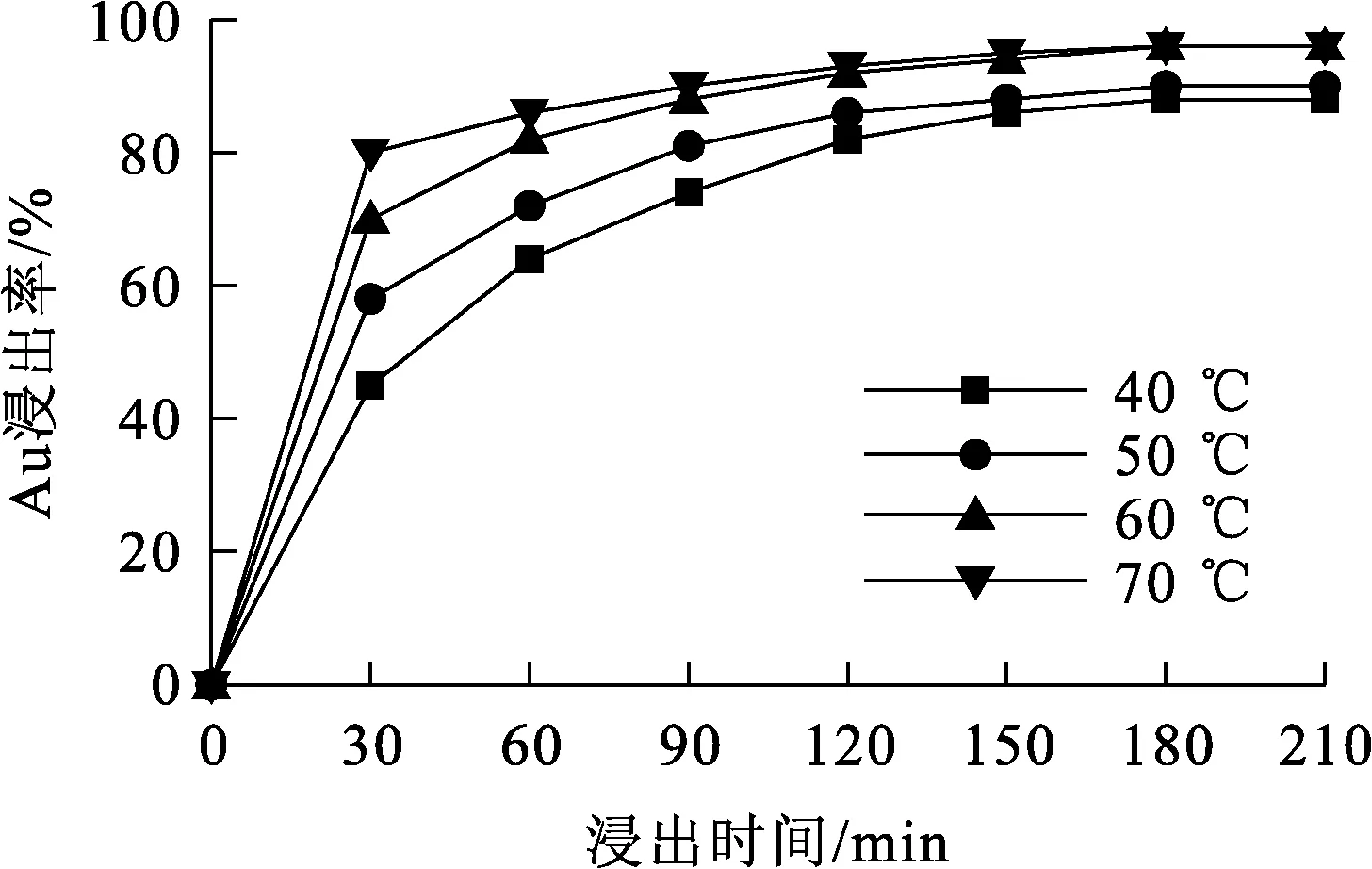
图7 温度对Au浸出过程动力学的影响
由图7看出:试验数据不符合线性关系,因此,排除液相边界层外扩散控制(式(4))。根据式(5)~(7)对图7中试验数据进行拟合,结果分别如图8~10所示。
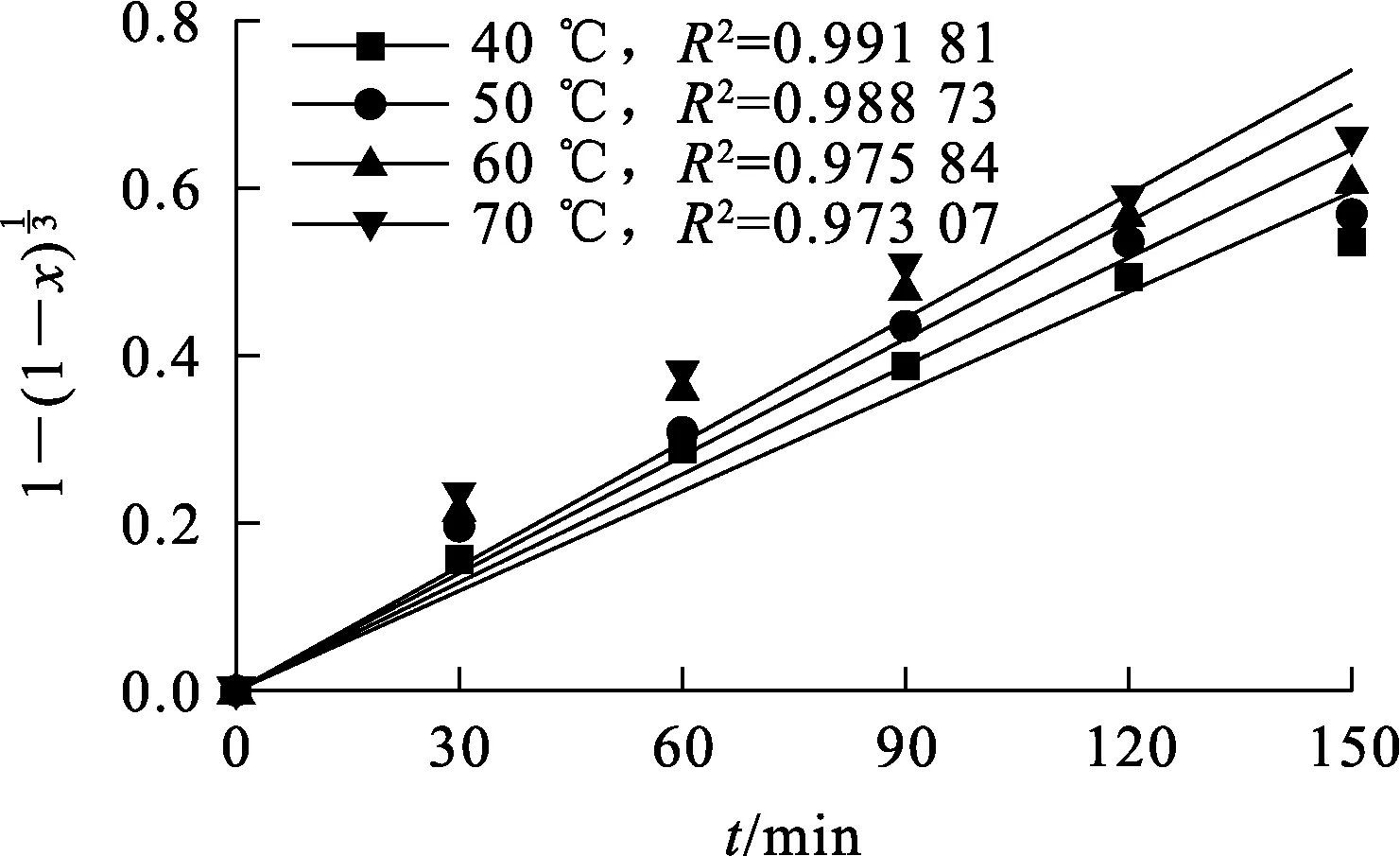
图8 不同温度下1-(1-x)1/3对t的拟合曲线
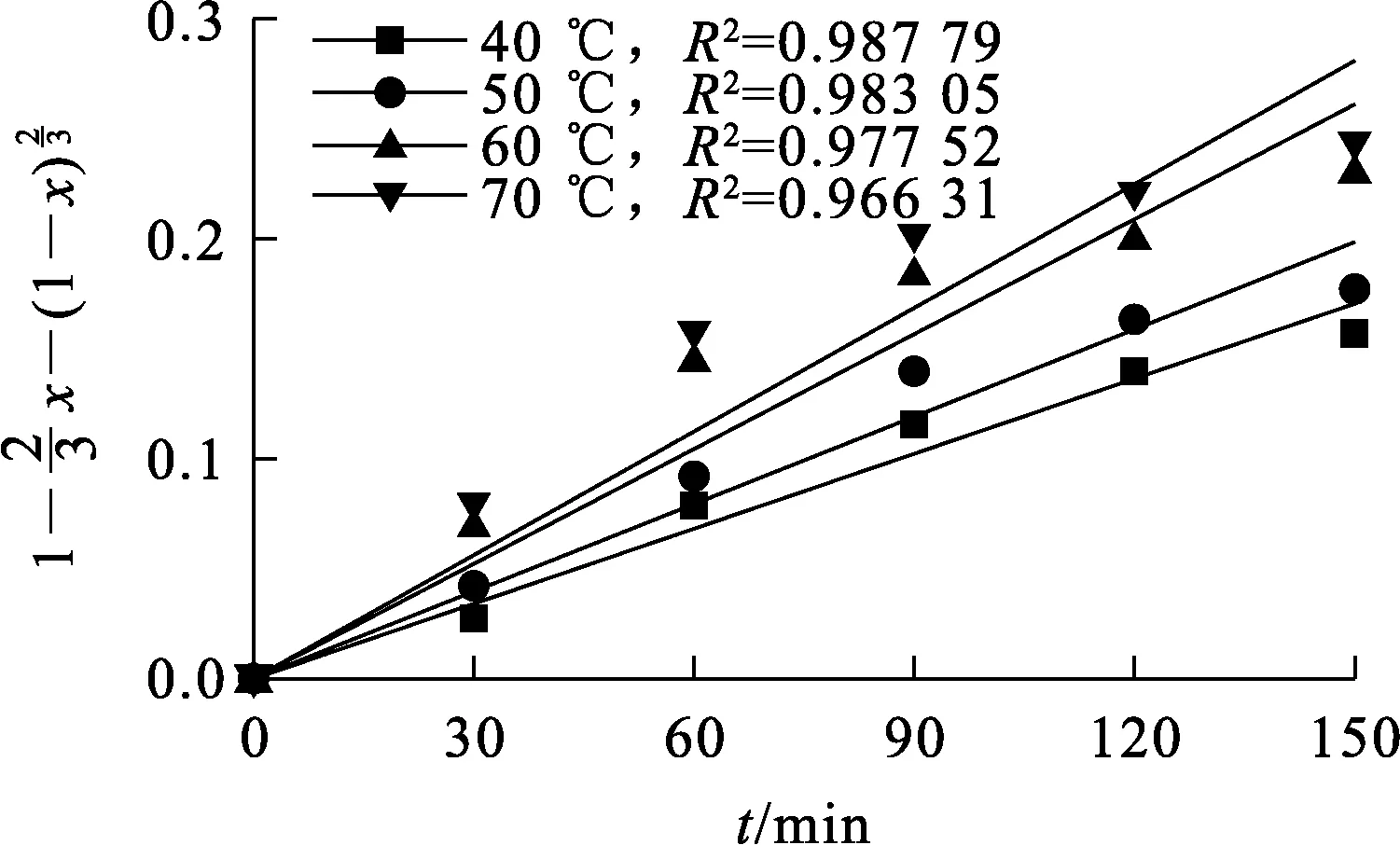
图9 不同温度下1-2x/3-(1-x)2/3对t的拟合曲线
对比图8~10看出:试验数据经动力学拟合和扩散与化学反应混合控制模型(图10)符合程度最高,且不同温度下相关系数均大于0.98,表明金浸出过程受扩散与化学反应混合控制。将图10数据按照式(8)进行拟合,结果如图11所示。经计算得,Au浸出反应表观活化能为4.056 kJ/mol。
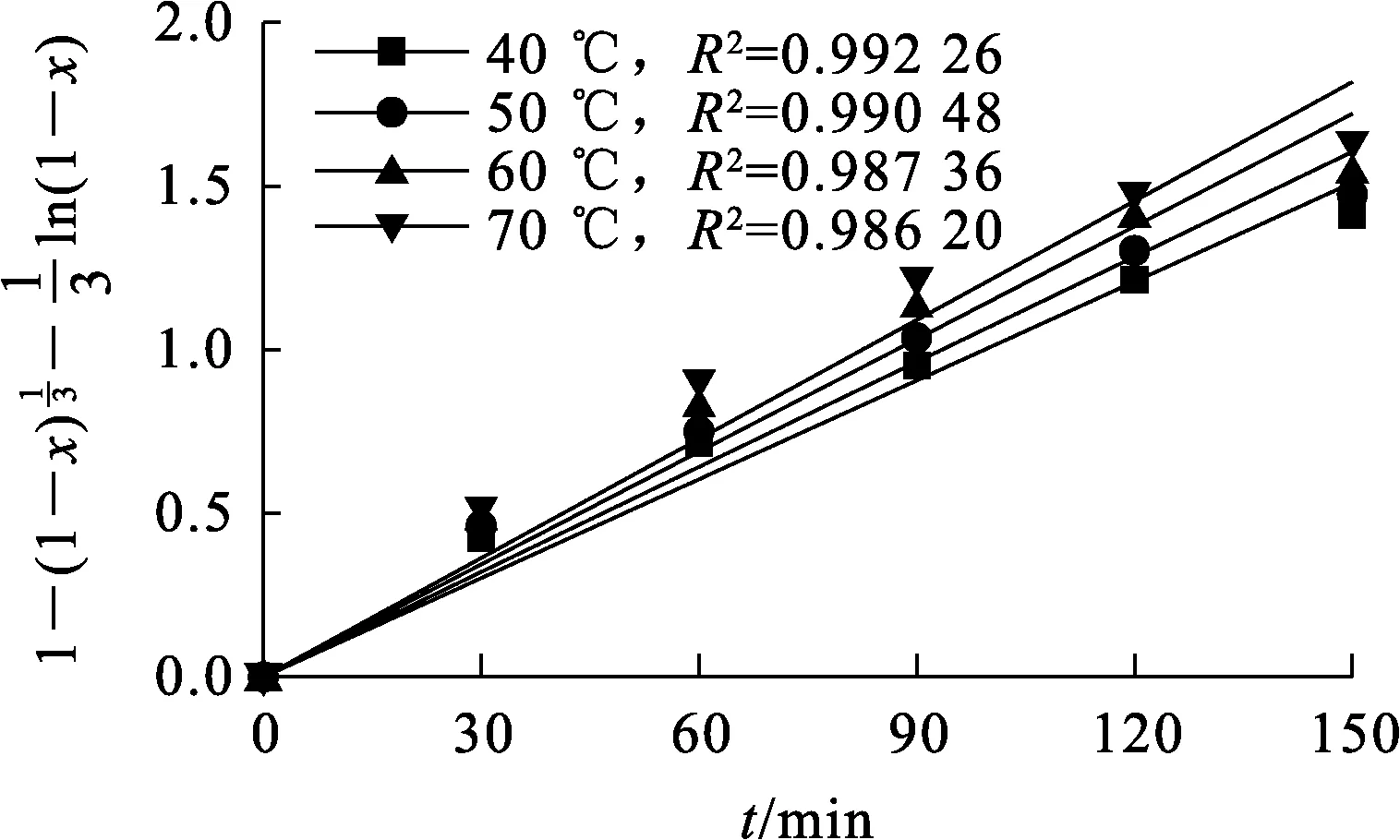
图10 不同温度下1-(1-x)1/3-1/3 ln(1-x)对t的拟合曲线
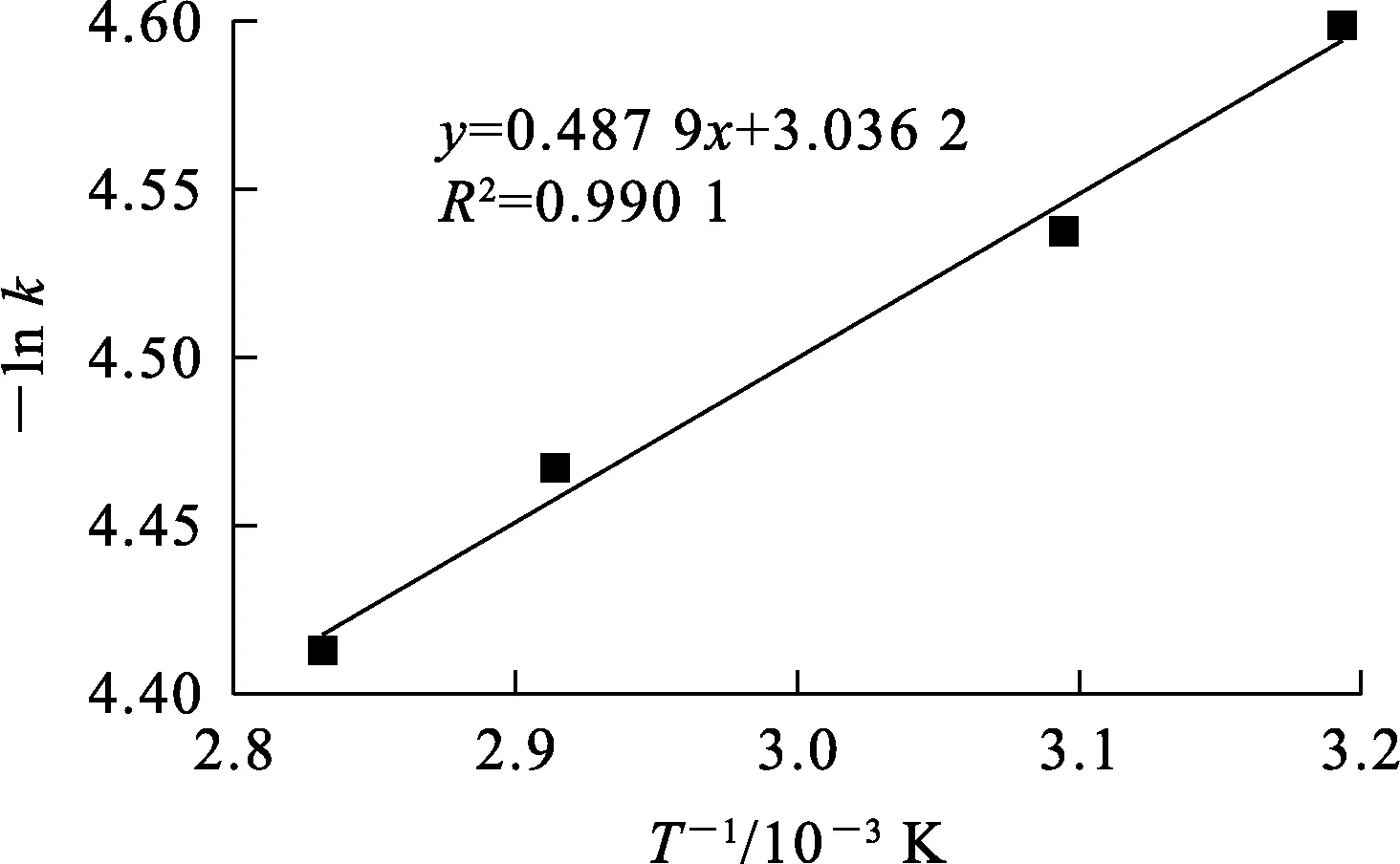
图11 -ln k与T-1的关系曲线
2.2.2 Ag浸出动力学分析
在液固体积质量比4/1、溶液pH=10、LY-1质量浓度45 g/L条件下,考察温度对银浸出过程动力学的影响,试验结果如图12所示。
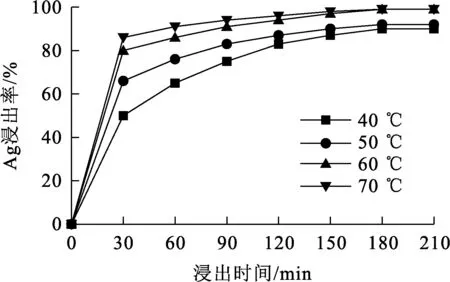
图12 温度对Ag浸出过程动力学的影响
由图12看出:试验数据不符合线性关系,因此排除液相边界层外扩散控制(式(4))。根据式(5)~(7)对图12中试验数据进行拟合,结果分别如图13~16所示。
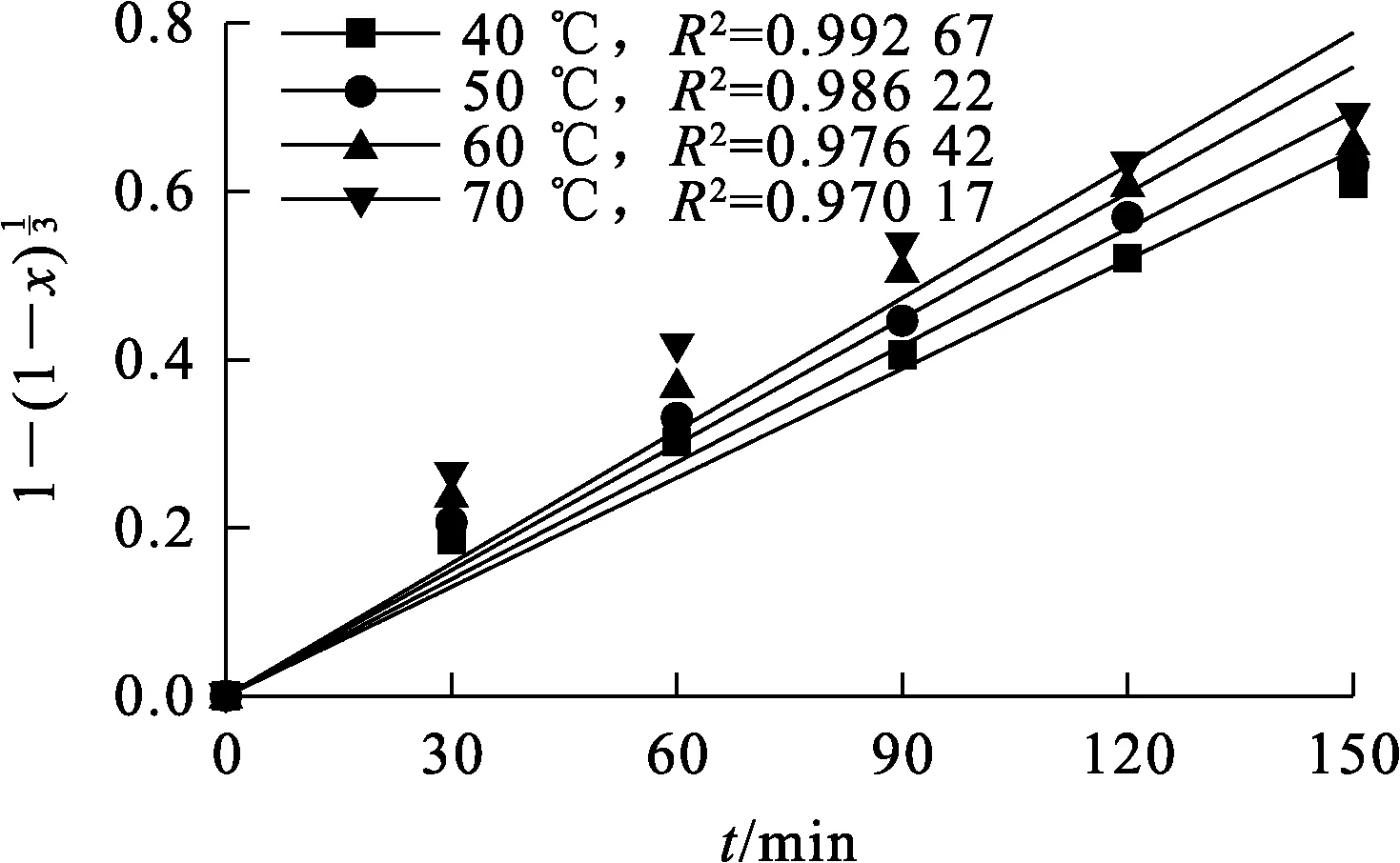
图13 不同温度下1-(1-x)1/3对t的拟合曲线
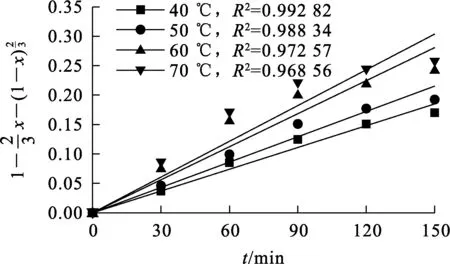
图14 不同温度下1-2x/3-(1-x)2/3对t的拟合曲线
对比图13~15看出:试验数据经动力学拟合和扩散与化学反应混合控制模型(图15)符合程度最高,相关系数均大于0.98,说明Ag浸出过程受扩散与化学反应混合控制。将图15数据用式(8)进行拟合,结果如图16所示,经计算得,Ag浸出反应的表观活化能为4.721 kJ/mol。
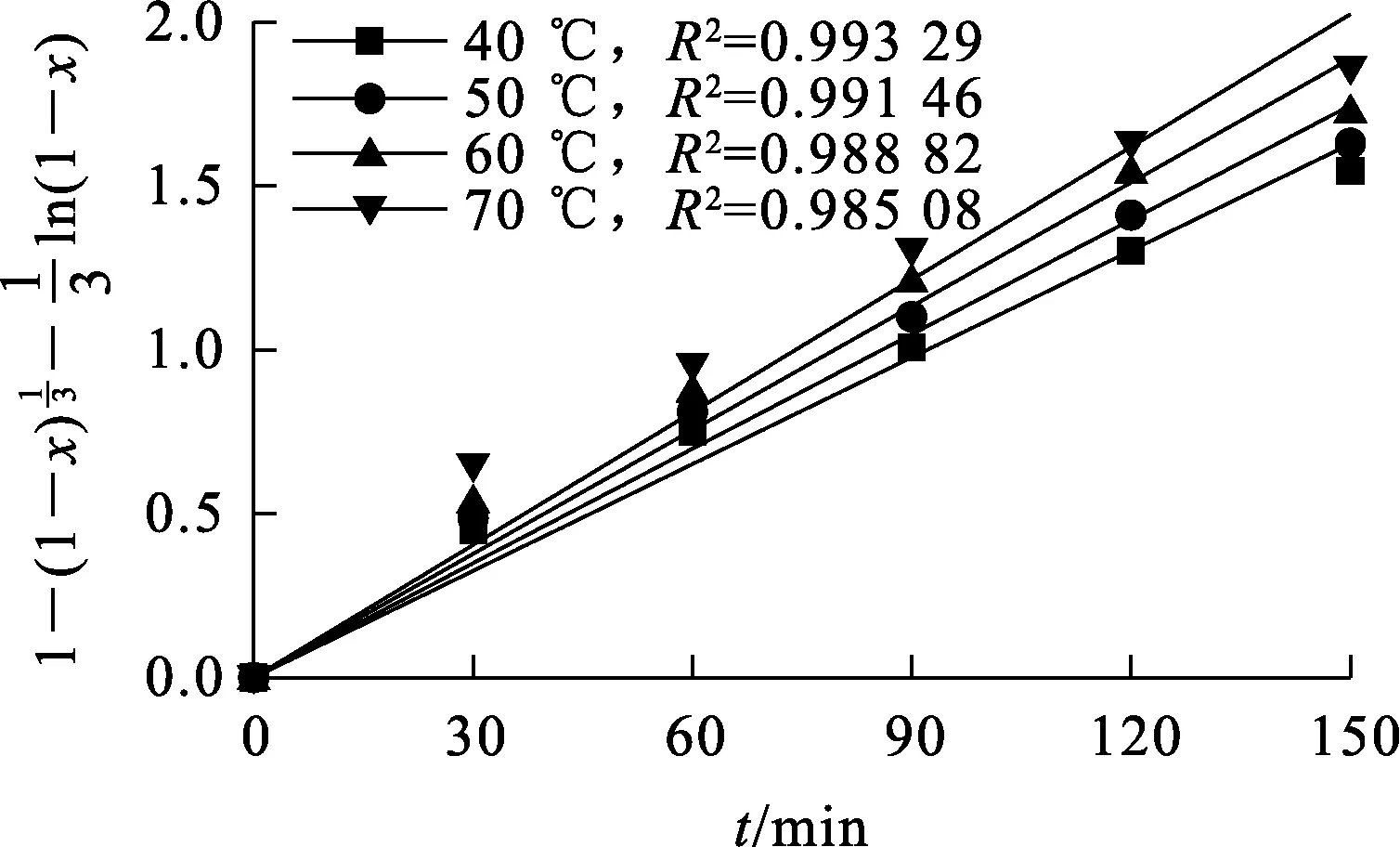
图15 不同温度下1-(1-x)1/3-1/3ln(1-x)对t的拟合曲线
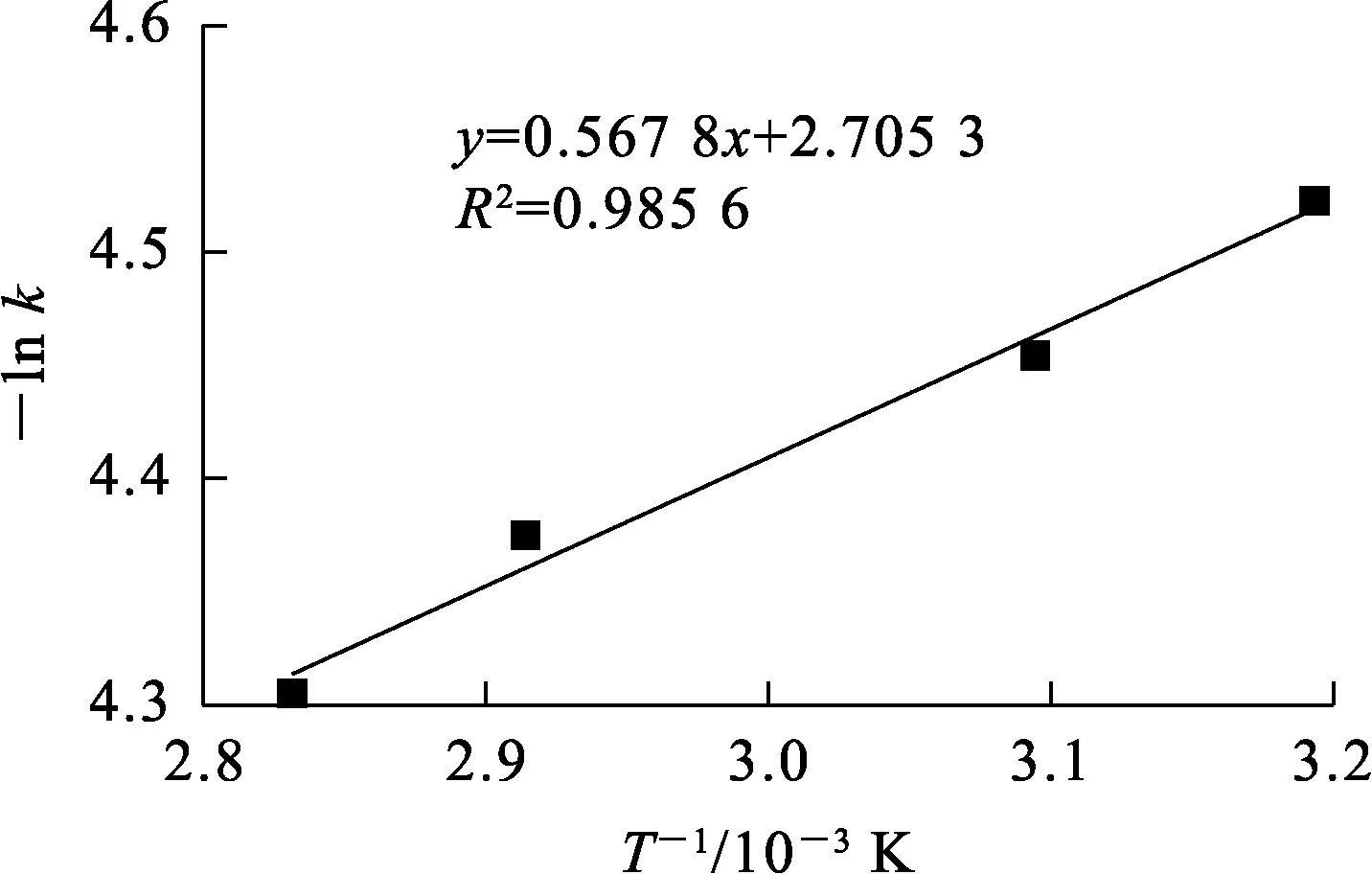
图16 -ln k与T-1的关系曲线
3 结论
用新型绿色高效碱性浸出剂LY-1从铜阳极泥浮选尾矿中浸出Au、Ag是可行的。在浸出时间3 h、浸出温度60 ℃、液固体积质量比4/1、溶液pH=10、浸出剂LY-1质量浓度45 g/L最佳浸出条件下,Au、Ag浸出率分别可达96%、99%以上。Au、Ag浸出过程符合未反应核收缩模型,受扩散与化学反应混合控制,Au、Ag浸出反应表观活化能分别为4.056、4.721 kJ/mol。该法选择性较强,Au、Ag浸出率高,其他贵金属基本不损失,环境友好,可为浸出铜阳极泥浮选尾矿中的Au、Ag提供了一种新思路。
