高温退火处理对ZnO 压电涂层结构和性能的影响
2023-04-19乔廷强张翔宇金圣展
乔廷强 ,张翔宇 ,杨 兵 ,张 冰 ,金圣展 ,张 俊 ,王 川
(1.中国航发沈阳发动机研究所,沈阳 110000;2.武汉大学 动力与机械学院,武汉 430000;3.航天精工股份有限公司研究院,天津 300300)
超声测量技术自20 世纪80 年代被应用到螺栓应力测量以来[1],受到了国内外学者的广泛关注,并进行了大量的理论研究[2-7]。李会勋等[8]利用有限元技术在ANSYS 中模拟螺栓预紧力的单元法、降温法和渗透接触法等,通过对比发现预紧力单元法能较好地模拟实际预紧力。张洪达等[9]通过建立风力发电机组偏航轴承内外圈螺栓有限元分析模型,对偏航轴承螺栓施加6 种最大许用轴向载荷比例的轴向预紧力,得到了模拟方案中偏航轴承螺栓的极限应力分布规律与螺栓应力统计结果。Jia 等[10]基于网格收敛准则建立了连杆的有限元模型,研究了螺纹节距、预紧力和螺纹连接长度对螺纹轴向应力分布的影响,结果表明,第一螺纹处的应力集中比较严重,通过将标准螺纹杆螺栓替换为螺旋锁紧防松螺纹,改善了其应力分布,其疲劳强度和寿命均有提高。为了满足工业领域螺栓预紧力高精度测量的需求,人们逐渐将研究如何提升预紧力测量精度的关注点由优化超声计算方法转移到将测量对象智能化上,因此提出了智能螺栓的概念。智能螺栓是指具有结构功能一体化特征、自身带有传感器或存储器/微处理器、整个生命周期可用于智能化工业产品的生产、使用和维护等各个阶段的螺栓产品[11]。智能螺栓不仅能够实现最基础的紧固应用,还能够利用自身携带的传感器实现计量以及检测等功能,对于工业智能化具有极大的推动作用。
目前将传感器与螺栓结合的方式主要有内部植入[12]、外部粘贴以及外部沉积等,其中通过沉积法制备智能螺栓最便捷并且具有测量稳定且精度高的特点。该方法制备智能螺栓主要是通过在螺栓的端面沉积压电涂层,并利用压电材料特有的压电效应来实现声-电信号转换功能来实现螺栓的智能化。Jiang 等[13]通过磁控溅射技术在(100)Si上沉积了ZnO 压电涂层,通过调节Ar/O2比能实现控制涂层激发横波或纵波,这一研究结果在螺栓应力测量中具有良好的应用前景。Chelu 等[14]采用一种简单、绿色的化学方法,在柔性和刚性金属衬底上制备了垂直取向ZnO 纳米压电涂层,组装好的器件表现出出色的压电性能,与刚性Pt 和Au 衬底相比,生长在柔性Ti 衬底上的压电层具有更高的直接压电系数,在钛箔基板上获得的压电结构满足灵活性和成本标准,在大范围的频率上提高了能量转换效率。Pang 等[15]采用水热法和低温液相法制备了ZnO/TiO2纳米压电涂层,复合材料的粒径不超过100 nm,在Ti 衬底上组装成纳米阵列。该涂层具有很好的生物相容性,是一种有前景的骨科植入材料智能涂层,研究结果表明,复合粒子的尺寸越小,抗菌性能、生物相容性和压电性能越好。
工业领域螺栓应用工况复杂多变,其中大型设备所用螺栓,例如发动机用螺栓以及核电用螺栓等,需要在高温状态下服役,为了确保智能螺栓在高温环境下使用具有有效性及稳定性,需要对沉积在螺栓端面的ZnO 压电涂层的高温性能进行研究,与超声测量相关的压电性能主要受涂层结晶质量、结晶取向的影响,但目前关于该方面的报道较少。本工作研究ZnO 压电涂层在不同温度下退火后的形貌和结构变化以及不同温度/时长条件下退火后的螺栓声学性能,分析退火处理对ZnO 压电涂层的具体影响,对使用ZnO 压电涂层作为传感器的智能螺栓进行退火实验,研究高温条件下应用的稳定性。
1 实验及方法
ZnO 压电涂层通过武汉大学自制的射频磁控溅射设备进行制备,基底分别为(100)Si浙江立晶光电科技),钛合金螺栓(L=35 mm,航天精工股份有限公司),具体工艺参数如表1 所示。

表1 ZnO 压电涂层制备参数Table 1 Preparation parameters of ZnO piezoelectric coating
将制备的Si 基底样品切割成15 mm×15 mm的方块备用,对Si/ZnO 涂层以及钛合金螺栓/ZnO涂层在200、300、400、500、600 ℃下进行1 h 的退火处理,对钛合金螺栓/ZnO 涂层在300 ℃进行5~200 h 的退火处理,退火实验在XMT-8000 型热处理炉内进行,气体氛围为大气环境,样品随炉冷却至室温取出。利用场发射扫描电子显微镜(TESCAN,MIRA 3)对ZnO 涂层的表面及截面形貌进行观察,观察前进行120 s 喷金处理,增强材料导电性;利用Tongda TDM-10 型X 射线衍射(XRD)仪对样品结构进行测试,射线源Cu Kα;利用SPM-9500 J3 型原子力显微镜(AFM)测量样品的表面粗糙度,利用武汉大学自建的WHUUS100 声信号测量设备对智能螺栓进行测试。
2 结果与讨论
2.1 不同退火温度后ZnO 涂层形貌分析
将利用射频磁控溅射法制备的Si/ZnO 涂层分别在200、300、400、500 和600 ℃下进行1 h 退火处理,图1 为未退火与退火后的涂层样品的表面形貌。由图1 可以看出,涂层表面干净无杂质,由大小不同的晶粒排列组成,可明显观察到晶粒的边界。并且随着温度的升高,样品的表面形貌没有产生明显变化,说明在200~600 ℃的范围内进行短时间的热处理对Si/ZnO 涂层表面形貌未产生较大的影响。
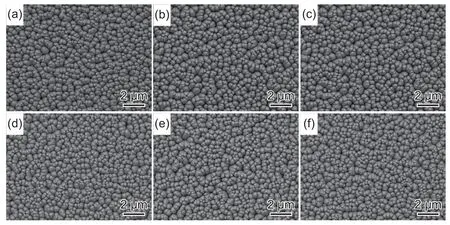
图1 经不同温度退火1 h 后Si/ZnO 涂层的表面SEM 图像(a)原始试样;(b)200 ℃;(c)300 ℃;(d)400 ℃;(e)500 ℃;(f)600 ℃Fig.1 SEM images of the surface of Si/ZnO coating after annealing for 1 h at different temperatures(a)original sample;(b)200 ℃;(c)300 ℃;(d)400 ℃;(e)500 ℃;(f)600 ℃
图2 为Si/ZnO 涂层在不同温度下退火1 h 后的截面形貌。由图2 可见,所有涂层均呈现出垂直于基体表面生长的柱状晶的特点。涂层未进行热处理时,样品截面内的柱状晶晶界清晰干净,随着热处理温度逐步增加到600 ℃时,样品截面柱状晶间开始变得模糊,柱状晶之间有合并的趋势,这是由于高温提供给涂层内部原子一定的扩散能量,因此使晶粒有合并长大的趋势。

图2 经不同温度退火1 h 后Si/ZnO 涂层的截面SEM 图像(a)原始试样;(b)200 ℃;(c)300 ℃;(d)400 ℃;(e)500 ℃;(f)600 ℃Fig.2 SEM images of the cross-sections of Si/ZnO coating after annealing for 1 h at different temperatures(a)original sample;(b)200 ℃;(c)300 ℃;(d)400 ℃;(e)500 ℃;(f)600 ℃
图3 为不同温度退火1 h 后Si/ZnO 涂层的表面粗糙度。由图3 看出,随着处理温度的升高,涂层表面粗糙度变化程度极小,最高与最低值间仅有4 nm 的差值。这说明在200~600 ℃范围内对Si/ZnO 涂层进行退火处理对于涂层的粗糙度没有?实质性影响,这与Husna 等[16]的研究结果一致。
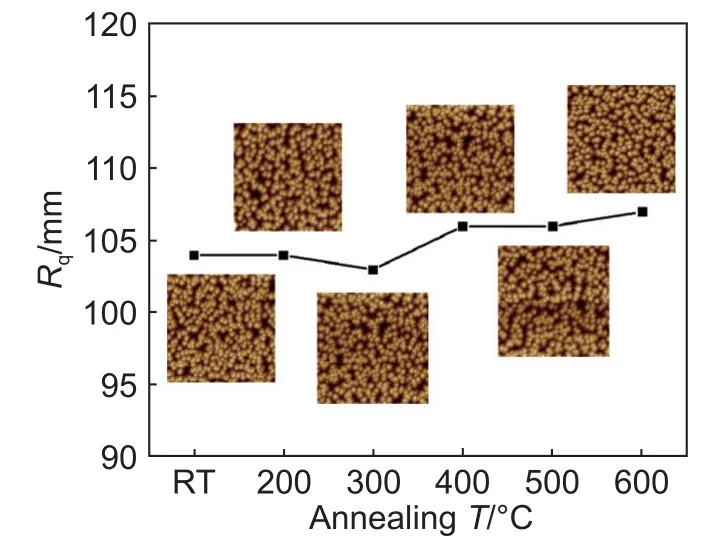
图3 不同温度退火后Si/ZnO 涂层的表面粗糙度-温度关系,插图为AFM 图像Fig.3 Surface roughness-temperature relationship of Si/ZnO coating after annealing at different temperatures,the illustration is AFM image
2.2 不同退火温度后ZnO 涂层结构分析
在不同温度下退火处理1 h 后的Si/ZnO 涂层结构变化如图4 所示。由图4(a)可知,全部Si/ZnO 涂层呈现高度的c轴择优取向,后期的热处理并未对涂层的结构产生明显影响。当热处理温度高于500 ℃时,可以观察到图中衍射峰位置向小角度方向有微小的移动,表明涂层的应力状态产生了轻微变化。图4(a)还展示了经不同温度退火后Si/ZnO 涂层对应的晶粒尺寸,可以看出,随着退火温度的升高,晶粒有慢慢长大的趋势,这一结果与涂层截面的SEM(图2)结果相吻合。如图4(b)所示,随着热处理温度的升高,涂层的衍射峰强度先增加后降低,在300 ℃时达到最大,这表明涂层内部可能产生裂纹降低涂层致密度,衍射峰强度降低。射频磁控溅射制备的Si/ZnO 涂层几乎不存在宏观缺陷,但是由于溅射成膜是非平衡状态,因此涂层内部会存在一些微观缺陷,例如Zn 间隙原子、O 空位、Zn 空位以及O 间隙原子等,这些缺陷使晶格产生畸变,从而造成涂层内部存在应力。ZnO 粉末的(002)晶面间距经过XRD 衍射图谱计算可知为0.52 nm,图4(c)为不同热处理温度下的涂层内部晶面间距,未进行热处理的涂层晶面间距为0.534 nm,相对于粉末样品晶面间距值增大,说明制备的涂层在c轴方向存在张应力,随着热处理温度的增加,晶面间距变化不明显,只有当温度达到600 ℃时,晶面间距有较大变化为0.536 nm,与原始样品相比增大了0.002 nm,表明涂层的c轴张应力没有被释放。这可能是由于在普通热处理情况下,部分外界O 进入到涂层形成O 间隙原子,导致面间距增加,说明在600 ℃范围内对样品进行热处理对于原始涂层结构基本无影响。
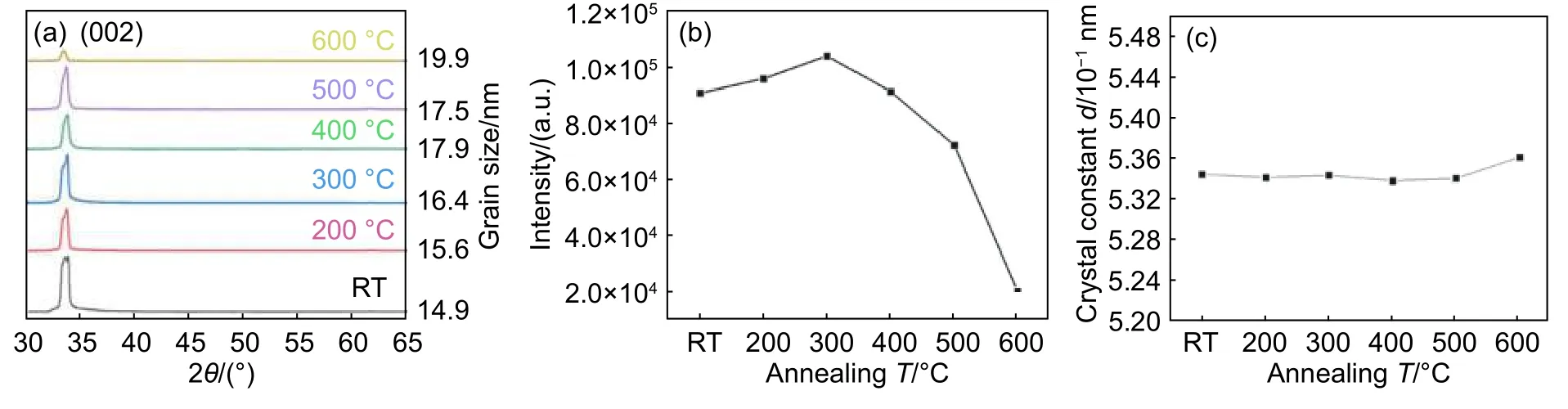
图4 经不同温度退火1 h 后Si/ZnO 涂层的结构变化(a)XRD 图谱及晶粒尺寸;(b)(002)衍射峰强度;(c)晶面间距Fig.4 Changes of the microstructure of Si/ZnO coating after annealing for 1 h at different temperatures(a)XRD patterns and grain size;(b)diffraction intensity of(002)peak;(c)interplanar spacing
2.3 不同退火温度后螺栓声学性能
图5 为不同温度退火1 h 后的螺栓/ZnO 样品实物图。由图5 可知,螺栓/ZnO 在500 ℃及以下温度处理后表面涂层完好,而在600 ℃条件下经过1 h 退火后其ZnO 涂层完全脱落,螺栓基底表面完全暴露。表明涂层应用在该类型螺栓上时使用温度须低于500 ℃。实验时为了屏蔽保护层与电极层对处理结果的影响,在没有沉积涂层的情况下对螺栓进行了热处理实验。为了对处理后的螺栓进行超声信号表征,制备了如图5 螺栓中心所示的临时电极(成分为99.99%的Ag)。
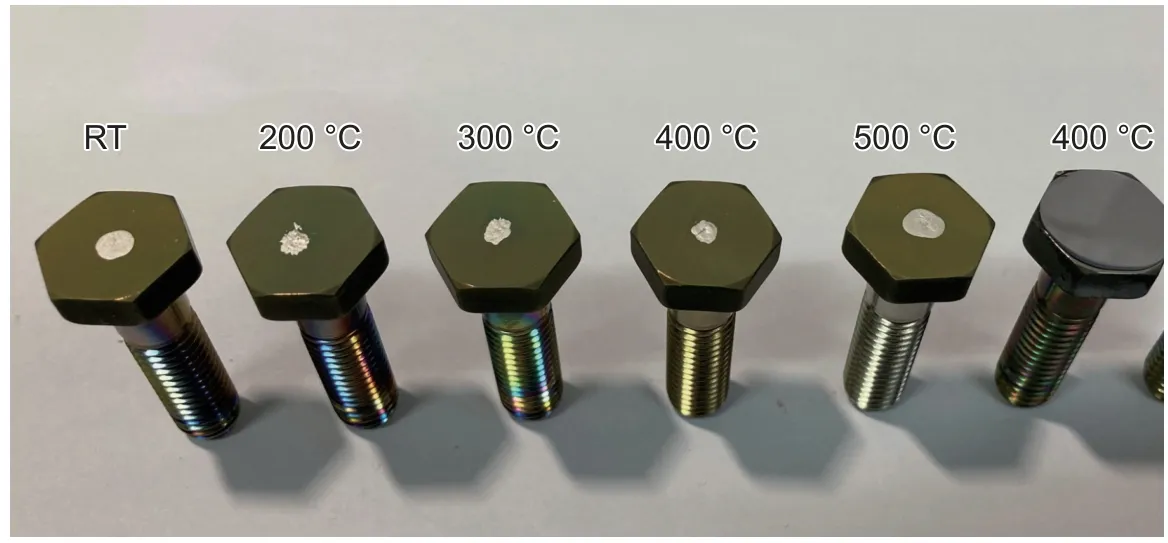
图5 经不同温度退火1h 后钛合金螺栓/ZnO 涂层智能螺栓样品的实物照片Fig.5 Physical photo of titanium alloy bolt/ZnO coated smart bolt sample after annealing for 1 h at different temperatures
图6 为不同温度1 h 热处理后螺栓的超声信号测试结果。由图6 看出,超声信号均可以清晰地观察到4 次底面回波,且回波幅值逐渐降低,这是因为在超声传播过程中,介质的组织结构(例如晶粒尺寸、金属材料的各向异性,化学成分、偏析以及内部缺陷等)会引起超声能量的衰减[17]。根据图6(a)计算得出声速ν=5794.4 m/s,确定得到的回波为纵波信号,并且图中回波之间间隔等距,说明产生的超声只有纯纵波一种波形。图6(b)为信号衰减速率结果图,衰减速率为先增加后降低,最大衰减速率达到70%,最小衰减速率为25.8%,但是衰减速率与温度变化间并非单一变量关系,还与所使用的螺栓组织性能有关;故仅以此作为中间值计算出初始超声信号幅值V0,V0=VⅠ/(1-R),计算结果如图6(c)所示。当处理温度为300 ℃时候,涂层产生的超声信号幅值最高为13.67 V,说明涂层在该温度下处理后仍具有非常高的超声可激发性能,与上节中分析涂层在300 ℃具有最优异结晶质量的结果相符;其余温度处理后的涂层信号均不呈现规律性变化,但是产生的一次回波信号最小值为0.34 V。因此,对螺栓进行不同温度的热处理实验表明:应用在该种类型螺栓上的ZnO 涂层在500 ℃范围内工作具有有效性。
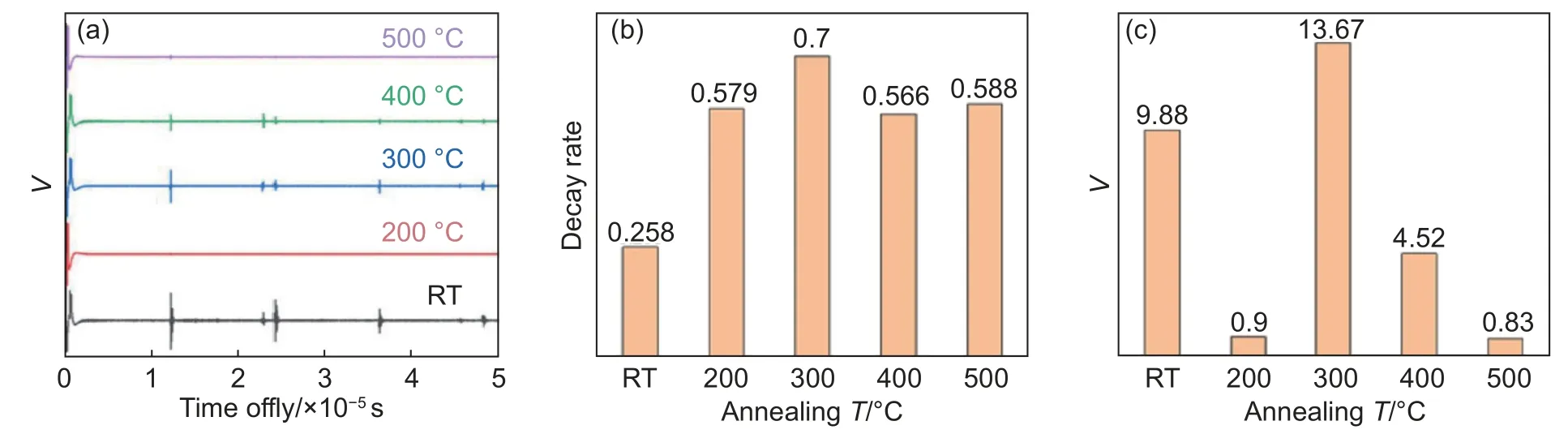
图6 不同温度条件下钛合金螺栓/ZnO 涂层超声信号表征(a)螺栓超声回波信号;(b)超声信号衰减速率;(c)初始超声信号值Fig.6 Ultrasonic signal characterization of titanium alloy bolt/ZnO coating at different temperatures(a)ultrasonic echo signal;(b)decay rate of ultrasonic signal;(c)initial value of ultrasonic signal
2.4 不同退火时长后螺栓声学性能
选择上述高温实验中超声激发性能最佳的温度300 ℃作为后续不同保温时长的热处理温度。处理后的螺栓样品如图7 所示,所有螺栓表面的ZnO 压电图层保持光亮完整,说明300 ℃的长时处理对螺栓与涂层不会产生剥落型破坏。

图7 经300 ℃退火不同时间后钛合金螺栓/ZnO 涂层样品的实物照片Fig.7 Physical photo of titanium alloy bolt/ZnO coated smart bolt sample after annealing at 300 ℃ for different time
表2 为不同保温时间下螺栓一次、二次回波幅值。根据螺栓回波信号值(表2)进行衰减率计算,对处理后的螺栓进行超声信号测试,结果如图8 所示。图8(a)所有图谱均可以清晰观察到四次回波信号,回波之间等距,与上节中(图6(a))信号具有相似性,均只有纯纵波回波信号。图8(b)为幅值衰减速率图。由图8(b)看出,衰减速率随着时间增加先降低再升高,本组样品中得到的最低衰减速率为7%,最高衰减速率为50%。通过衰减速率对初始超声信号进行计算,得到图8(c)结果。由图8(c)可以发现,当处理温度为5 h 时,超声原始信号幅值为13.62 V,与上节(图6(c))300 ℃处理1 h 的结果13.67 V 相比基本不变。随着保温时间的延长,超声初始信号幅值相对稳定保持在7、8 V 左右。随着保温时间的延长,涂层的结晶质量得到提升,因此,涂层的可激发超声性能会得到提升,即信号幅值提升或者保持不变,但是此处信号幅值先降低后维持稳定,可能是涂层在不同基底上表现有差异,具体原因还有待进一步研究。以上结果表明,涂层应用在螺栓上并经过不同时长的热处理,其可激发超声的性能未被破坏,并且一次回波信号最小值为3.61,幅值均可被检测到。故将涂层沉积在螺栓上并在300 ℃长时使用具有较好的稳定性。

表2 不同保温时间下螺栓一次、二次回波幅值Table 2 Values of primary and secondary echo of bolts with different annealing durations at 300 ℃
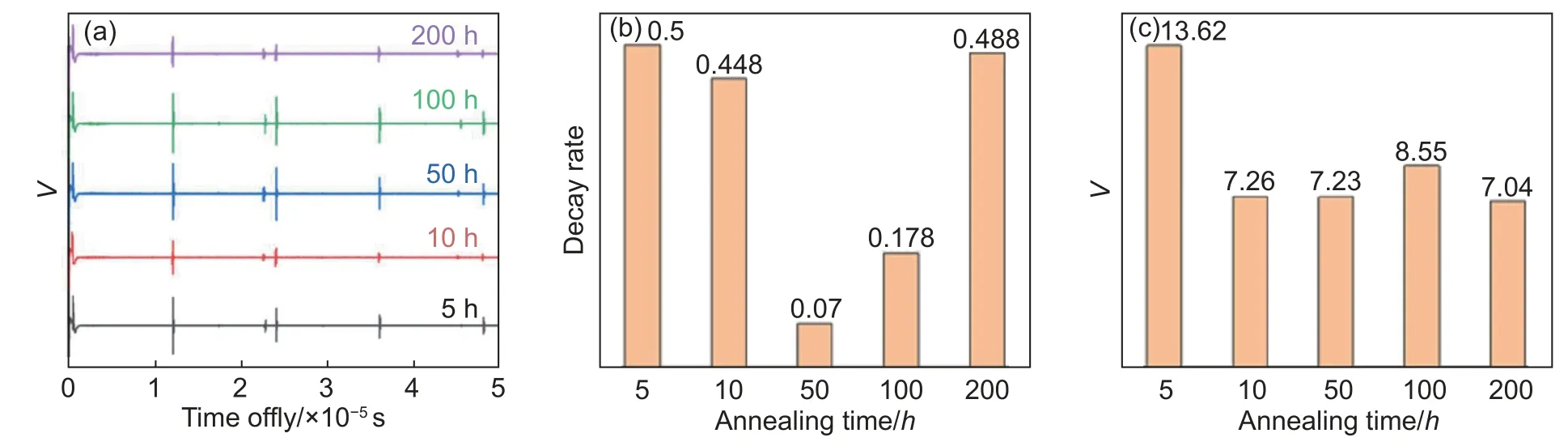
图8 经300 ℃退火不同时间后钛合金螺栓/ZnO 涂层超声信号表征(a)螺栓超声回波信号;(b)超声信号衰减速率;(c)初始超声信号值Fig.8 Ultrasonic signal characterizations of titanium alloy bolt/ZnO coated smart bolt after annealing at 300 ℃ for different times(a)bolt ultrasonic echo signal;(b)ultrasonic signal decay rate;(c)initial ultrasonic signal value
3 结论
(1)对Si/ZnO 和钛合金螺栓/ZnO 涂层在200、300、400、500、600 ℃进行1 h 的退火处理,200~600 ℃范围内的退火处理未对涂层的表面形貌及粗糙度产生明显影响。
(2)在200~600 ℃退火处理1 h 后的Si/ZnO涂层均呈现柱状晶结构,且随着温度的升高柱状晶有合并的趋势。
(3)在200~600 ℃进行1 h 的退火处理对Si/ZnO 涂层的晶体结构没有产生本质影响,晶粒有长大趋势,在300 ℃时涂层结晶质量得到最大提升。
(4)在500 ℃及以下温度进行1 h 的退火处理对螺栓样品未产生明显影响,超声信号检测表明在这个温度范围内涂层性能具有时效性,600 ℃的退火处理使得螺栓表面涂层完全剥落。
(5)300 ℃下长时间的退火处理后,螺栓样品可激发的超声性能均未被破坏,涂层表现出优异的稳 定性,可在该温度范围内服役。
