一种单通道柔性下料库的设计改进
2021-11-25王晓
王晓
(许昌烟草机械有限责任公司 技术中心,河南 许昌 461000)
0 引言
随着国内烟草行业的快速发展,人们对烟草机械的要求越来越高。超高速卷接包生产线是烟草机械发展的重要环节,在较大程度上影响烟草机械的智能化进程[1]。烟盘式超高速卷烟储存输送设备是超高速卷接包生产线的重要组成部分,直接影响超高速卷接包生产线的生产效益[2-4]。其中,烟支下料库是影响烟盘式超高速卷烟储存输送设备装盘质量的重要组成部件,然而目前市场上的多通道烟支下料库因结构复杂[5]而适应性差、缺乏柔性,不能满足高速自动化生产线、新型烟草的输送及客户的个性化需求[6]。因此,为了满足对烟支下料库深入研究的需求,本文设计一种单通道柔性下料库装置。
1 装置结构
如图1~图3[7]所示,该单通道柔性下料库装置包括机架、烟支输送机构、烟支规格调节机构、烟支柔性调节机构、烟盘规格调节机构[8]。
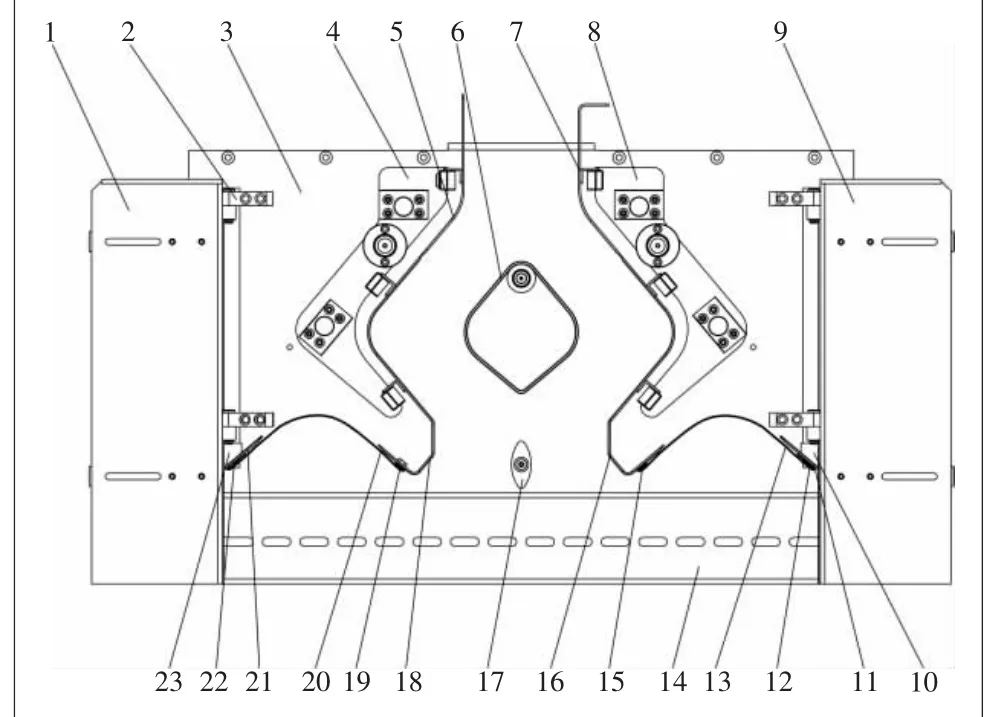
图1 结构示意图主视图
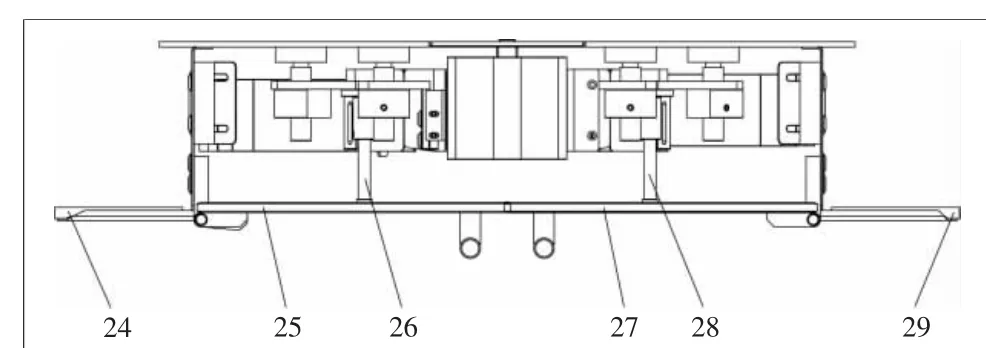
图2 结构示意图俯视图

图3 结构示意图左视图
烟支输送机构是一种单通道输送机构[6],通过左、右支耳1、9与机架连接块24、29固定在机架上。导流臂为分体式设计,分为上下导流臂,左右上导流臂5、7与上物料 库连接,构成烟支输送机构的上通道,左右下导流臂16、19围成四边形通道口,上下导流臂通过支撑机构4、8固定在料库主背板3上,烟支依靠重力作用从上物料库均匀下落,无其他外力作用,有效避免了烟支在输送过程中被挤压变形。四边形通道口内设有四边形导流块,该四边形导流块的导流壁分别与四边形通道口处的相应侧导流壁板平行,四边形导流块6通过连接轴铰接于主背板3上,四边形导流块可以绕连接轴自由摆动,由自身配重块自动校正位置,由于导流块的分流作用,有效保证了输送至下料库的烟支被均匀导流。烟支输送机构下通道设有分流块,分流块17通过转轴铰接在主背板上,分流块可以绕连接轴自由摆动,分流块对下降的烟支二次均匀分流[5,9],并在一定程度上限制下降烟支的流量,分散烟支下降过程中的挤压应力。
烟支规格调节机构通过门铰链连接在左右支耳上。左右调节杆26、28通过左右支撑机构4、8安装在主背板3上,与烟支挡板共同组成烟支规格调节机构。烟支挡板由两部分组成,左右门板25、27组成烟支上挡板,通过门铰链2安装在左右支耳1、9上,与烟支下挡板共同构成烟支挡板。下挡板14与门铰链连接,在工作过程中,根据不同的烟支规格,首先调整调节杆的长度,根据设定好的调节杆长度,调整门铰链的位置,进而调整门板和烟支下挡板的位置。
烟支柔性调节机构是连接烟支输送机构和烟盘规格调节机构的重要部件,烟支柔性调节机构中钢丝网13、20一端与烟支输送机构的下导流臂16、19连接,另一端与烟盘规格调节机构的连接块10、23连接,钢丝网两端的连接方式为螺栓与连接板组成的可调整连接,从而实现钢丝网长度的变化,进而改变烟支存储的数量与排列方式,使烟支排列规则,减少烟支之间的应力,实现烟支的柔性装盘。
烟盘规格调节机构安装在支耳1、9上,进而固定在机架上,调节板11、21分别与连接块10、23、挡板30通过螺栓固定连接。烟盘规格调节机构通过螺栓固定连接,在工作过程中,不需要更换零部件,调节板可沿着连接块的边定向移动,根据用户需求的烟盘规格,灵活调节调节板上的螺栓,改变出烟口的尺寸,满足不同种类的烟盘规格需求。
2 装盘速度分析
以YJ35D装盘机为例,假定以下2个条件:1)所属超高速柔性装盘系统烟支下落入烟盘的过程中阻尼与YJ35D相同;2)所属超高速柔性装盘系统装盘状态为柔性摆臂竖直状态,即大流量装盘状态[5,10]。
因此,装盘烟支总数可以表示为

式中:L为装入烟盘内的烟支总数;t为装盘时间;Vh为装盘机装料速度。
实际装盘过程中,装入烟盘内的烟支由2部分组成:一部分为装盘机装盘过程中卷烟机生产的烟支;另一部分为装盘机换盘过程中卷烟机生产的烟支。
装盘烟支总数可以表示为

式中:t0为换盘时间;Vm为卷烟机生产速度。
由式(1)和式(2)可得装盘机装盘速度与上游机的速度之间的关系为

换盘时间t0由装置结构决定的,所以换盘时间为定值。在一个装盘过程中,机构的换盘时间越短,装盘时间越长,则(t+t0)/t越小,相应的装盘过程越平顺。该装置的换盘时间为2~3 s,该装置的换盘时间有两种:1)装盘周期为20 s;2)装盘周期为15 s。换盘时间取最大值3 s计算,由式(3)可得:
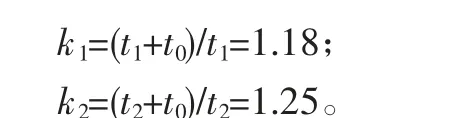
式中:k1为第一种工作方式的斜率;t1为第一种工作方式的装盘时间;k2为第二种工作方式的斜率;t2为第二种工作方式的装盘时间。
YJ35D自动装盘机装盘能力14 000 支/min,其换盘时间t0=6 s。由式(2)可得:
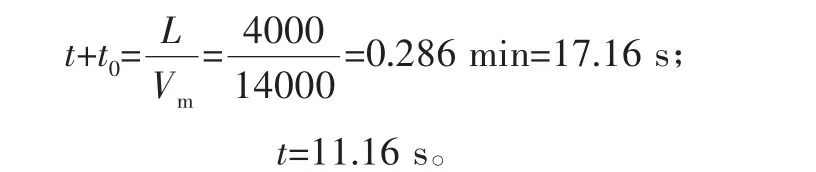
由式(3)可得

式中:K3为YJ35D自动装盘机的斜率;t3为YJ35D自动装盘机的装盘时间。
对比分析K1、K2、K3可知,该机构的装盘过程更加平顺。
3 装盘能力分析
模糊装盘能力是指在假定条件下的装盘能力,非最大装盘能力。装盘能力一般定义为连接卷接包的生产能力,非实际装盘能力,实际装盘能力为除去换盘时间的装盘能力[5]。
该装置有2种工作方式,当装置的装盘周期为20 s时,其换盘时间t0=3 s,装盘时间为t=17 s。

综上所述,该机构的装盘能力在12 000~16 000 支/min之间。YJ35D自动装盘机装盘能力为14 000 支/min。对比YJ35D自动装盘机装盘能力,该机构能够满足卷接包生产线的需要。
4 结论
该单通道柔性下料库装置具有如下特点:1)导流臂的结构设计采用分体式设计,该结构具有较强的互换性;烟支挡板由两部分组成,门板组成烟支上挡板,与烟支下挡板共同构成烟支挡板,设计优化了挡板结构,便于准确调节挡板位置;便于调节钢丝网尺寸,进而实现出烟口烟支存储量的柔性调节;烟盘规格调节机构的调节板分别与挡板和连接块通过螺栓固定连接,不需要更换零部件,可以实现下料库出烟口部的宽度调整。2)换盘时间由装置结构决定的,该装置的换盘时间为2~3 s,YJ35D的换盘时间为6 s,该机构的装盘过程更加平顺;该机构的装盘能力在12 000~16 000 支/min之间,装盘能力能够满足卷接包生产线的需要。
