某型轴承双半保持架合套工装改进
2023-07-10李俊茹
李俊茹
(哈尔滨轴承集团有限公司电机分厂,哈尔滨 150025)
1 前言
某型轴承为双列深沟球轴承,轴承保持架为双半型且厚度仅为0.8mm。保持架在安装过程中,由于保持架本身材质十分轻薄,组合时会因受力不均匀而产生变形,造成合套后的成品轴承旋转灵活性不好或出现卡滞的现象。由于该双半保持架安装时没有专用的组合保持架的工装,只能采用人工手动操作的方法,操作费时费力且合格率较低,经常需要返工。针对出现的上述质量问题,根据产品结构特点重新设计了合套双半保持架的专用工装。
2 原有合套方法及现状分析
2.1 原有合套方法
某型轴承双半保持架合套工序,由于没有专用的合套工装,只能采用操作人员手工操作的方法。首先用竹制钎子把钢球等距离均匀分开,再手动对双半保持架进行压铆,该工序费时费力、工作效率低、操作人员劳动强度大。而且双半保持架压铆后返修品比较多,对于旋转灵活性不好的轴承只能使用螺丝刀子将钢球与保持架分离开,拆套后的保持架往往因变形而无法再次使用,造成人力消耗和保持架的大量浪费。
2.2 现状分析
由于没有专用的合套工具,在合套过程中,首先操作人员用竹制钎子进行等分钢球时不能保证钢球都能等分均布,如果等分均布不好,双半保持架兜孔无法实现完全进入到等分的钢球中的理想状态;其次在手动进行铆压时由于双半保持架本身材质非常轻薄,一旦受力不均匀,双半保持架容易被压偏或表面产生变形而把局部某一粒钢球抱死,造成成品轴承旋转灵活性不好甚至产生急停、卡滞等现象。
3 新方法简介
针对出现的上述质量问题,重新设计了一套用于双半保持架合套的工装:
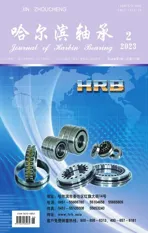
(1)首先设计一个等分钢球用的工装,如图1所示。工装材料选用尼龙或胶木,材料的硬度不能过高,否则在等分钢球时容易造成钢球表面划伤,一旦钢球表面出现划伤会造成合套后成品轴承清洗手感质量不合格,如:旋转灵活性不好、急停、卡滞等质量问题。等分爪的高度应小于成品轴承幅高的二分之一,高度超标会使等分爪前端与成品轴承另一侧钢球表面发生干涉,无法完成等分钢球的动作。图1中的D尺寸小于外圈外内径的最小尺寸(即比外圈外内径的最小尺寸还要小0.30~0.50mm),D1尺寸大于轴承内圈内外径的最大尺寸(即比内圈内外径的最大尺寸还要大0.30~0.50mm),这样的公称尺寸在操作时不容易与外圈外内径、内圈内外径发生干涉。操作时只需用手握住钢球等分器上端来回转动,即可把钢球均匀地进行等分固定。
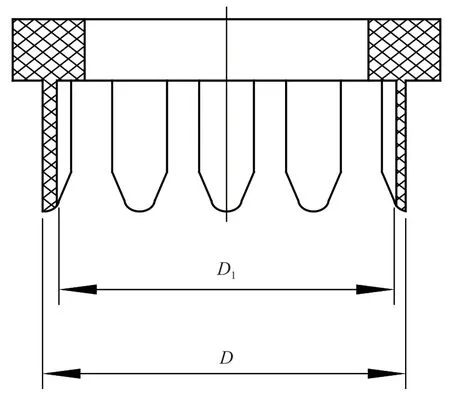
图1 钢球等分器
(2)图2为内圈固定心轴,图3为压装双半保持架导套,两件配合在一起使用。图2中d与轴承内套内径进行固定使用,为间隙配合即可(d的公差比内圈内径最小尺寸小0.10mm,公差过紧在实际操作中容易造成内圈固定心轴在单套轴承铆合完成后取出困难,或安装内圈固定心轴时,由于安装轴承发生偏斜而造成卡滞或使内圈内径表面产生划伤)。图2中D与图3中D为间隙配合(二件的公差互差0.15mm即可),过紧的公差容易造成当手用力向下按压时内圈固定心轴与双半保持架导套之间滑动不顺畅,使双半保持架导套端面不能与双半保持架表面完全接触,出现局部接触受力后双半保持架表面发生变形,从而造成成品轴承旋转灵活性不好、卡滞等现象。
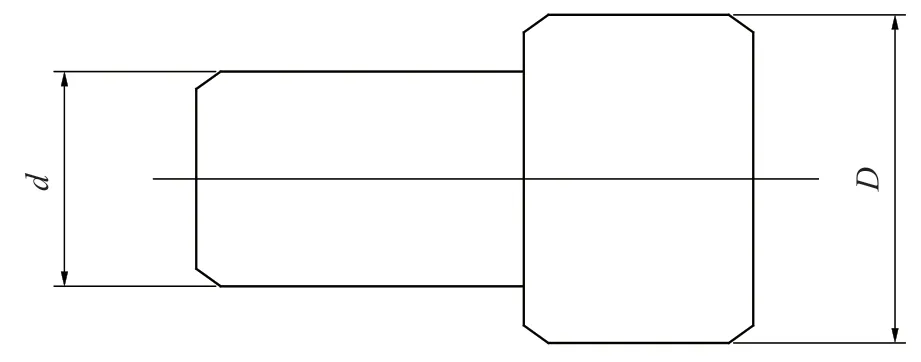
图2 内圈固定心轴

图3 压装双半保持架导套
(3)工装使用时,首先把装好钢球的外圈与内圈组合体固定在内圈固定心轴上;然后用钢球等分器把成品轴承一侧的钢球进行均匀等分固定,把一个双半保持架等分兜孔对准钢球放下;最后把压双半保持架的导套安装在内圈固定心轴上端,用手向下按压并保持均匀用力,即可把双半保持架准确地压入等分钢球中(如图4所示)。
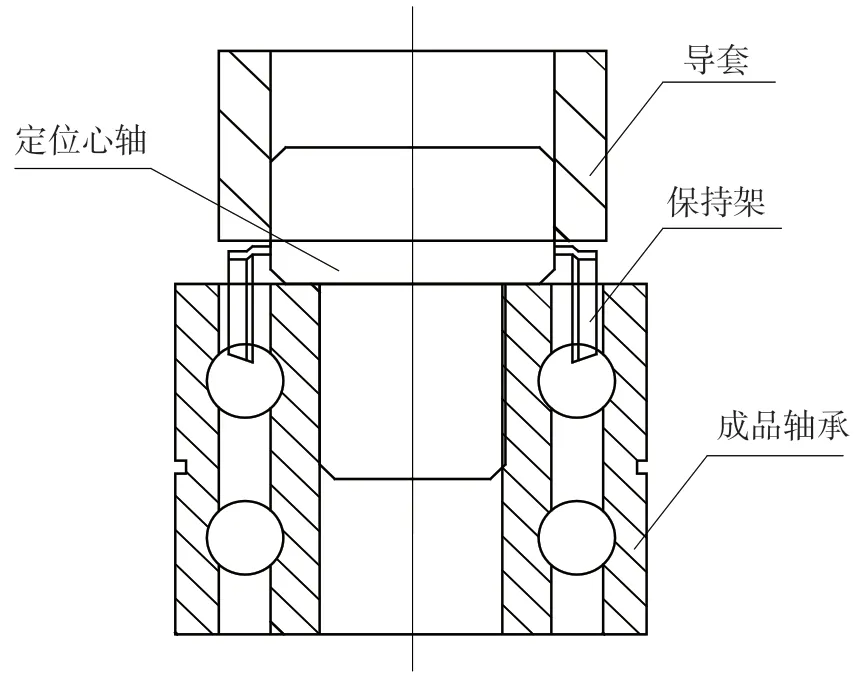
图4 压入双半保持架动作示意图
4 应用效果比照
此种方法经过一段时间在分厂多批次同一产品上进行多次的实际验证,效果十分明显(无返修品),操作者对该种方法的方便、快捷性非常认可;检验人员对保持架压装后质量也十分认可。目前此种工装设计已在我分厂得到全面推广使用。
用新设计的工装进行双半保持架压装后合格率达到了100%,生产效率大幅提高,同时也减少了由于压入保持架质量不合格而造成的不必要、重复劳动,减轻了操作者的劳动强度,受到了分厂相关人员的一致好评。
5 结束语
实践数据证明根据产品结构重新设计工装,在很大程度上消除了专用工装缺乏对压装双半保持架合格率的不利影响,效果十分显著,压入双半保持架质量合格率达到100%。彻底解决了该类型双列深沟球轴承保持架压装后质量达不到工艺规定要求的问题。不仅提高了生产效率还使产品质量有了明显提高。