YF17A 烟支存储输送装置柔性连接系统的设计
2023-08-01卢志敏张小杭
卢志敏,张小杭,苏 铃,饶 伟
龙岩烟草工业有限责任公司,福建省龙岩市新罗区1299 号 364021
YF17A烟支存储输送装置的主要功能是将卷接机组生产的烟支输送至包装机组,并在包装机组停机或出现故障时暂时存储烟支,在卷接机组停机或出现故障时为包装机组补充烟支[1-2]。卷接机组的生产能力一般大于包装机组,1台卷接机组可为多台包装机组供给烟支。由于柔性化水平低,实际生产中YF17A 只能连接1 台卷接机组和1 台包装机组形成闭环生产线,导致卷接机组生产能力受限。此外,利用闭环生产线中的卷接机组为产量较小的异型烟包装机组定量供给烟支时,因生产车间空间有限,异型烟包装机组一般距离卷接机组较远,需要采用人工装盘方式将YF17A中存储的烟支输送至异型烟包装机组,由此容易造成烟支受损。近年来针对YF17A 已有较多研究及改进,夏顺成等[3]设计了一种具有烟支接引功能的自动升降下烟通道装置,李文伟等[4]设计了一种下烟辅助装置,两种装置均能解决烟支进入下烟通道时需要人工扶持下落烟支的问题;孔汉等[5]设计了一种新型电气控制系统,提高了生产效率;朱子玉等[6]设计了一种双向互联装置,将2条相邻生产线的YF17并联,减少了设备停机时间;王亮等[7]基于提升通道中烟支流量匹配模型和相对运动分析对提升机结构进行改进,解决了烟支提升过程中产生皱纹烟支等问题;胡伟等[8]通过改进提升通道弧形板,减少了皱纹烟支数量;李乾等[9]设计了一套辅助控制程序并对牵引座结构进行改进,降低了烟支输送通道堵塞次数;王雁等[10]设计了一套一对三柔性连接装置,解决了卷接机组与包装机组生产能力不匹配以及人工装盘导致烟支损伤大等问题,但该方法应用于远距离机组时连接通道过长,改造复杂。为此,在YF17A 中设计并增加了一种一对二柔性连接系统,采用装盘机进行烟支装盘后为远距离异型烟包装机组供给烟支,以期提高卷接机组生产效率和卷烟包装品质。
1 问题分析
1.1 工作原理
YF17A 烟支存储输送装置主要由电控系统、提升机、存储器、高位输送器和下烟机构等组成,见图1。高位输送器(4)入口通过提升机(2)与卷接机组连接,出口通过下烟机构(5)与存储器(3)和包装机组连接,实现对烟支的输送、存储和包装。其中,下烟机构与存储器之间的输送通道可实现双向输送烟支。当卷接机组和包装机组生产速度一致(V卷=V包)时,烟支经高位输送器和下烟机构进入包装机组;当包装机组停机(V包=0)或卷接机组生产速度大于包装机组(V卷>V包)时,高位输送器输送的烟支全部或部分分流至存储器进行缓存;当卷接机组停机(V卷=0)或包装机组生产速度大于卷接机组(V包>V卷)时,存储器中的烟支经双向输送通道进入下烟机构以补充烟支。
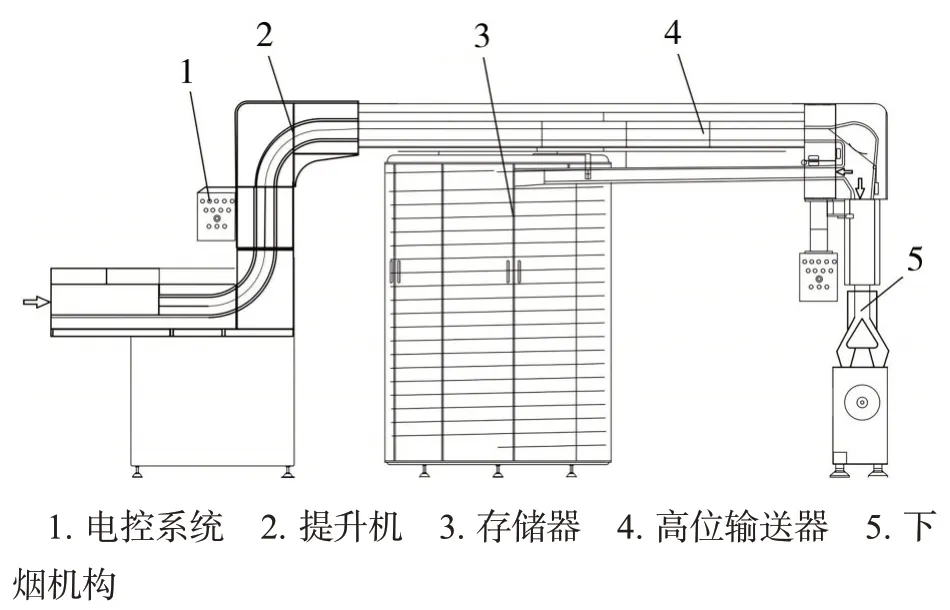
图1 YF17A烟支存储输送装置结构示意图Fig.1 Structure of YF17A cigarette reservoir system
1.2 问题分析
因异型卷烟产量较小,通常利用已有生产线中的卷接机组为异型烟包装机组定量供给烟支,供给方式有2种:① 原包装机组停止运行,采用卷接机组和YF17A 进行异型烟生产和存储,待烟支填满YF17A存储器时,卷接机组停止运行,由人工装盘后为异型烟包装机组供给烟支。这种方式对烟支损伤较大,容易产生烟支皱纹、变形等质量问题,部分残烟还会造成包装机组烟库堵塞故障,影响设备生产效率。② 利用原卷接包装生产线生产成普通包装卷烟,然后由人工将包装好的条烟拆分成烟支后装盘,再供给至异型烟包装机组重新包装。这种方式可以减少皱纹、变形烟支数量,但存在人工作业量大、设备效率低、原辅包装材料消耗大等弊端。为避免出现混牌现象,两种供给方式均需要在切换生产时对YF17A进行吹扫清理。
2 系统设计
2.1 系统结构
柔性连接系统由装盘机、过渡导板和接口装置等组成,安装在YF17A 入口处,见图2。其中,装盘机(3)主要由输入皮带(6)、料库(7)、输出皮带(8)、装盘机构(9)等组成(图2b),输入皮带在卷接机组出口(1)动力的驱动下向右运行,将烟支输送至料库缓存后送入下方装盘机构进行自动装盘,确保烟支排列均匀、无损伤。由于装盘机输出皮带无动力驱动,为此设计了一种接口装置(4)驱动其向右运行,并在卸料口(装盘机构烟支入口)处增加一块可以自由拆装的过渡挡板(2),通过拆卸和安装过渡挡板实现生产模式切换。生产模式有2种:① 装盘模式下,拆卸过渡导板使烟支落入装盘机构,为异型烟包装机组提供烟支;② 通道模式下,安装过渡导板使烟支经装盘机输入皮带、过渡导板、输出皮带、接口装置等被输送至YF17A取样段(5),为原包装机组提供烟支。
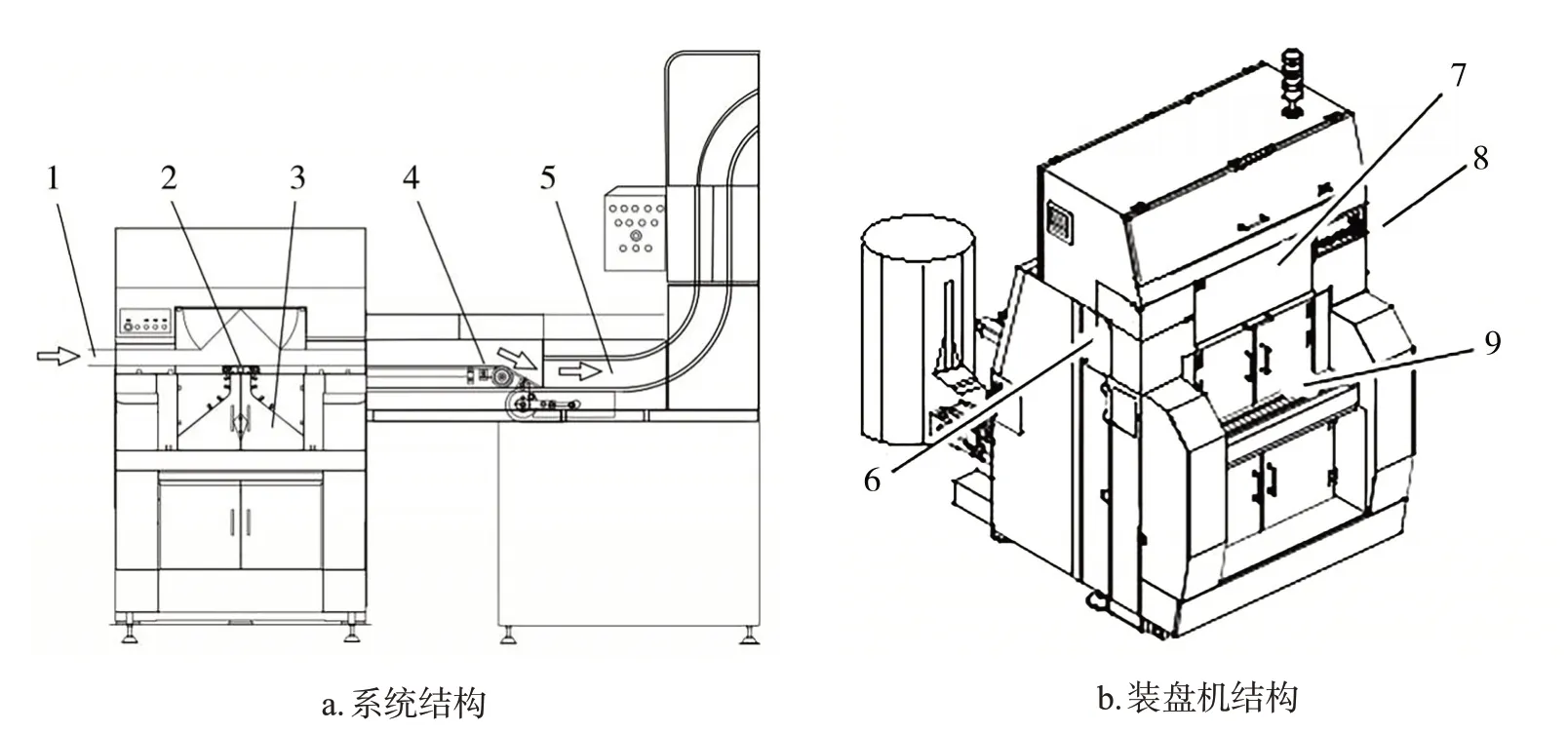
图2 YF17A烟支存储输送装置柔性连接系统结构示意图Fig.2 Structure of flexible linking system for YF17A cigarette reservoir system
2.2 过渡导板设计
过渡导板由内六角沉头螺钉、导板和支架组成,见图3。通过拧紧内六角沉头螺钉(1)可以使导板(2)与支架(3)的相对位置固定。通道模式下过渡导板安装步骤:① 松动内六角沉头螺钉,将支架旋转一定角度后放入卸料口;② 旋转支架使支架与烟支前进方向平行,并将其卡在卸料口两侧挡板之间;③ 拧紧内六角沉头螺钉,确保过渡导板位置固定且导板表面与装盘机输入、输出皮带平行。在装盘模式下,松动内六角沉头螺钉,将支架旋转一定角度后即可拆卸过渡导板。支架两侧端面设计为曲面,可避免对装盘机卸料口两侧挡板造成损伤;导板平面与装盘机输入、输出皮带高度基本一致,以保证烟支顺利通过导板。
2.3 接口装置设计
接口装置由导轨、电驱动组件、门组件等组成并通过安装板固定在装盘机出口处,见图4。导轨(1)的皮带与装盘机输出皮带连接,通过电驱动组件(2)驱动导轨的皮带实现对烟支输送;在装盘机出口位置设置门组件(3),避免烟支向外倾斜;电驱动组件由8400StateLine 变频器[海森博格(深圳)科技有限公司]、异步电机(德国SEW传动设备有限公司)等组成,驱动导轨将物料输送至YF17A取样段(5)。
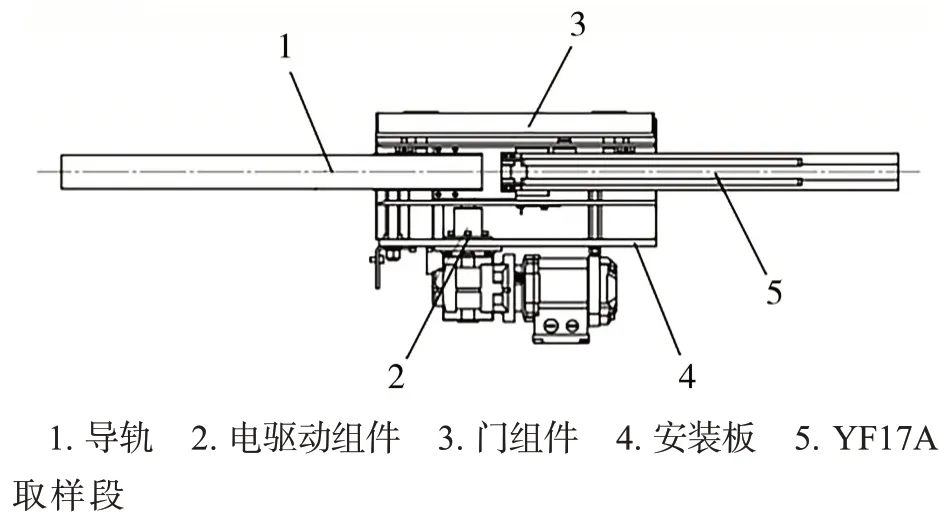
图4 接口装置结构示意图Fig.4 Structure of interface device
2.4 生产速度匹配模型建立
改进前YF17A取样段与卷接机组连接可直接获取机组生产速度,应用柔性连接系统后因增加装盘机和接口装置导致YF17A无法直接获取卷接机组生产速度。为避免YF17A与卷接机组生产速度不匹配而出现烟支排列混乱或烟支挤压等问题,需要建立速度匹配模型用于调整YF17A 运行速度。具体方法:① 电控系统通过传感器获取卷接机组速度脉冲,由频压转换器转换成0~10 V 电压;② 模拟量输入模块将电压信号转换成可供系统使用的数字量b(0~16 384);③ 根据公式(1)计算得到卷接机组瞬时速度,根据公式(2)计算得到YF17A与卷接机组的匹配速度,由于卷接机组速度采集过程中存在误差,需要根据YF17A的烟支输送情况微调卷接机组速度调节系数,使烟支生产速度与输送速度相匹配。
式中:V1为卷接机组瞬时速度,支/min;Ve为卷接机组额定速度,支/min;V2为YF17A 运行速度,支/min;K为卷接机组速度调节系数,取值范围0.8~1.2;X为烟支堆码层数;D为烟支直径,mm;H为YF17A输送通道高度,mm。
2.5 电控系统改进
为适应新的生产模式,对原电控系统的控制流程进行改进,见图5。卷接机组启动后,根据生产需求一键切换生产模式:① 装盘模式下,人工拆卸过渡导板,接口装置电驱动组件关闭,系统采集到卷接机组生产速度信号和装盘机料仓有料信号后控制装盘机构动作,实现对烟支自动装盘;② 通道模式下,人工安装过渡导板,装盘机构停止动作,系统采集到卷接机组速度信号和装盘机料仓有料信号后控制并启动接口装置电驱动组件,待YF17A 取样段检测到有料后YF17A正常运行进行烟支输送和存储。
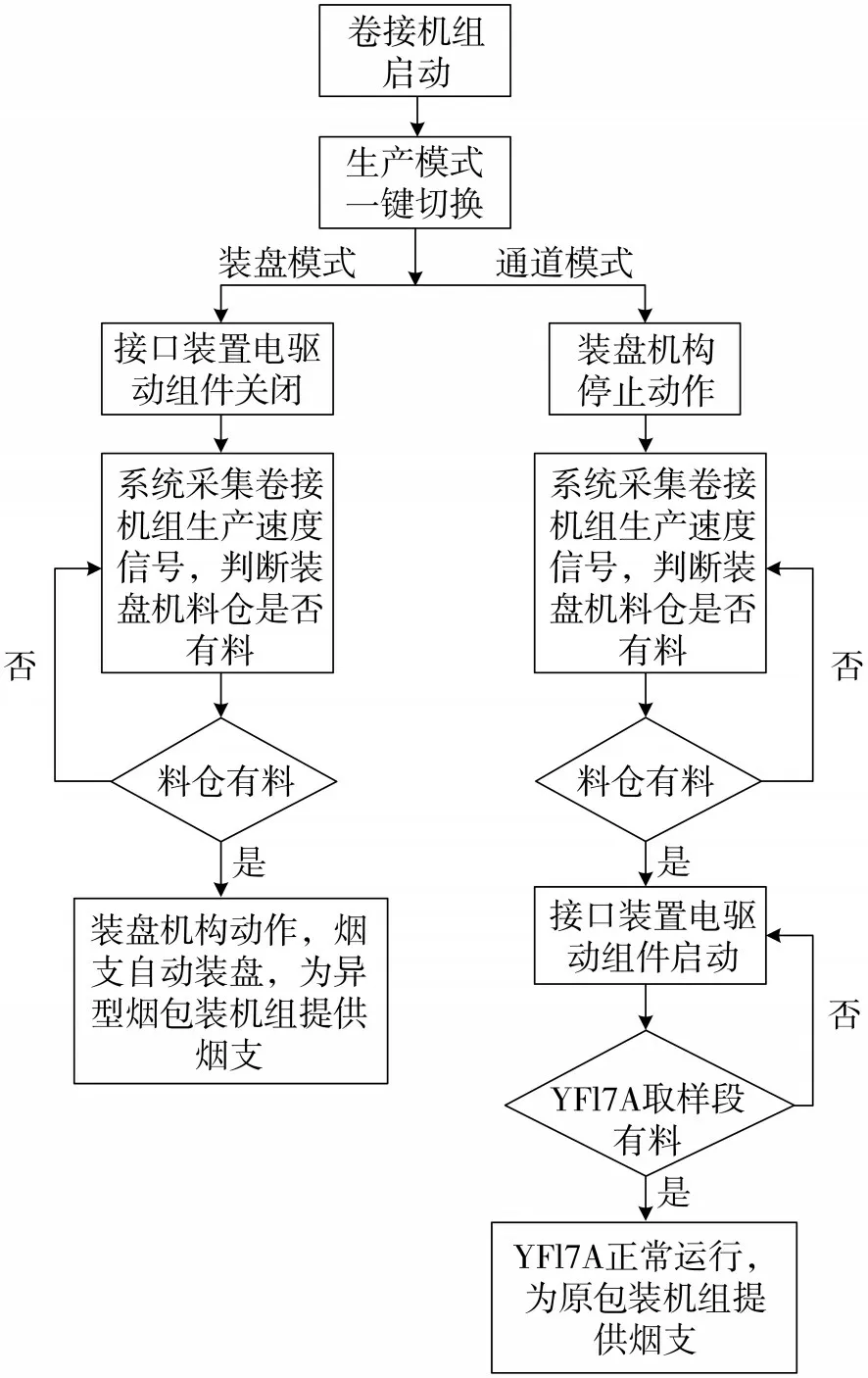
图5 改进后YF17A烟支存储输送装置生产流程图Fig.5 Production flowchart of modified YF17A cigarette reservoir system
3 应用效果
3.1 实验设计
材料:“七匹狼(银中支)”牌卷烟(A)和“七匹狼(古田金中支)”牌异型卷烟(B),烟支长度96 mm,圆周20 mm,直径6.3 mm,由龙岩烟草工业有限责任公司提供。
设备:A 牌卷烟闭环卷接包装生产线,包括ZJ118卷接机组(额定能力8 000支/min,常德烟草机械有限责任公司)、YF17A 烟支存储输送装置(许昌烟草机械有限责任公司)、GDX2 包装机组(常规能力300 包/min,额定能力400 包/min,意大利GD 公司);ZB417C 型硬盒硬条包装机组(额定能力200包/min,上海烟草机械有限责任公司);柔性连接系统[自制,YJ39装盘机(额定能力16 000支/min,许昌烟草机械有限责任公司)]。
方法:A 牌和B 牌卷烟分别采用GDX2 和ZB417C 包装机组生产,2 种牌号卷烟共用ZJ118 卷接机组。ZJ118以额定生产速度运行,每天生产早晚2 班次,每班8 h,早班生产B 牌卷烟,晚班生产A 牌卷烟。柔性连接系统应用前,早班采用人工装盘方式为ZB417C 供给烟支;柔性连接系统应用后,早班采用装盘模式存储烟支,所生产烟支供给ZB417C早晚2班次使用。统计柔性连接系统应用前后皱纹、变形烟支数量以及包装机组的日均运行时间和日均产量[11]。统计时间为5个工作日,取平均值。
3.2 数据分析
由表1 可见,应用柔性连接系统后,卷接机组早班生产的B 牌烟支可供ZB417C 运行15.75 h,卷烟产量由91.8 万支/d 增加到304.8 万支/d,增幅达232%;皱纹和变形烟支数量由27.8 支/万支减少至1.4支/万支,降幅达95.0%。由于早班生产烟支未经YF17A 存储,晚班生产前无需对YF17A 进行吹扫,增加了生产时间,A牌卷烟产量增加16.6万支/d。

表1 柔性连接系统应用前后卷包设备生产数据对比①Tab.1 Production data of making and packing machines before and after application of flexible linking system
4 结论
在闭环卷接包装生产线的YF17A烟支存储输送装置中增加柔性连接系统,通过切换生产模式可实现1台卷接机组分别为2台包装机组供给烟支,解决了卷接机组产能利用不充分等问题。以ZJ118 卷接机组、YF17A、GDX2 包装机组组成的闭环生产线和ZB417C型硬盒硬条包装机组为对象进行测试,结果表明:柔性连接系统应用后,通过切换生产模式ZJ118可以为GDX2和ZB417C两台包装机组供给烟支,切换生产时无需清扫YF17A;ZB417C 产量由91.8 万支/d 增加到304.8 万支/d,不合格烟支数量由27.8支/万支下降至1.4支/万支。在柔性连接系统中采用不同型号装盘机均可实现1 台卷接机组对接2台包装机组,该技术可为闭环辅联设备的功能扩增提供参考。
