1种新的依普利酮合成工艺研究
2023-01-16陈益俊隋志红金旦妮
陈益俊,隋志红,金旦妮
(台州仙琚药业有限公司,浙江 台州 317016)
依普利酮(1),化学名称为9,11α-乙氧基-17-羟基-3-氧-17α-孕-4-烯-7α,21-二羧酸-γ-内甲酯,结构式为:
依普利酮于2002 年被批准上市,临床上主要用于高血压治疗。依普利酮具有半衰期长,不良反应少及耐受性好等特点。2003 年经FDA 批准,被进一步应用于治疗急性心肌梗死后充血性心力衰竭[1-3]。由于依普利酮在临床上具有广泛的应用,因此其制备方法得到了制药工作者的广泛关注[4-10]。目前工业上规模化制备依普利酮的常用方法以坎利酮(2)生物发酵物11α-羟基坎利酮(3)作为起始原料,经烯胺化、酸解、开环、磺酰化、消除和环氧化等6步反应得到依普利酮。该采用溶剂量的吡啶作为缚酸剂,三废量较大,且产品色泽深、纯度低。
因此研究对上述合成路线进行改进,以中间体羟酯物为原料,在三乙胺(Et3N)/4-二甲氨基吡啶(DMAP)催化下,经与对甲苯磺酰氯磺酰化得到磺化物;随后再经醋酐/醋酸/醋酸钾体系消除得到脱磺产物,再经H2O2/三氯乙酰胺环氧化得到目标产物依普利酮。
1 实验部分
1.1 试剂与仪器
原料羟酯物自产,其他所用的试剂均为市售的分析纯试剂。
Bruker 400 MHz 型核磁共振仪,CDCl3为溶剂,四甲基硅烷(TMS)为内标;Thermo Finnigan质谱仪。
1.2 化合物的合成
1.2.1 羟酯物
先按常用方法以坎利酮(2)生物发酵物11α-羟基坎利酮(3)作为起始原料得到羟酯物(6)。反应式为:


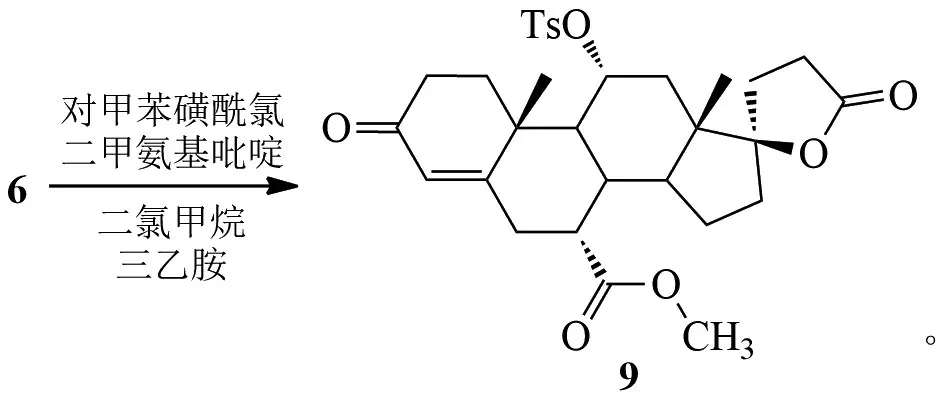
1.2.2 磺化物
将羟酯物(6)(4.16 g,10 mmol)加入250 mL 烧瓶中,一并加入二甲氨基吡啶(0.24 g,2 mmol)及三乙胺(2.02 g,20 mmol),随后加入二氯甲烷(50 mL)搅拌溶解完全。回流温度下缓慢滴加对甲苯磺酰氯(2.86 g,15 mmol,事先溶于30 mL二氯甲烷中),控制滴加时间0.5 h左右。滴加完毕后,保温反应至原料转化完全(TLC 跟踪)。停止搅拌,反应液经水洗分层,有机层浓缩至干,并加入20 mL甲醇打浆,过滤、干燥后得到磺化产物5.6 g,收率98%。反应式为:
1.2.3 脱磺物
将磺化产物(9)(5.7 g,10 mmol)加入100 mL 烧瓶中,加入冰醋酸(20 mL)溶解,一并加入(1.5 mL 醋酸酐)及醋酸钠(3.5 g),升温至110 ℃反应2 h,TLC 跟踪磺化物转化完全。向反应液中加入水及二氯甲烷,分层,用二氯甲烷反萃取2次,然后将有机层合并,加入少量活性碳脱色0.5 h,过滤,滤液浓缩至干,加入甲醇、水混合溶剂打浆,过滤,烘干得到脱磺产物3.27 g,收率82%。反应式为:

1.2.4 依普利酮
将脱磺产物(3.98 g,10 mmol)加入100 mL烧瓶中,一并加入二氯甲烷(20 mL)及三氯乙酰胺(1.95 g,12 mmol)。室温下缓慢滴加20 mL 双氧水,滴加完毕后继续搅拌24 h,TLC跟踪原料转化完全。停止搅拌后,加入饱和亚硫酸氢钠溶液淬灭反应,分层,有机层浓缩,粗品经过丙酮结晶后得到产物依普利酮3.31 g,收率80%。反应式为:

产物结构表征。1H-NMR(CDCl3, 400 Hz),δ∶1.03(s, 3H),1.37~1.58(m, 5H),1.64~1.77(m,1H),1.81~2.10(m,5H),2.13~2.6(m,3H),2.39~2.68(m, 5H),2.69~2.78(m, 2H),2.82~2.94(m,1H),3.12(d, 1H,J= 5.2 Hz),3.66(s, 3H),5.91(s,1H)。13C-NMR(CDCl3,400 Hz),δ∶16.3,22.2,22.4,27.1,29.0,31.0,31.2,33.2,34.9,35.1,37.4,38.9,39.8,41.4,43.9,51.5,51.6,65.4,94.6,127.2,164.9,172.6,176.2,197.9。
2 结果与讨论
2.1 磺化反应条件优化
羟酯物(6)的磺酰化反应一般需要采用吡啶作为溶剂,产生的三废量较大。尝试对工艺进行改进,以二甲氨基吡啶作为催化剂,三乙胺作为缚酸剂,首先考察催化剂及缚酸剂的用量对反应结果的影响,结果如表1所示。

表1 磺化反应催化剂及缚酸剂用量的影响Tab 1 Effect of catalyst and acid binding agent dosage on sulfonation reaction
由表1可知,催化剂用量的增加可以明显提高磺化反应的收率,当催化剂用量达到2 mmol 时,磺化物的收率可达到98%;对缚酸剂用量考察结果表明,三乙胺为20 mmol时反应效果较好,当三乙胺的用量减少至10 mmol时,磺化产物收率降低至67%。
随后,进一步考察了溶剂及温度对反应的影响,结果如表2所示。

表2 磺化反应溶剂及温度的影响Tab 2 Effects of solvent and temperature on sulfonation reaction
由表2可知,甲苯、乙酸乙酯、丙酮和四氢呋喃等常用的有机溶剂的反应效果均不如二氯甲烷,因此二氯甲烷仍然为磺化反应的优选溶剂。回流温度下反应效果最好,收率可达98%。
2.2 环氧化反应条件优化
脱磺物(8)的环氧化反应通常采用廉价易得的双氧水作为环氧化试剂,三氯乙酰胺(C2H2Cl3NO)作为活化剂。对活化剂用量、反应温度及反应溶剂进行考察,以期能够得到较优的环氧化反应条件。首先考察了活化剂三氯乙酰胺的用量对反应收率的影响,结果见表3。
由表3 可知,当活化剂用量达到12 mmol 时,反应效果较好,收率可达80%。增加或减少活化剂用量均会降低目标产物收率。

表3 环氧化反应三氯乙酰胺用量的影响Tab 3 Effect of dosage of trichloroacetamide in epoxidation reaction
进一步考察了反应温度及溶剂对收率的影响,结果如表4所示。

表4 环氧化反应溶剂及温度的影响Tab 4 Effect of solvent and temperature on epoxidation reaction
由表4可知,丙酮、乙酸乙酯、四氢呋喃及二氯乙烷等常用有机溶剂反应效果均不如二氯甲烷。降低温度至0 ℃或升高反应温度至回流,目标产物的收率均有不同程度的降低。
3 结论
以羟酯化物作为原料,经过磺酰化、消除及环氧化3步反应得到产物依普利酮(1)。磺化反应的优化条件为:以二氯甲烷作为反应溶剂,二甲氨基吡啶(2 mmol)作为催化剂,三乙胺(20 mmol)为缚酸剂,回流温度下反应,最高收率可达98%;环氧化反应的优化条件为:以二氯甲烷作为反应溶剂,双氧水作为环氧化试剂,三氯乙酰胺(12 mmol)作为活化剂,室温下反应,最高收率可达80%。总收率达到64.3%。
通过改变工艺条件,以催化量的二甲氨基吡啶代替溶剂量吡啶,可以大幅度减少三废量,同时提升反应收率和产品质量。此外,该工艺的分离方法简单,每步中间体及最终产物只需简单打浆即可得到,易于实现工业化生产。
