偏心转子挤出机中UHMWPE熔体流动特性的数值模拟
2023-06-30麻向军王臻姚志强曾义宏
麻向军 王臻 姚志强 曾义宏
偏心转子挤出机中UHMWPE熔体流动特性的数值模拟
麻向军 王臻 姚志强 曾义宏
(华南理工大学 聚合物成型加工工程教育部重点实验室/聚合物新型成型装备国家工程研究中心,广东 广州 510640)
偏心转子挤出机具有良好的正位移输送特性,能有效解决超高分子量聚乙烯(UHMWPE)由于壁面滑移造成的加工困难的问题。为了揭示UHMWPE在偏心转子挤出机输送段的熔体流动特性,采用实验与数值模拟相结合的方法确定了UHMWPE熔体壁面滑移的模型参数,利用ANSYS Polyflow软件对UHMWPE熔体的流场进行了数值模拟。结果表明:偏心转子挤出机中转子和定子啮合形成的容腔能够实现对UHMWPE熔体的正位移输送,容腔截面尺寸的变化在熔体中产生了拉伸流场;在每个容腔的入口和出口附近分别形成正压和负压,啮合间隙不为0时,造成容腔中熔体的逆流和漏流,使容腔出口处的平均流率低于理论流率。偏心转子挤出机加工UHMWPE时,容腔出口处熔体的瞬时流率和平均流率与转子转速成正比,流率脉动率保持不变;减小转子和定子间的啮合间隙,容腔出口处熔体的平均流率增加,流率脉动率减小,增强了偏心转子挤出机中熔体的正位移输运。
超高分子量聚乙烯;偏心转子挤出机;壁面滑移;正位移输送;数值模拟
超高分子量聚乙烯(UHMWPE)具有优异的力学性能、耐磨性能和良好的生物相容性,在交通运输、航天航空等多个领域具有广泛的应用前景[1-3]。但由于UHMWPE的黏度大,且在加工和成型过程中极易发生壁面滑移,采用传统的螺杆挤出机加工时熔体塑化困难,产量低,限制了UHMWPE的应用。Qu等[4]基于体积脉动的拉伸流变原理研发的偏心转子挤出机具有物料适应性强、热历程时间短、塑化效率高的优点。由于物料在偏心转子挤出机中实现了正位移输运,有效地解决了UHMWPE挤出加工过程中熔体塑化质量差及产量低的困难[5]。文献[6-9]用实验方法研究了偏心转子挤出机中的拉伸流场对制品微观结构及物理性能的影响,结果表明,偏心转子挤出机的拉伸流场提高了熔体的混合分散效果,改变了复合体系的微观结构,使得制品的力学性能、热性能等均有所提升。袁丁[10]采用拉伸黏度模型,将偏心转子挤出机中的熔体流场简化为二维流场,采用数学方法分析了无滑移条件下的熔体流动和流场特性,结果表明,偏心转子挤出机中,熔体在输运过程中拉伸形变起主导作用。Fan 等[11-12]采用数值模拟方法研究了无滑移边界条件下偏心转子挤出机中熔体的流动特性,并研究了工艺参数和结构参数对熔体混合性能、能耗的影响。为了揭示壁面滑移条件下偏心转子挤出机中熔体的流动和输运特性,文中通过实验和数值模拟相结合的方法确定UHMWPE壁面滑移的模型参数,在此基础上利用ANSYS Polyflow软件对UHMWPE在偏心转子挤出机中的流动行为进行数值模拟,并研究工艺参数和结构参数对熔体流场、输送特性的影响,以期为偏心转子挤出机的设计提供指导。
1 熔体输运特性的数值模拟
1.1 几何模型

文中研究偏心转子挤出机中的熔体输送特性。由于熔体输送段具有周期性,故文中选取其中一个周期单元进行研究,如图2(a)所示。由于定子为双线螺纹,故一个周期单元的长度为一个导程,且等于两倍螺距。
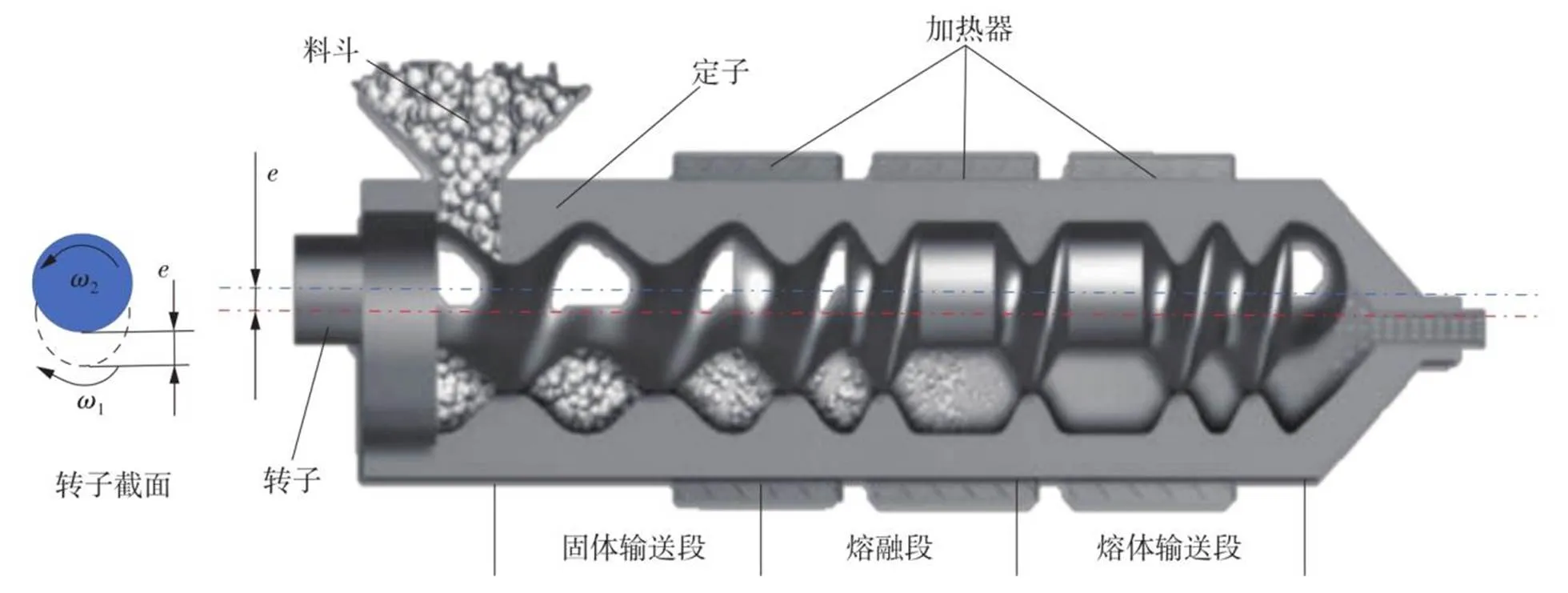
图1 偏心转子挤出机的结构示意图

图2 定子和转子几何模型
偏心转子挤出机熔体输送段的主要结构参数包括转子螺距、转子半径、偏心距和定子与转子的啮合间隙,如图2(b)所示。文中所研究的偏心转子挤出机为广东星联科技有限公司研制的60型挤出机,其熔体输送段的结构参数为=44 mm、=44 mm、=3 mm、=0.3 mm。
1.2 熔体流动的控制方程
因熔体在偏心转子挤出机中的流动比较复杂,故在进行数值模拟时,对熔体流动做如下假设:
(1)熔体压力较低,可视为不可压缩流体;
(2)熔体流动为层流流动;
(3)熔体黏度大,重力与惯性力远小于黏性力,忽略重力与惯性力;
(4)熔体流动为等温流动,本研究中熔体温度为240 ℃。
偏心转子挤出机中,定子为固定部件,转子为运动部件,流体域在不断变化,因此,文中采用Polyflow软件的网格重叠技术(MST)进行计算,即对定子内部区域和转子分别划分网格,定子内部的网格为静态网格,转子网格为动态网格,动态网格的位置根据转子的位置确定。计算中通过对静态网格设置“内部”场量来确定流体域,的取值范围为0~1(=1表示静态网格在动态网格内部,=0表示静态网格在动态网格之外)。对于与动态网格部分重叠的静态网格,通过设定一个标准值(通常取=0.6)来判断静态网格的去留,即>0.6时,认为静态网格在动态网格内部[13]。
熔体流动的控制方程如下[13]:
连续性方程
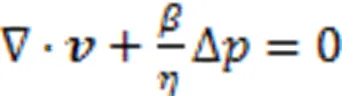
动量方程

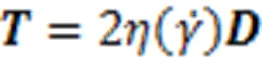
本构方程
1.3 UHMWPE的流变参数
本研究所用的UHMWPE为上海化工有限公司生产的牌号为0702的UHMWPE粉料。使用Anton Paar MCR302旋转流变仪测量其流变性能,测量流变性能时,角频率范围为0.062 8~314 rad/s。采用幂律模型进行拟合,拟合后的流变曲线见图3,材料参数=371 240 Pa·s0.229 4、=0.229 4。
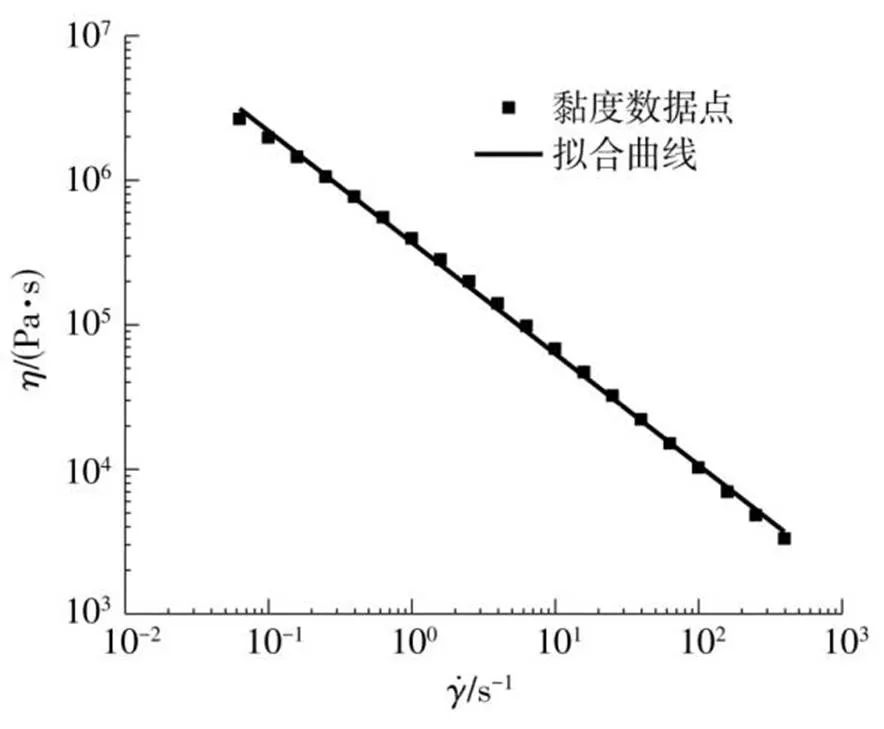
图3 拟合的黏度曲线
1.4 网格划分与边界条件
采用MST技术时,需要对定子内腔和转子分别划分网格,文中采用精度较高的六面体网格。为了更好地反映壁面滑移条件下熔体的流动特性,划分网格时保证转子和定子的啮合间隙网络层数不少于4,定子和转子网格如图4所示。

图4 熔体输送段网格模型

定子壁面采用渐变模型[13],其表达式为

1.5 壁面滑移参数的计算

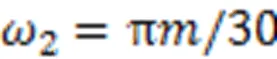
图5 流道几何尺寸和边界条件


表1 不同流率下的挤出实验压力与模拟压力
Table 1 Extrusion experimental pressure and simulated pressure at different flow rates
Qi /(mm3·s-1) /MPa /MPa相对误差/% 67814.2013.991.48 1 02715.3015.702.61 1 36816.3016.481.10 1 67117.2016.871.92
2 流场计算结果与分析
2.1 速度场分析
偏心转子挤出机的定子为双线螺纹,不考虑啮合间隙时,转子和定子相互啮合形成两个容腔,图6为初始时刻(=0)沿挤出方向不同位置的容腔截面示意图,截面A~G将容腔沿挤出方向均匀分为8段。为便于表述,将容腔分为容腔1和容腔2,容腔1的形状为一完整的螺旋纺锤形,在入口和出口处容腔截面最小,沿挤出方向中间位置截面最大,这种截面尺寸的变化会造成熔体沿挤出方向不同位置的速度场和压力场的变化。容腔1和容腔2沿挤出方向的相位相差180°,文中选择容腔1的流场进行分析。

图6 偏心转子挤出机中的容腔示意图
转子在自转的同时绕定子做公转运动,转子和定子啮合形成的容腔沿挤出方向运动的同时沿定子中心旋转,当容腔沿定子中心旋转一周,容腔沿挤出方向移动一个导程,即在偏心转子挤出机中熔体的输送为正位移输送。由于转子和定子沿挤出方向和绕定子中心旋转具有周期性,文中仅对初始时刻的速度场进行分析。图7为模拟计算得到的转子转速为30 r/min时初始时刻(=0)的熔体速度场。从图中可以看出,由于UHMWPE的壁面滑移显著,转子和定子表面对熔体的拖曳作用小,与壁面无滑移条件下熔体的速度场相比,熔体承受的剪切作用较弱。容腔1中的熔体沿容腔旋转方向流动的同时,在垂直于挤出方向的容腔截面内存在径向流动。垂直于挤出方向,容腔1的截面尺寸沿螺旋方向逐渐增大后逐渐减小,造成熔体沿螺旋方向流动的速度逐渐减小后增大,因而熔体沿螺旋方向流动时形成了拉伸流场;由于转子在旋转的同时沿定子中心做直线运动,熔体在垂直于挤出方向的截面内存在径向运动,受定子和转子壁面的约束,熔体在径向亦形成拉伸流场。由此可见,偏心转子挤出机中转子的运动使熔体受到挤压-释放作用,在熔体中形成了拉伸流场。
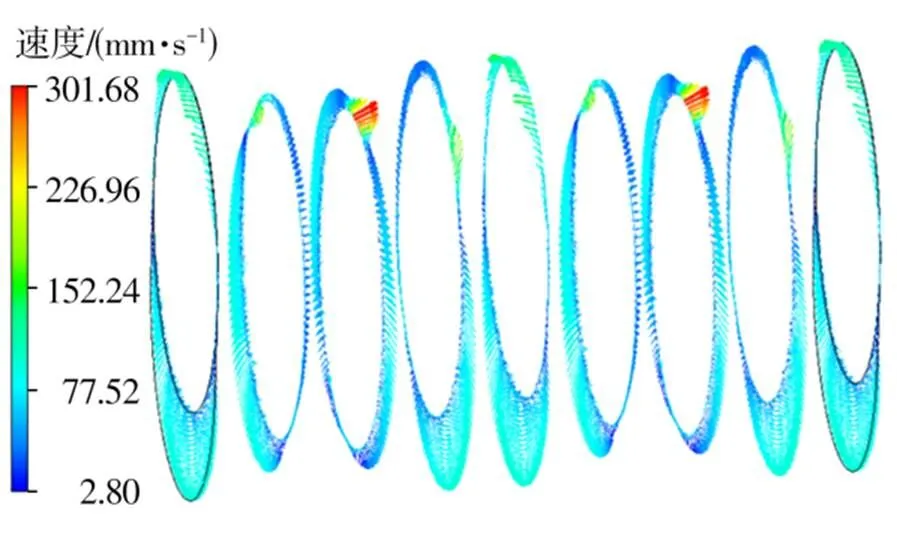
图7 初始时刻的熔体速度场
从图7可以看出,容腔1中的熔体在入口位置存在沿挤出方向相反的流动(即形成逆流),容腔1中的熔体通过啮合间隙流入容腔2,形成漏流。为了避免定子与转子直接接触造成磨损,设计偏心转子挤出机时,在转子和定子啮合处留有一定的间隙,通过间隙中熔体的黏滞力来实现相对密封。容腔1中熔体的逆流和漏流与偏心转子挤出机中定子和转子间的啮合间隙不为0有关。转子与定子间的啮合按啮合方式可分为点啮合和线啮合,其中点啮合的轮廓线为两条平行的螺旋线,线啮合的轮廓线为半圆弧,啮合线是两个容腔的分界线,如图8所示。
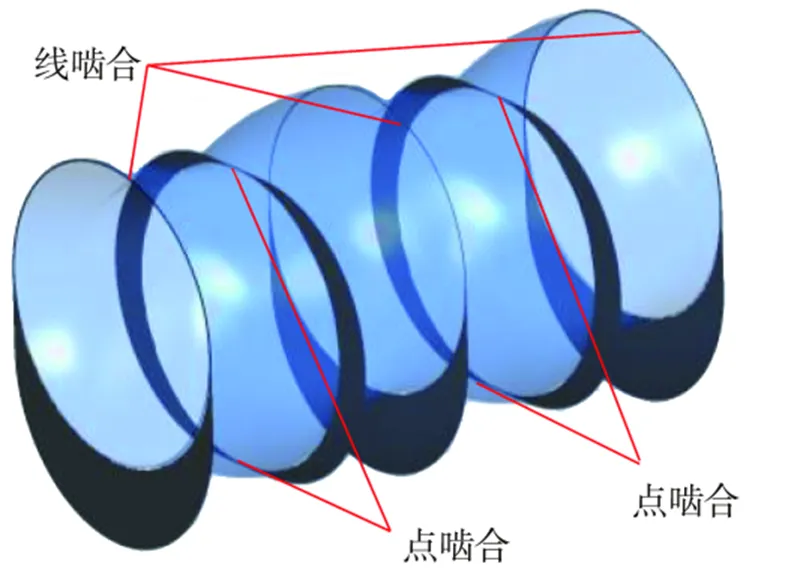
图8 转子和定子间的啮合间隙示意图
图9为数值模拟得到的初始时刻(=0)的熔体压力场分布云图,可以看出,容腔1在入口附近为正压,而在出口附近为负压。这是由于转子在运动时,从入口到截面D之间的容腔体积逐渐减小,而从截面D到出口之间的容腔体积逐渐增加造成的。这种压力分布造成容腔1中的熔体在入口位置的线啮合间隙处流入上一个周期性单元相应的容腔,即容腔1在入口处存在逆流;由于容腔1和容腔2的相位相差180°,即熔体中的正压和负压交替存在,在压力差作用下,容腔1中的熔体通过点啮合间隙流入容腔2,形成漏流。

图9 初始时刻的熔体压力场
因此,偏心转子挤出机中转子和定子的啮合间隙不为0时,逆流和漏流使得偏心转子挤出机的熔体正位移输送减弱。通常,转子和定子间的啮合间隙较小,熔体与固体壁面无滑移时,熔体在压力差作用下流过啮合间隙的阻力大,逆流和漏流较小,但对于UHMWPE而言,熔体壁面滑移显著,熔体在压力差的作用下更容易流过啮合间隙,进一步减弱了偏心转子挤出机的正位移输送。
2.2 流率变化
偏心转子挤出机中,定子和转子的啮合间隙为0时,熔体输送的理论流率e为

由式(6)可知,偏心转子挤出机的理论流率为恒定值。转子转速为30 r/min时,理论流率为23 232 mm3/s。
转子和定子间的啮合间隙不为0时,容腔间压力差使熔体在容腔间产生逆流和漏流。从图7可以看出,在不同截面处熔体的逆流和漏流不同,即转子运动过程中,不同时刻出口处熔体的逆流和漏流不同,因此,对于文中所计算的周期性单元而言,容腔出口处熔体的瞬时流率是脉动的。在一个周期内,转子往复运动一次,因此,文中计算了熔体在半个周期内的流场。图10为模拟计算得到的半个周期内熔体在出口处的瞬时流率随时间的变化,最大流率为18 748 mm3/s,最小流率为17 390 mm3/s,相差1 358 mm3/s。

图10 熔体的瞬时流率变化曲线
定义偏心转子挤出机中熔体输送的平均流率为
则模拟计算所得的平均流率为17 833 mm3/s。
定义流率脉动率为最大瞬时流率与最小瞬时流率之差与平均流率的百分比,用于反映瞬时流率的脉动。转子转速为30 r/min时,流率脉动率为7.62%。相比于无滑移条件下的熔体输送[15],偏心转子挤出机加工UHMWPE时,不但其产量下降,而且熔体瞬时流率的脉动会增加。
3 不同参数对熔体流场的影响
3.1 转速对熔体流场的影响
保持2.1节中的定子和转子结构参数不变,模拟计算20、30和40 r/min转速下熔体的流场和瞬时流率。图11为不同转速下初始时刻的速度场,可以看出,在不同转速下,容腔相同位置处的熔体速度分布规律相同,速度大小与转子转速成正比。因此,熔体的最大瞬时流率、最小瞬时流率及平均流率与转子转速成正比,而流率脉动率基本不变,如表2所示。这说明在壁面滑移的条件下,提高转子的转速,熔体输送流率呈线性增加趋势,因此,偏心转子挤出机具有很好的正位移输送和物料的适应性,适合于加工具有壁面滑移的材料。
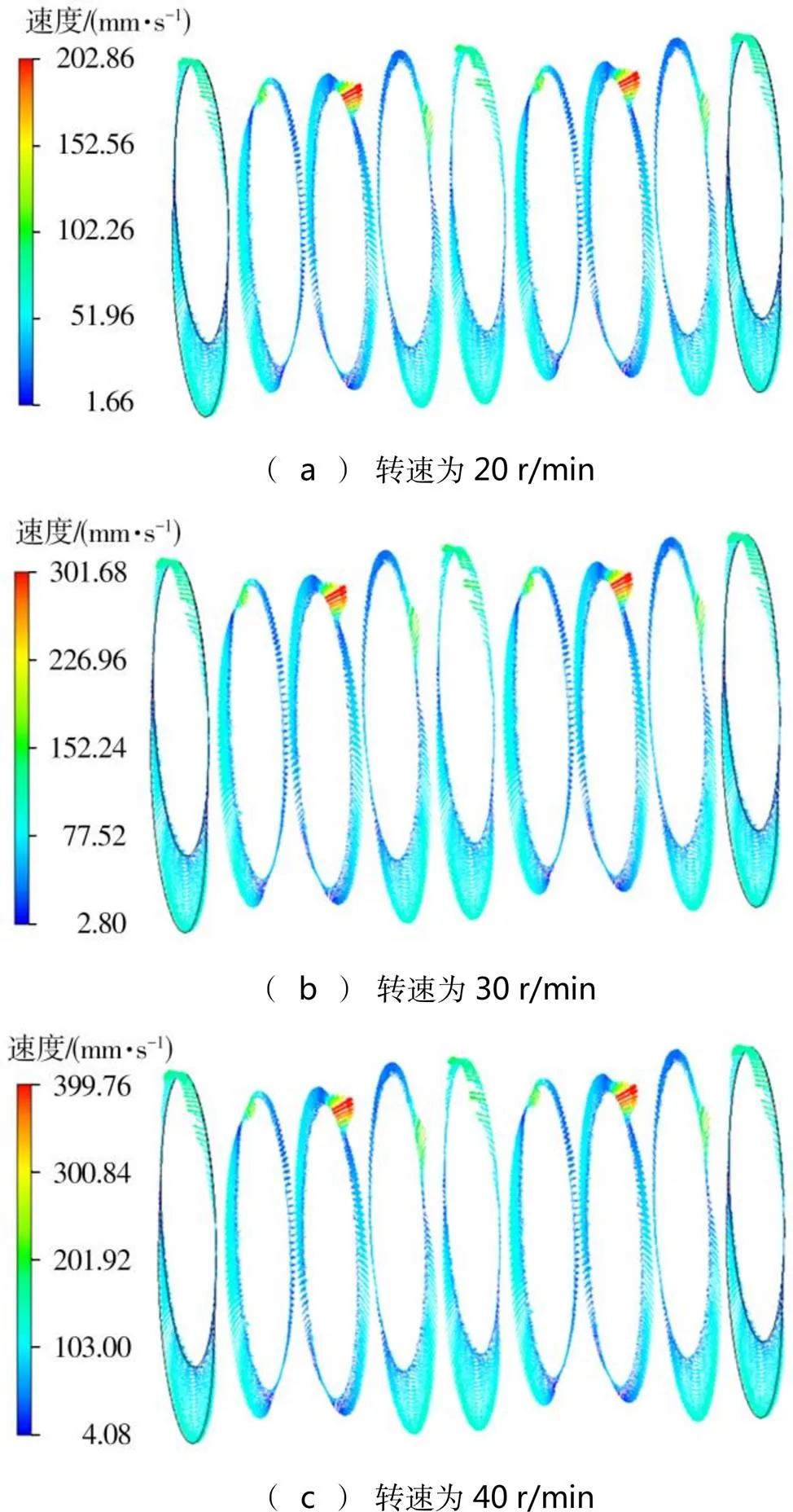
图11 不同转速下初始时刻的熔体速度场
表2 不同转速下的流率
Table 2 Flow rates under different rotational speeds
转速/(r·min-1)流率/(mm3·s-1)流率脉动率/% 最大值最小值平均值 2012 48711 59811 8897.47 3018 74817 39017 8337.62 4025 02423 18423 8047.77
3.2 定子和转子的啮合间隙对流场的影响
在转速为30 r/min的条件下,模拟计算定子和转子的啮合间隙为0.2、0.3和0.4 mm时的熔体流场和瞬时流率。图12为不同啮合间隙下初始时刻的速度场,可以看出,啮合间隙增大时,熔体的逆流速度增加,造成熔体逆流流率增加,而熔体的漏流速度减小,造成熔体漏流流率减小。啮合间隙的变化对偏心转子挤出机中容腔体积的影响很小,由于熔体的漏流仅在两个型腔压力梯度较大的区域存在,而在整个线啮合位置均存在逆流,因此,啮合间隙增加时,不但降低了熔体的瞬时流率,而且增加了流率脉动率,如表3所示。因此,利用偏心转子挤出机加工UHMWPE时,应尽量减小转子和定子间的啮合间隙,以增强熔体的正位移输送,提高产量,并降低熔体流率脉动率,保证产品的质量。
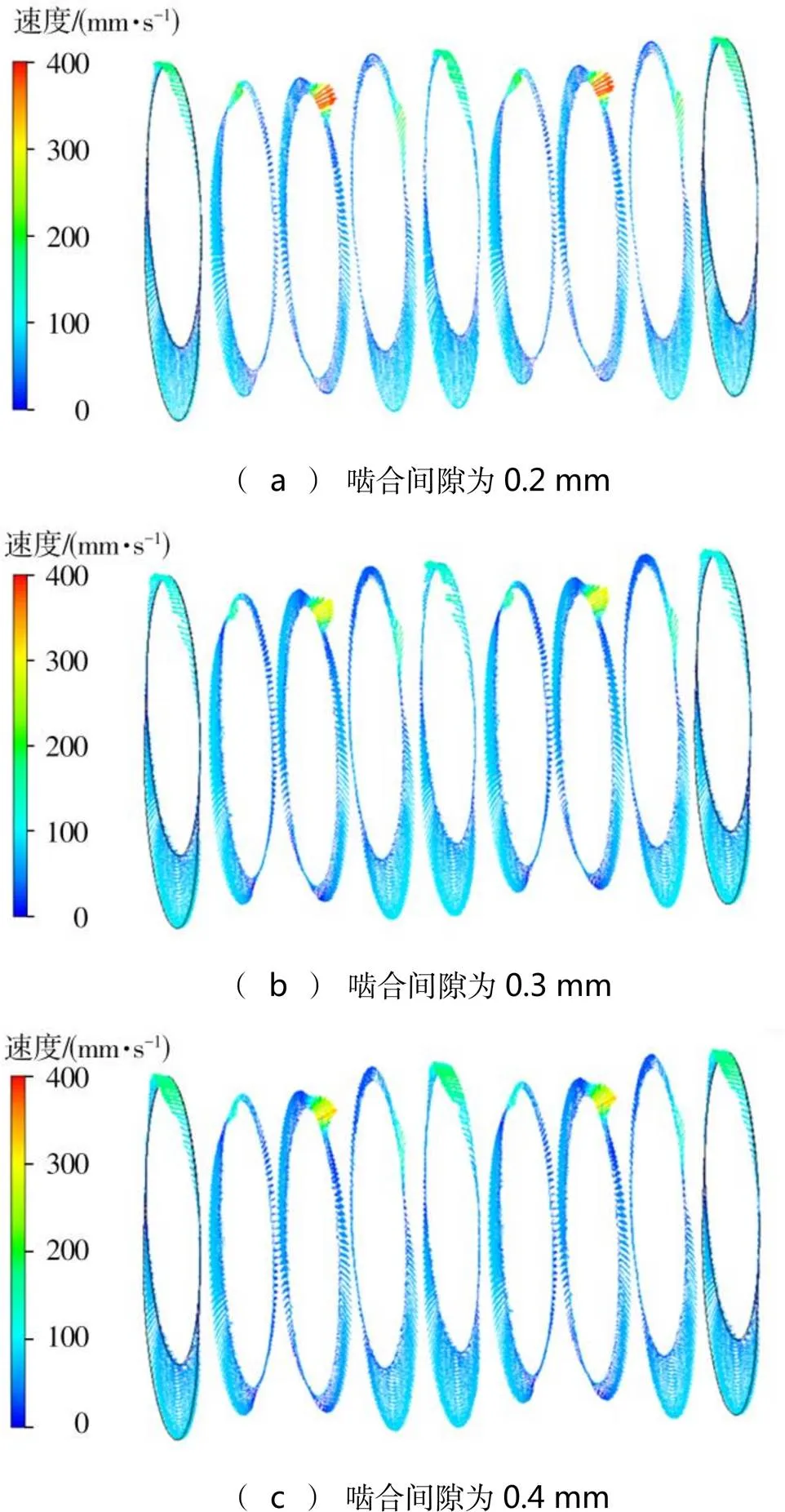
图12 不同啮合间隙下初始时刻的熔体速度场
表3 不同啮合间隙下的流率
Table 3 Flow rates under different meshing gaps
啮合间隙/mm流率/(mm3·s-1)流率脉动率/% 最大值最小值平均值 0.219 91118 87519 1995.39 0.318 74817 39017 8337.62 0.416 35514 65415 15411.24
4 结论
本研究通过实验与数值模拟相结合的方法确定了UHMWPE壁面滑移的模型参数,模拟计算了UHMWPE在偏心转子挤出机中的流场,得到以下结论:
(1)偏心转子挤出机中,转子和定子啮合形成的容腔体积保持不变,因而熔体的输送为正位移输送;偏心转子挤出机中转子运动形成的容腔截面尺寸变化及转子沿定子中心的平移运动,对熔体施加挤压-释放作用,在熔体中形成拉伸流场。
(2)偏心转子挤出机中,转子和定子啮合形成的容腔沿挤出方向运动的同时沿定子中心旋转,在每个容腔的入口附近形成正压,出口附近形成负压,啮合间隙不为0时,容腔中的这种压力分布造成了熔体的逆流和漏流,容腔出口处熔体的平均流率低于理论流率,加工UHMWPE时平均流率下降较大。
(3)利用偏心转子挤出机加工UHMWPE时,熔体在容腔出口处的瞬时流率和平均流率与转子转速成正比,但瞬时流率脉动率保持不变,说明偏心转子挤出机对UHMWPE具有良好的正位移输送;减小转子和定子的啮合间隙,不仅可以提高熔体输送效率,而且减小了瞬时流率的脉动率,增强了偏心转子挤出机的正位移输送。
[1] FU J,JIN Z,WANG J.UHMWPE biomaterials for joint implants [M].Singapore:Springer Singapore,2019.
[2] MIRSALEHI S A,KHAVANDI A,MIRDAMADI S,et al.Nanomechanical and tribological behavior of hydroxyapatite reinforced ultrahigh molecular weight polyethylene nanocomposites for biomedical applications [J].Journal of Applied Polymer Science,2015,132(23):1-11.
[3] EDIDIN A A,KURTZ S M.Influence of mechanical behavior on the wear of 4 clinically relevant polymeric biomaterials in a hip simulator [J].The Journal of Arthroplasty,2000,15(3):321-331.
[4] QU J,ZHANG G,YIN X.Volume pulsed deformation plasticating and conveying method and device by eccentric rotor:US 15310907 [P].2017-03-23.
[5] FENG Y,GAO Y,CHEN J,et al.Properties of compression molded ultra-high molecular weight polyethylene products pretreated by eccentric rotor extrusion [J].Polymer International,2019,68(5):862-870.
[6] CHEN R,LIU X,HAN L,et al.Morphology,thermal behavior,rheological,and mechanical properties of polypropy-lene/polystyrene blends based on elongation flow [J].Polymers for Advanced Technologies,2020,31(11):2722-2732.
[7] WU T,HUANG Z,WANG D,et al.Effect of continuous elongational flow on structure and properties of short glass fiber reinforced polyamide 6 composites [J].Advanced Industrial and Engineering Polymer Research,2019,2(3):93-101.
[8] WU T,TONG Y,QIU F,et al.Morphology,rheology property,and crystallization behavior of PLLA/OMMT nanocomposites prepared by an innovative eccentric rotor extruder [J].Polymers for Advanced Technologies,2018,29(1):41-51.
[9] CAO C,CHEN X,WANG J,et al.Structure and properties of ultrahigh molecular weight polyethylene processed under a consecutive elongational flow [J].Journal of Polymer Research,2018,25(1):1-9.
[10] 袁丁.偏心转子挤出机熔体输运的拉伸形变作用研究[D].广州:华南理工大学,2018.
[11] FAN D,YANG M,HUANG Z,et al.Numerical simulation of mixing characteristics in the eccentric rotor extruder with different process conditions and structural parameters [J].Advances in Polymer Technology,2019,2019(2):1-11.
[12] WEN J,YANG M,FAN D.Numerical simulation of energy consumption in the melt conveying section of eccentric rotor extruders [J].Advances in Polymer Technology,2018,37(8):3335-3347.
[13] Ansys Inc.ANSYS polyflow users’ guide [Z].Canonsburg:Ansys Inc.,2021:573-592.
[14] Ansys Inc.ANSYS polyflow example manual [Z].Canonsburg:Ansys Inc.,2021:Example 38/1-9.
[15] 尹晨欢.偏心转子挤出机熔体输送段流场的数值模拟[D].广州:华南理工大学,2018.
Numerical Simulation on Melt Flow Characteristics of UHMWPE in Eccentric Rotor Extruder
(Key Laboratory of Polymer Processing Engineering of the Ministry of Education/ National Engineering Research Center of Novel Equipment for Polymer Processing,South China University of Technology,Guangzhou 510640,Guangdong,China)
The processing difficulties of UHMWPE caused by the wall slip can be solved effectively by the eccentric rotor extruder, which make the melt conveyed in positive displacement. To reveal the melt flow characteristics of UHMWPE in the conveying section of the eccentric rotor extruder, the model parameters of wall slip were determined by the combination of experiment and numerical simulation, and the flow field of UHMWPE melt was numerically simulated by ANSYS Polyflow. The results show that the UHMWPE melt in the cavity formed by the meshing of the rotor and the stator can be conveyed in positive displacement, and the change in the cross-sectional size of the cavity leads to the elongation flow field in the melt. When the meshing gap exists, the positive pressure and negative pressure formed around every inlet and outlet respectively, will lead to the counterflow and leakage of the melt in the cavity and make the average flow rate at the outlet of the cavity lower than the theoretical flow rate. When UHMWPE is processed by the eccentric rotor extruder, the instantaneous flow rate and average flow rate of the melt at the outlet of the cavity are proportional to the rotor rotation speed, while the pulsation rate of the flow rate remains unchanged. Reducing the meshing gap between the rotor and the stator increases the average flow rate of the melt at the outlet of the cavity and decreases the pulsation rate of the flow rate, which enhances the positive displacement conveying of the melt in the eccentric rotor extruder.
UHMWPE;eccentric rotor extruder;wall slip;positive displacement conveying;numerical simulation
Supported by the National Key R&D Program of China (2019YFB1704900)
10.12141/j.issn.1000-565X.220528
2022⁃08⁃17
国家重点研发计划项目(2019YFB1704900)
麻向军(1966-),男,博士,副教授,主要从事材料成型过程的数值模拟研究。E-mail:xjma@scut.edu.cn
TQ320.66
1000-565X(2023)05-0114-08