有机复合添加剂对镀铬膜层组织和性能的影响
2023-01-16刘彦伟王涛峰付明刘群
刘彦伟,王涛峰,付明,刘群
(1.中航光电科技股份有限公司;2.中国空空导弹研究院:河南 洛阳 471000)
通常情况下,在不采用添加剂的时候,传统的镀铬工艺存在很多工艺问题:电镀时电流效率低,部件凹凸不同的部位不容易电镀,镀层薄厚不一,金属电镀层厚度达不到要求且耐蚀性差等[1-2]。陈宗华等阐述了稀土添加剂对镀铬工艺的研究,标准镀铬液添加稀土添加剂之后具有良好的工艺效果[3]。李新梅等研究高效复合添加剂对镀铬工艺的影响,明确阐述了单纯的无机添加剂作用小于高效复合有机添加剂,而且复合添加剂的作用是多因素多方面的有机结合[4]。这一理论为复合添加剂的科研工作奠定了基础。冯拉俊[5]等探究稀土添加剂对镀铬质量的影响,对稀土添加剂可以提高电镀电流效率、提高镀铬液的分散能力,镀层光亮度做出了进一步的阐述,得出了加入稀土添加剂能够显著增强电镀质量、减轻环境污染的结论。
所以为提高电镀效率,改变镀铬工艺在目前的工艺现状,考虑在镀铬溶液中加入镀铬添加剂,以达到在镀铬过程中提高电镀效率、加深镀层厚度、增强镀铬液分散能力、改善镀铬层光亮性的目的。笔者从有机复合镀铬添加剂的角度出发,基于材料表面强度硬度、沉积速度和电流密度等方面进行进一步的研究。
1 实验部分
在传统电镀工艺的基础上添加有机复合添加剂HEEC-2,探究HEEC-2 有机复合添加剂对镀铬膜层组织和性能的影响。原始态试样为普通碳钢,试样1 和试样2 几何尺寸和表面状态完全一样,试样1采用传统镀铬工艺处理,试样2采用添加有机复合添加剂HEEC-2的高效处理工艺。观察对比传统电镀工艺处理和添加有机复合添加剂处理后试样的组织性能变化,比较有机复合添加剂对试样的硬度、镀层厚度、能谱分析、沉积速度等性能的影响。具体工艺条件见表1。

表1 不同镀铬的具体工艺条件Tab 1 Specific process conditions of different chromium plating
实验结合工厂实际生产进行,其电镀工艺以及镀铬液的配置按以下步骤进行:
1)彻底清洗干净镀槽(转槽必须清理槽底的泥渣);
2)先加入镀液总体积为70%的纯水;
3)计算称量铬酐和硫酸,进行搅拌溶解;
4)加入HEEC-2添加剂并搅拌均匀;
5)全部混合溶解后,补加纯水至所需体积,搅拌均匀;
6)取样分析,调整硫酸的含量和表面张力;
PF-4708671是S6K1的特异性抑制剂,通过诱导依赖于mTORC1的S6K1的T环和疏水基序的磷酸化,进而抑制S6K1底物S6蛋白的磷酸化[6]。研究表明,PF-4708671能抑制线粒体复合物Ⅰ,导致线粒体功能异常,并诱导过量的活性氧簇(reactive oxygen species,ROS)产生,通过激活胱天蛋白酶或释放细胞色素c,最终导致细胞死亡[6-8]。另外,最近的研究还发现,PF-4708671也可通过减少抗凋亡蛋白的表达,诱导对他莫昔芬耐药的MCF-7细胞死亡[9-11]。
7)装入电解板(材质使用钢或者不锈钢或者铅锡合金均可),装入阳极(简易带电入槽);
8)电解和升温,电流密度40~70 A/dm2下电解4~6 h;
9)温度至工艺范围进行试镀,试镀成功后就可以正式投入电镀生产;
10)电解法防腐Ec 处理,增强不锈钢、钢、铜、青铜、镍、铬镀件的腐蚀性能;
11)硫酸型Vd 退铬工艺,不合格镀铬层,在此工艺5~10 min全部退完。
2 结果与讨论
2.1 显微硬度测试
电镀铬样品的试样通常需要具备良好的硬度。采用显微硬度计1 000 gf,保压30 s。结果表明,试样1 的硬度为(699±3)HV,试样2 的硬度为(862±5)HV,硬度提高约23.3%。说明在传统工艺的基础上添加有机复合添加剂HEEC-2处理后的试样在硬度上有着显著的提升。
2.2 显微组织观察与分析
图1为原始态试样的显微组织。原始态试样经抛光、腐蚀处理后呈现较清晰的F+P复相组织,其中图片中颜色较浅部分为F组织,颜色较深的部分为P组织。
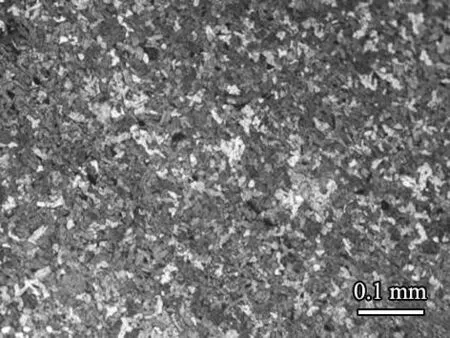
图1 原始态试样显微组织Fig.1 Microstructure of original sample
图2和图3分别为2种试样在50倍光学显微镜和300倍下场发射扫描电镜(SEM)微观组织。

图2 传统镀铬试样显微组织Fig 2 Microstructure of traditional chromium plating sample

图3 高效镀铬试样显微组织Fig 3 Microstructure of high efficiency chromium plating sample
由图2(a)和图3(a)可知,镀铬层在试片边缘清晰可见。由图2(b)和图3(b)可知,传统镀铬工艺的镀层的厚度约为72.12 μm;含HEEC-2的高效镀铬工艺的镀铬层相对较薄,大约为58.05 μm,说明添加HEEC-2有机复合添加剂使镀层厚度有所减小。
在基于SEM 组织的条件下,对试样进行能谱分析,结果表明,表面纯净且基本无杂质,其中传统镀铬工艺镀层的铬的质量分数为92.8%,高效镀铬工艺镀层的铬的质量分数为92.6%。
2.3 沉积速度
结合工厂数据说明手册,可以计算得到工艺电流效率以及阴极电流密度的对照,如表2 所示。参照此表即可获得对应电流效率。
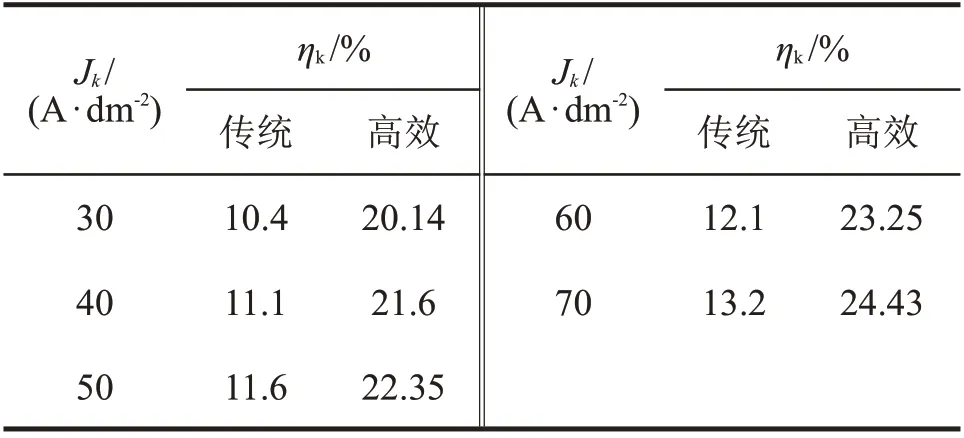
表2 不同工艺的电流效率以及阴极电流密度Tab 2 Current efficiency and cathodic current density for different process
根据表2得到的电流效率,再计算电镀时间[7]:

式中,ρ为电镀层金属密度,d为试片镀层厚度,CCr为铬的电化学当量(CCr=0.323 3[6]),Jk为阴极电流密度(试片上加载电流密度均为30 A/dm2),ηk为电流效率。
经计算,传统镀铬、普通高效工艺的电镀时间分别约为5.15、2.14 h,可知效率提高58.4%。
采用增量法测量不同镀铬工艺的影响,其中沉积速度的计算[8]:

式中,m1和m2分别为试样镀铬前和镀铬后的质量,A为镀铬试样表面积,t为电镀时间。
传统镀铬工艺的质量为18.134 g,普通高效工艺的质量为18.725 g,经计算,传统电镀工艺和普通高效镀铬工艺沉积速度分别为13.02、20.72 μm/h,沉积速率显著提升,提升幅度达到59.3%[9]。
3 结 论
研究了传统镀铬工艺和采用有机复合添加剂HEEC-2的镀铬工艺,得出以下结论:
1)与传统镀铬工艺相比,采用有机复合添加剂HEEC-2 的镀铬工艺显微硬度由699 HV 提高到862 HV,硬度提高约23.3%;镀层厚度有所减少,由72.12 μm降低为58.05 μm。
2)HEEC-2 普通高效镀铬工艺镀层沉积速率提升明显,由传统镀铬工艺的13.02 μm/h 提高到20.72 μm/h,提升幅度达到59.3%,其生产效率可以获得明显改善。
研究开发了1种新的高效镀铬工艺,此工艺相对传统镀铬工艺明显改善了镀铬试片的各项性能。后续研究可继续深入探讨此高效镀铬工艺是否能满足实际使用要求以及其在实际生产上的应用。
