机车构架拉杆座退火后变形分析及应对措施
2022-12-23杨旭宏秦宝清赵东波
杨旭宏,秦宝清,赵东波
(1.中车大同电力机车有限公司,山西 大同 037038;2.中国铁路太原局集团公司大同机车车辆监造项目部,山西 大同 037038)
1 背景概述
电力机车转向架构架为箱型梁焊接结构,各箱型梁由钢板拼焊而成。拉杆座为铸钢材质,材质类型为E300-520-M,力学性能如表1所示。

表1 E300-520-M铸钢件基本力学性能
拉杆座整体焊接在构架侧梁下盖板外表面上,如图1(a)所示。按照机车构架制造工艺,完成拉杆座等部分小件焊接后,要对构架整体进行去应力退火,退火温度为(590±15)℃。构架完成退火后,在平衡检测工序发现构架拉杆座发生变形,横向尺寸增大9 mm,纵向尺寸增大7 mm,如图1(b)所示,且拉杆座中间部位出现鼓起,如图2(a)所示。
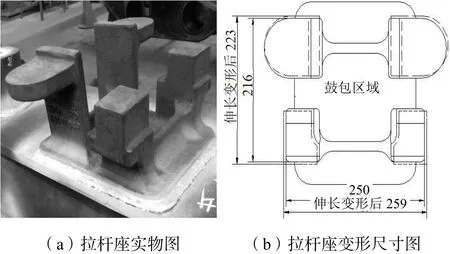
图1 机车构架拉杆座退火后鼓包变形图(单位:mm)
为了进一步探究变形缺陷的严重程度及缺陷产生原因,用碳弧气刨的方法去除该拉杆座。去除后对该拉杆座与侧梁下盖板贴合面进行尺寸检测,发现该铸件下表面出现凹陷,凹陷深度达5 mm,如图2(b)所示,侧梁下盖板未发生变形。
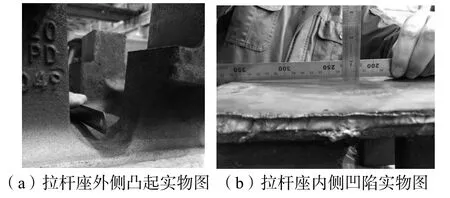
图2 机车构架拉杆座退火后变形图
通过对碳弧气刨前后状态进行对比分析可知,该拉杆座变形特征为“下凹上鼓”,这种变形特征反映出了该拉杆座变形前的受力状态为受到来自贴合面的正应力作用,类似于压缩变形。考虑到该变形出现在退火热处理后,过程中未进行任何加载,因此做出以下猜想。
猜想一:拉杆座与钢板的贴合面上存在某种物质,该物质在高温退火过程中汽化体积膨胀,产生汽化应力,该应力值超过了铸钢件屈服极限ReL,而未超过下盖板屈服极限,导致该铸件发生不可恢复的塑性变形。
猜想二:拉杆座铸件本身存在内应力,在高温退火过程中,铸件受热膨胀和软化后强度降低,导致变形。
因猜想二中针对铸件自身应力释放变形的猜想目前尚无规律可循,暂无模拟及试验验证手段,故本文仅针对猜想一,以贴合面存在水介质为例,进行汽化应力计算,并对计算结果进行试验验证。
2 猜想一模拟计算
基于猜想一构建了拉杆座在变形前的力学模型,如图3所示。其下表面受到的力P来自于该面与下盖板面形成的密闭空腔内存在的水介质在高温退火时汽化为水蒸气,因体积膨胀受到拘束而产生的压力。假设该拉杆座在焊接完成前,其与侧梁下盖板贴合面上存在一层水膜,且水膜体积占据了贴合面全部空间;完成焊接后,贴合面形成密闭空腔,类似于小型储水容器;退火过程中当温度升高超过100℃时,密闭空腔内的水开始汽化,随着温度持续升高,水蒸气体积膨胀受到贴合面约束,开始对贴合面产生持续的压力作用,这是一个缓慢加载的过程。以最高温度590℃时的汽化应力值进行计算。

图3 受力分析图
依据理想气体状态方程[1-3],即:

水的质量为:

水的物质的量为:

汽化应力值为:

式(1)—式(4)中:R为气体摩尔常数,取8.31 J/(mol·T);T为开尔文温度590+273.12=863.12 K;ρ为水的密度,取106g/m3;M为水的摩尔质量,取18 g/mol。
由汽化应力值公式可得:

由(5)式可知,当密闭空间中仅存在单一介质水时,铸件底面受到的压力大小与体积比成正比例相关,如表2所示。

表2 空腔内存在不同比例水时的汽化应力值
通过与表1中铸件力学性能比较,当P>Rp0.2,即密闭空间中水的体积达到空腔体积的75%以上时,该铸件会发生超过屈服强度的塑性变形。
通过以上计算结果,本文给出了密闭空腔介质汽化的一般汽化应力值公式,可以按照此公式计算不同物质的汽化应力值,即:

式(6)中:ρ为介质的密度;R为气体摩尔常数,取8.31 J/(mol·T);T为开尔文温度,取实际加热温度+273.12=873.12 K;M为介质的摩尔质量。
本文将按照公式(6)计算出的应力值定义为汽化应力。按照此方法,假设密闭空腔中干燥,可认为全部为空气成分,则可以计算出空气受热膨胀时对贴合面的压力值;当空腔中存在不同比例的空气时,可以计算出对应的汽化应力值(空气密度为1.2 9×103g/m3,摩尔质量为29 g/mol),如表3所示。

表3 空腔内存在不同比例空气时的汽化应力值
通过比较表2和表3可知,空气受热膨胀产生的力比水受热膨胀产生的力小得多,叠加后可忽略不计。实际工况中,如果存在其他介质,可参考上述计算后进行应力叠加。
假设封闭空腔内存在75%水分时,依据退火过程分析铸件不同时刻受力情况,如表4所示。随着退火温度的升高,温度缓慢增加,拉杆座(一)与钢板贴合面之间压力缓慢增大,在达到600℃时超过铸钢件的弹性极限,保温3 h,类似于等温膨胀,对于铸钢件持续加载,发生缓慢的塑性变形,如图4所示。

表4 退火过程中应力变化值
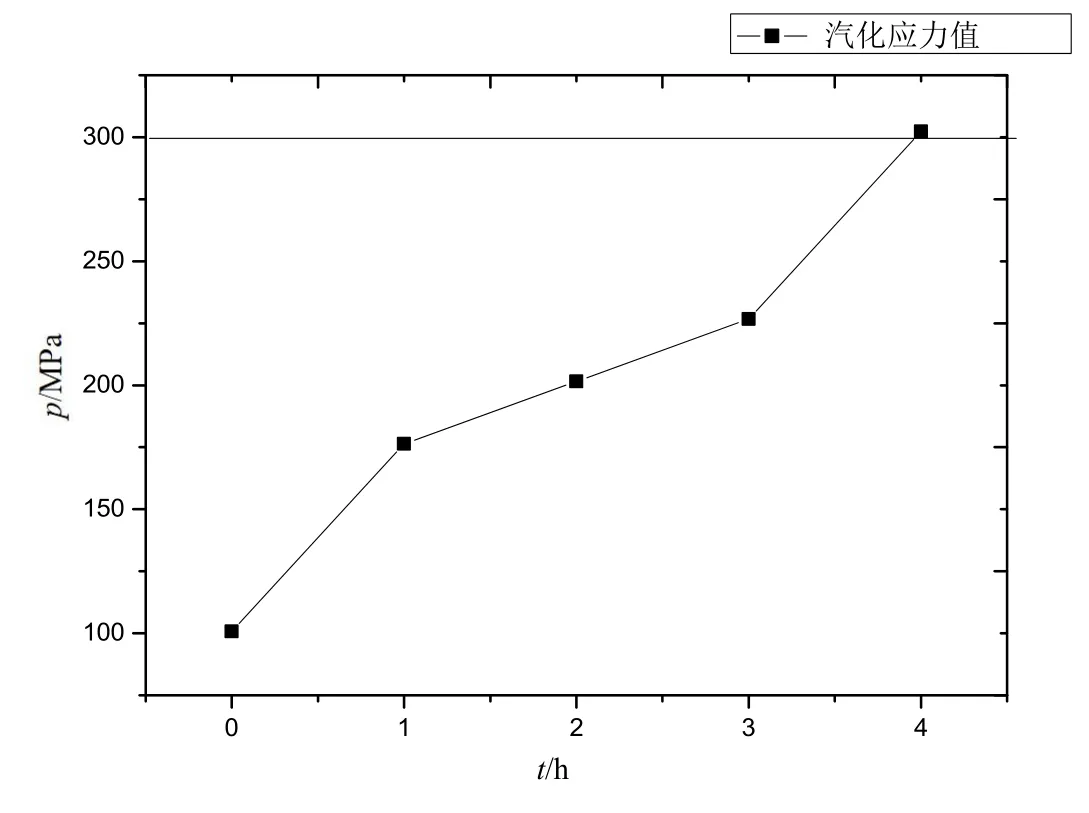
图4 退火过程中应力变化图
3 试验验证
3.1 试验过程
基于上述计算结果,设计了焊接试板进行试验验证。焊接试板底板材质为S500MC,与构架梁体材质相同,试板尺寸为16 mm×300 mm×300 mm,焊接板材质为Q235A,直径为220 mm,厚度为15 mm,焊接板与拉杆座底板厚度相同,材质相近。焊接板与底板通过a6角焊缝进行焊接,如图5所示。分别取不同的3组试板,定义为1号、2号、3号,焊接前在1号试板贴合面上喷洒水,2号试板表面喷洒焊接防飞溅剂,3号试板不做任何处理,进行焊接。焊缝封闭后,置于退火炉中随机车构架退火处理,观察焊接试板变形情况。
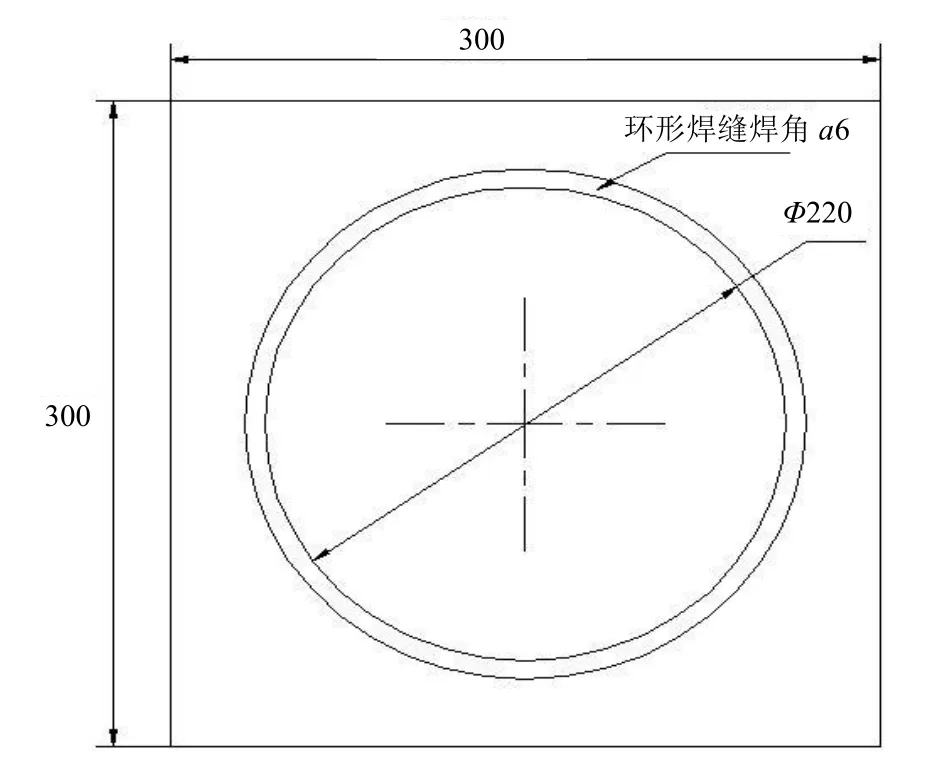
图5 试板焊接图(单位:mm)
3.2 试验结果
退火完成后,发现1号、2号试板出现不同程度的鼓包变形,3号试板基本无变形,如图6所示。
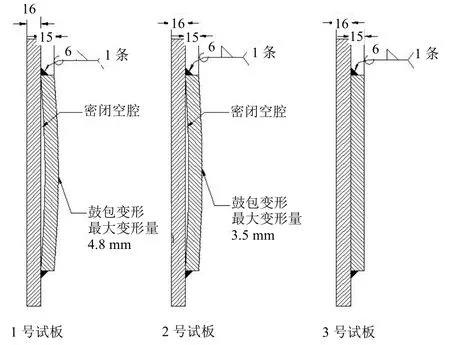
图6 试板变形图
4 空腔内物质成分对变形的影响
通过以上分析计算与试验验证可知,在焊接件贴合面形成的密闭空腔内,不同种类物质汽化时对焊接件产生的作用力不同。因此,焊接件表面的清洁程度对焊缝质量与焊接件外形尺寸保证有一定影响。然而生产实际中,焊接件贴合面上可能存在的物质主要有焊接防飞溅剂、加工切削液、探伤耦合剂等,通过公式(6)可知,汽化应力值的大小除了与物质体积比有关外,物质的密度越大,分子量越小,汽化应力值就会越大。
焊接防飞溅剂是在焊接碳钢、不锈钢或者其他金属时,在焊缝坡口及其两侧形成能降低熔滴附着力的保护膜,防止飞溅物伤到母材。防飞溅剂是一种化学液体,为水溶性表面活性剂涂料。目前市场上防飞溅剂品牌繁多,且没有公开的配方和统一的质量标准[4]。由于防飞溅剂为水基溶液,因此对焊接质量可能的影响为产生气孔、咬边等的表面缺欠。焊接前喷涂在焊缝接头处和附近,然后再焊接,可防止飞溅过多地黏在附近钢板上。在焊件表面喷涂焊接防飞溅液后,无论干与湿都在飞溅的焊渣表面形成一层膜,隔离了焊渣与焊接材料的接触,使得飞溅物容易清理。本文以常见的水基防飞溅剂为例,研究其主要成分的汽化应力值。
水基焊接防飞溅剂主要成分如下(以100质量份计):纯丙乳液44~46份,可膨胀石墨4~5份,硼酸3~4份,消泡剂0.2~0.5份,去离子水余量,计算各成分体积比,如表5所示。

表5 焊接防飞溅剂主要化学成分
其中,纯丙烯酸的密度为1.051 1 g/cm3,沸点为140.9℃,摩尔质量为72 g/mol。与水的化学性质相似。按照公式(6)进行计算,不同体积比的丙烯酸汽化后产生的应力如表6所示。

表6 不同体积比丙烯酸汽化应力值
将表6与表2通过对比可知,丙烯酸汽化后产生的应力值相对于等体积比例的水的汽化应力值偏小,这与丙烯酸密度较小、分子量较大有关。当空腔内存在多种物质时,汽化应力值应按照各物质汽化应力值叠加计算。由于物质的分子量与物质密度成正相关,故一般水基物质中溶剂水的占比对汽化应力值的影响较大。
5 分析与讨论
导致铸件变形的原因主要分为2类:一类为内部原因,主要表现为铸造应力变形及热处理应力变形。铸造应力变形是指铸件在凝固过程中,不同部位凝固先后顺序及凝固速率不同而产生的铸造应力,这种应力会在铸件打箱后的某个工序释放出来,导致铸件变形[5]。热处理变形主要是由于铸件在热处理过程中受热膨胀和软化后强度降低,在自身重力作用下导致的铸件变形[6],以及组织转变过程中蓄积在组织内部的应力释放后导致的变形。一般前者对铸件的尺寸、形状影响较大。本文中铸件在退火过程中可能出现了屈服极限降低的情况,也导致了汽化应力值超过了屈服极限而发生变形。另一类为外部原因,主要表现为焊接应力变形、铸件局部受热膨胀变形及铸件加工后应力释放而导致的机械变形[7-8]。焊接变形主要由于焊接产生的局部高温导致铸件膨胀变形以及焊缝凝固过程中产生的巨大拉应力作用于铸件表面,当焊补量较大时,更会导致铸件发生大的尺寸变形甚至铸件整体变形,从而对整个铸件尺寸、形状产生巨大影响。热膨胀变形主要由于铸件在焊补前的预热,其变形量的大小取决于预热的温度、预热方式等。机械变形主要发生在铸件加工后,由于加工去除了铸件多余部分金属,原本在铸件内部的应力平衡状态被打破,应力自然释放后产生变形。
本文研究了焊接铸钢件在热处理过程中因汽化应力导致的变形。通过面贴合在一起的2个零部件,通过角焊缝环形焊接完成后,将会在贴合面内形成一个密闭空腔。如果空腔内存在高温时易汽化的液体,当液体体积占据空腔体积较大比例时,在受热膨胀的过程中,会对空腔周围产生挤压应力作用,最先在材料屈服极限较低的部位产生突破,导致零部件发生塑性变形。
6 结论
通过角焊缝环焊形成封闭空间的2个面贴和焊接零部件,在退火过程中,密闭空腔内部物质在汽化后体积膨胀会对零部件产生挤压应力作用,影响产品外形尺寸和焊缝质量。可以利用在贴合面增加通气孔的工艺手段,预防汽化应力导致的变形。
在一般焊接面残留物质中,水基物质或水的含量会产生较大的汽化应力。因此在焊接前应检验表面有无杂物残留,或通过擦拭手段保证表面光洁度。进行焊接作业时,应减少焊接防飞溅剂的喷洒,或禁止防飞溅剂喷洒至贴合面内部。
