半固态挤压铸造下稀土Y 强化机械零件用ZL105 铝合金的制备与性能
2022-12-02郭红丽
郭红丽, 李 勇
(1. 山西工程科技职业大学 智能制造学院, 太原 030619; 2. 浙江凯盈新材料有限公司, 浙江 海宁 314400)
铝合金因密度低、强度大、易机械加工等特点被广泛应用于汽车工业、机械制造、航空航天等领域[1-4].但铝合金在铸造过程中容易产生气孔、氧化夹杂、裂纹等缺陷[5-6],微观组织比较粗大,这些均不利于提升铝合金的硬度等力学性能.Al-Si 系铝合金的长针状粗大相极大地影响了其性能,因此国内大批学者将铝合金的组织细化作为研究内容[7-8],利用各种变质剂对铝合金微观组织进行改善.目前,常用的铝合金变质剂有Sr,P,Ti,B 等.王军等[9]用含C 细化剂和含Sr 变质剂对A356 铝合金进行细化变质处理,在铝合金中加入Al-5Ti-0.5C,Al-10Sr 和Al-5Ti-0.5C-8Sr 三种中间合金,发现铝合金的晶粒尺寸和共晶硅均得到细化,形貌改善明显,其中Al-5Ti-0.5C-8Sr 对铝合金有着细化和变质双重作用.稀土及其氧化物化学活性强,几乎能与所有元素作用,是一种很好的变质剂,对铝合金微观组织改善具有显著的作用.Wang等[10]研究了稀土La,Ce 对Al-0.75Mg-0.6Si合金微观组织和性能的影响,结果显示,稀土的加入能有效细化合金的晶粒,提升合金的导电性和强度.当稀土添加量(质量分数)为0.5%时,铝合金比基体的导电率、抗拉强度和伸长率分别提高了5.7%,11.3%和15.2%.目前对稀土Y 改善铝合金微观组织和性能的研究并不多,Song 等[11]研究了不同冷却速度对Y 增强A356 铝合金微观组织和拉伸性能的影响,但有关Y 含量对铝合金微观组织和性能的影响的研究较少.
半固态挤压铸造技术是指金属在半固态温度区间,通过施加外加作用使其微观组织呈现为球形组织的新型金属成形方法.该技术应用范围广,节约能源,生产成本低,可延长模具寿命;成形铸件质量好,尺寸精度高[12-13].Sun 等[14]通过半固态挤压铸造技术制备了TiAl3/A356 复合材料,研究了超声温度、功率、时间对其微观组织的影响,发现了半固态挤压铸造技术制备的复合材料初生α-Al 晶粒呈球形,微观组织得到明显改善.本文中以ZL105 和Al-Y 中间合金为原材料,利用半固态挤压铸造技术制备稀土Y 强化后的机械零件用ZL105 铝合金,研究不同稀土添加量对ZL105铝合金微观组织和力学性能的影响,为细化组织及提升性能提供实验依据.
1 实验方法
1.1 Al-Y 中间合金的制备
实验采用Y 粉末和纯铝来制备Al-Y 二元中间合金.先将Y 粉末放进烘干箱中烘干,去除粉末中的水分,然后将装有纯铝的石墨坩埚放入电阻炉中加热至725 ℃,使铝块完全熔化至液态,边搅拌边除气、扒渣.随后,将Y 粉末用铝箔纸包裹完全后分批加入铝液中,边加入边进行间歇性电磁搅拌,其中电磁搅拌的电流为45 A,频率为35 Hz,每次搅拌的时间为1 min.搅拌结束后升温至650 ℃,然后再进行电磁搅拌.重复进行5 次搅拌后,对熔体进行除气、扒渣处理,将其浇注在预热好的模具内自然冷却,可制备出Al-Y 二元中间合金.将Al-Y 二元中间合金剪切成15 mm 长的短棒.
1.2 x%Y-ZL105 稀土铝合金的制备
选用ZL105 铝合金(化学成分如表1 所列)和Al-Y 二元中间合金为原材料制备x%Y-ZL105稀土铝合金(x =0,0.2,0.4,0.6,x%为质量分数,下同),ZL105 的固相线温度约为546 ℃,液相线温度约为621 ℃,密度为2.72 g/m3.将ZL105 铝合金和短棒状Al-Y 二元中间合金表面打磨光滑、去除氧化皮后,在200 ℃下加热去除水汽.之后,将ZL105 铝合金放入电阻炉中熔炼,加热至720 ℃呈熔融态;在施加机械搅拌的同时加入短棒状Al-Y 二元中间合金,搅拌时间为15 min,静置5 min 后再进行除气、扒渣,并将其转运到保温炉(605 ℃)中保温30 min,等待其完全反应.然后在SCH-350A 型间接挤压铸造机上将熔体浇注到模具内自然冷却,制成如图1 所示的拉伸试样.模具预热至250 ℃以避免试样内产生缺陷,浇注温度为605 ℃,压强为150 MPa,保压时间为15 s,压射速度为0.2 m/s.

表1 ZL105 铝合金化学成分(质量分数)Table 1 Chemical compositions of ZL105 aluminum alloy (mass fraction) %
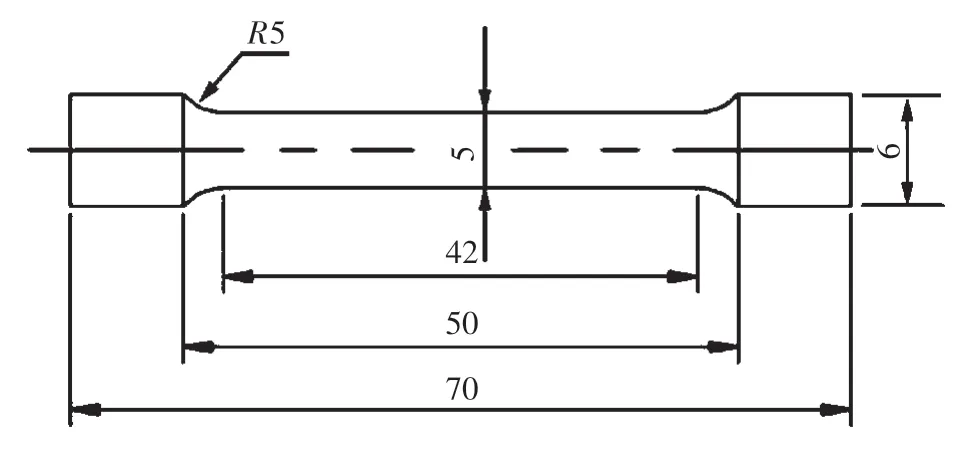
图1 拉伸试样示意图(mm)Fig.1 Schematic diagram of tensile specimen (mm)
1.3 表征与性能测试
取部分试样进行镶嵌、打磨、抛光制成金相试样,利用光学显微镜、扫描电镜和能谱分析仪对试样的微观组织和相进行观察、分析.用显微硬度计测试试样硬度,施加压力为1.96 N,施压时间为15 s,每个试样取5 个测试点,取硬度平均值为该试样的硬度.机械打磨去除试样表面的毛刺,在室温下用WDW-200 万能试验机进行拉伸测试,测试试样的抗拉强度和伸长率, 拉伸速率为1.5 mm/min,拉伸力为2.5 kN,同一类试样取3次试验结果的平均值为最终的抗拉强度和伸长率,并用扫描电镜观察、分析其拉伸断口形貌.
2 结果与分析
2.1 Y 添加量对x%Y-ZL105 稀土铝合金微观组织的影响
图2 展示了Y 添加量(质量分数,下同)分别为0,0.2%,0.4%和0.6%时x%Y-ZL105 铝合金的微观组织.从图2(a)中可以看出:未添加Y 时,半固态挤压铸造铝合金的微观组织比较粗大,分布不均匀;α-Al 晶粒尺寸较大,约为54 μm;Al-Fe-Mn-Si相呈现为粗大的长针状,长度约为72 μm.从图2(b)中可以看出:当Y 添加量为0.2%时,0.2%Y-ZL105 铝合金的微观组织得到细化;α-Al 晶粒尺寸变小,约为42 μm,呈现为蔷薇状;长针状的Al-Fe-Mn-Si 相变短,长度约为31 μm.图2(c)中显示:当Y 添加量为0.4%时,0.4%Y-ZL105 铝合金的微观组织细化程度更高,组织分布更均匀;α-Al 晶粒尺寸最小,达到26 μm,呈现为椭球状;Al-Fe-Mn-Si 相变成短棒状,长度约为22 μm.此时铝合金的微观组织得到很明显的改善,Y 的变质效果最佳.但当添加0.6%的Y 时,0.6%Y-ZL105 铝合金微观组织如图2(d)所示:α-Al晶粒尺寸变大,约为35 μm,呈现为杂乱的蔷薇状;Al-Fe-Mn-Si 相又变成短棒状,长度约为25 μm.此时的铝合金微观组织又变得粗大.综上,适量的Y 对x%Y-ZL105 铝合金中的α-Al 晶粒和Al-Fe-Mn-Si 相有较强的变质效果,对x%YZL105 铝合金的微观组织能起到细化作用.
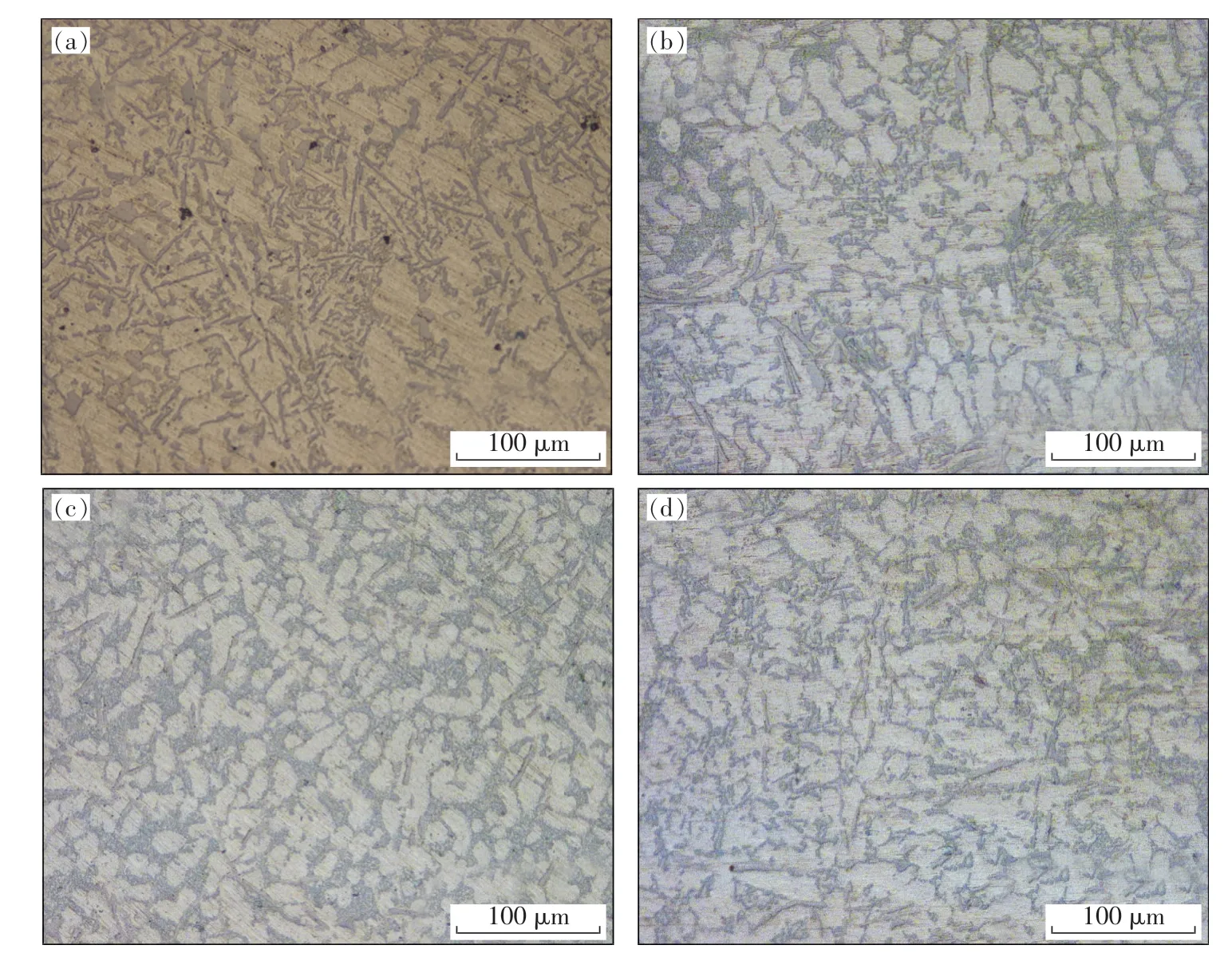
图2 x%Y-ZL105 铝合金的微观组织Fig.2 Microstructures of x%Y-ZL105 aluminum alloy
图3 是0.4%Y-ZL105 铝合金的形貌图.结合图3(a)中点1 处的EDS 能谱分析[见图3(b)],0.4%Y-ZL105 铝合金中稀土相主要包括Al,Si,Y三种元素,根据元素比例关系可推出该稀土相为Al2Si2Y[15].稀土相的熔点和硬度更高,常常作为强化相来提高铝合金的机械性能,适量添加可提高合金形核率,在有限的空间内使得晶粒间相互抑制生长;同时,富集在固液界面处的Y 阻碍了溶质原子在半固态区间内从液相向固相生长,最终使得合金微观组织更细小.而过量的Y 会破坏固液界面的稳定,从而导致各相的不稳定,进而形成粗大相.
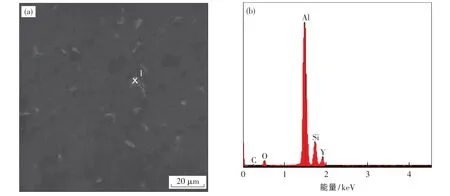
图3 0.4%Y-ZL105 铝合金的形貌图Fig.3 Morphology image of 0.4%Y-ZL105
2.2 Y 添加量对x%Y-ZL105 稀土铝合金力学性能的影响
图4 展示了不同Y 添加量对x%Y-ZL105 稀土铝合金硬度的影响.由图4 可知,ZL105 铝合金的硬度(HV)仅为80.5.当Y 添加量为0.2%时,0.2%Y-ZL105 铝合金的硬度得到明显提高,达到92.9.当Y 添加量为0.4%时,0.4%Y-ZL105 铝合金的硬度进一步提升,达到最大值108.2,比ZL105 铝合金的硬度提高了34.4%.但当添加的稀土过量(达到0.6%)时,0.6%Y-ZL105 铝合金的硬度不升反降,降至90.8.x%Y-ZL105 铝合金硬度出现这种变化的原因是微观组织越均匀细小,硬度就越高,随着Y 添加量的增加,x%YZL105 铝合金的微观组织先得到细化,再变得粗大.组织的细化有利于铝合金硬度的提升,但过量添加Y 会使铝合金中α-Al 晶粒尺寸变大,Al-Fe-Mn-Si相又变成长针状,不利于硬度的提升.

图4 不同Y 添加量对x%Y-ZL105 铝合金硬度的影响Fig.4 Effects of different Y addition on hardness x%Y-ZL105 aluminum alloy
图5 展示了不同Y 添加量对x%Y-ZL105 稀土铝合金拉伸性能的影响.从图5 中可以看出,ZL105 铝合金的抗拉强度和伸长率分别为212.8 MPa 和4.4%. 随着Y 添加量的增加,x%Y-ZL105铝合金的抗拉强度和伸长率均先增大后减小,当Y 添加量达到0.4%时,0.4%YZL105 铝合金的抗拉强度和伸长率达到最大值278.6 MPa和5.8%,比ZL105 铝合金的抗拉强度和伸长率分别增加了30.9%和31.8%.这证明添加适量的Y 能改善铝合金的拉伸性能,在提升铝合金抗拉强度的同时还改善了其伸长率.
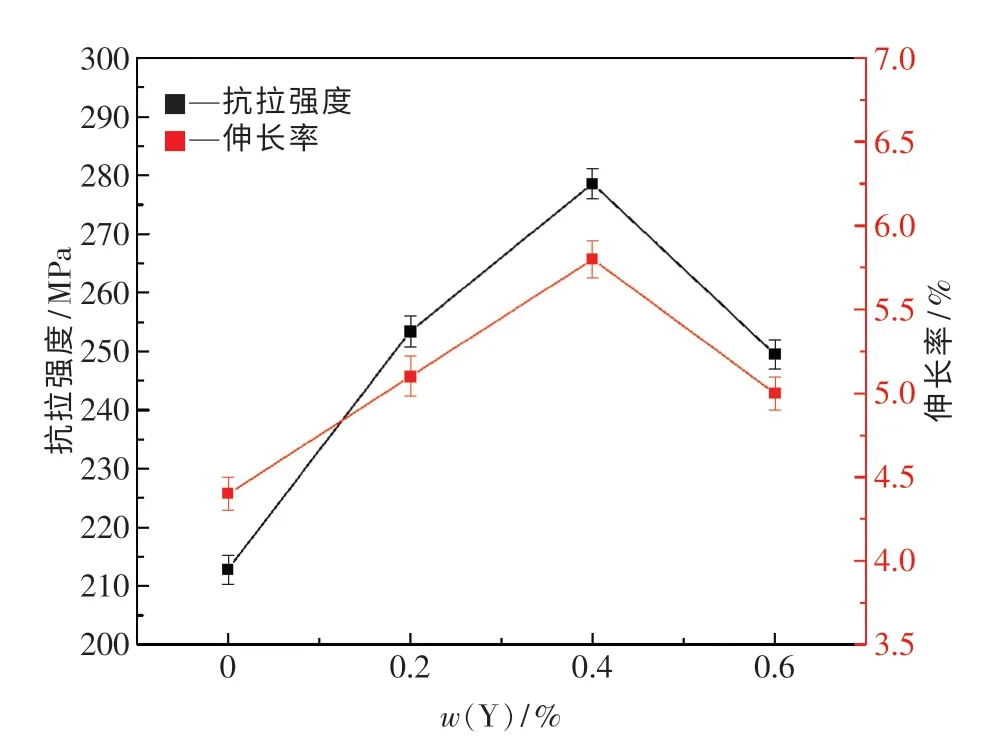
图5 不同Y 添加量对x%Y-ZL105 铝合金拉伸性能的影响Fig.5 Effects of different Y addition on tensile properties of x%Y-ZL105 aluminum alloy
图6 是不同Y 添加量下稀土铝合金的拉伸断口形貌图.从图6(a)中可以看出,ZL105 铝合金的拉伸断口包括较浅且少的韧窝和平坦的解理面,发生明显的脆性断裂,此时铝合金的塑性不好.当Y 添加量增加时,x%Y-ZL105 铝合金拉伸断口的韧窝变深且数量变多,平坦的解离面减少;图6(c)中的0.4%Y-ZL105 铝合金拉伸断口的韧窝深且多,塑性得到大幅度提升,拉伸性能达到最佳.当加入过量的Y(添加量为0.6%)时,韧窝变浅且数量减少,解理面变多,此时0.6%Y-ZL105铝合金的拉伸性能变差.这进一步说明适量的Y可以提升铝合金的拉伸性能,而添加过量的Y时,铝合金中形成的长针状粗大相不利于其拉伸性能的提升.
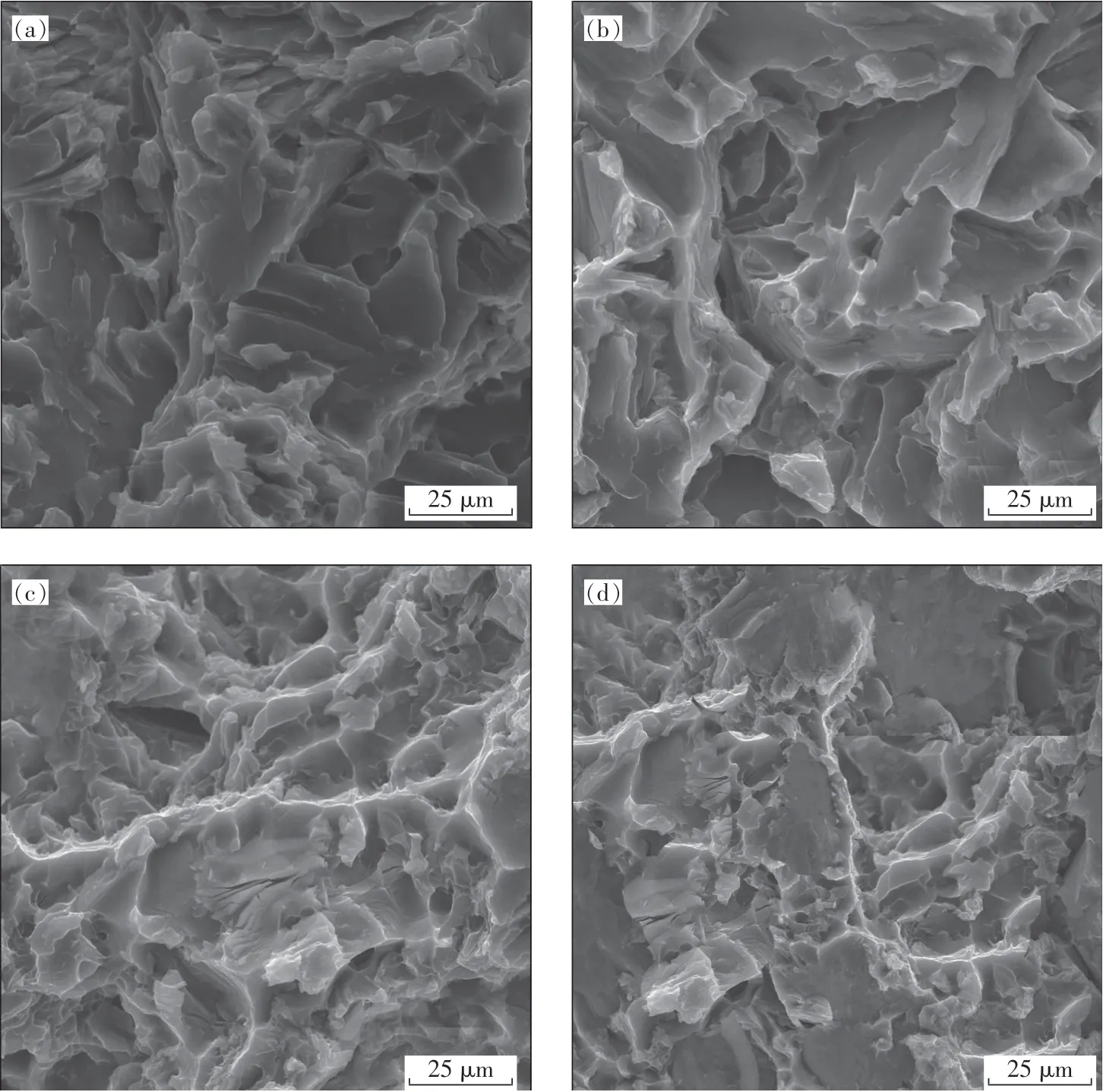
图6 x%Y-ZL105 铝合金的拉伸断口形貌图Fig.6 Tensile fracture morphology of x%Y-ZL105 aluminum alloy
3 生产验证
在得到最佳的Y 添加量0.4%之后,利用半固态挤压铸造技术在挤压铸造机上浇注0.4%Y-ZL105铝合金制备如图7(a)所示的机械零件端盖件,对机械零件进行试生产,最后得到的机械零件实物如图7(b)所示.机械零件表面无明显缺陷,符合生产制造要求.
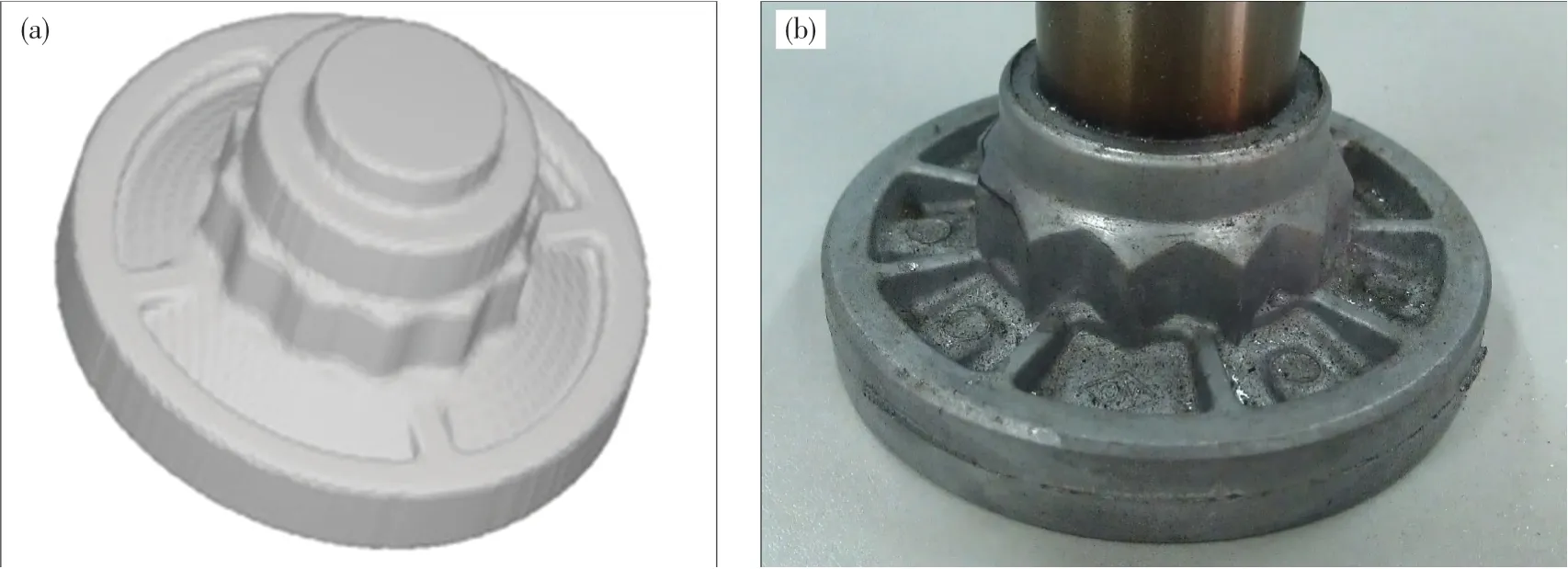
图7 机械零件端盖外观图Fig.7 Appearance of mechanical part end cap
4 结 论
(1)Y 可以有效细化x%Y-ZL105 铝合金的微观组织.随着Y 添加量的增加,x%Y-ZL105 铝合金的微观组织先得到细化,再变得粗大.当Y 添加量为0.4%时,微观组织细化程度最高,α-Al 晶粒尺寸减小到26 μm,长针状Al-Fe-Mn-Si 相转变为短棒状,尺寸减小到22 μm.
(2)随着Y 添加量的增加,x%Y-ZL105 铝合金硬度、抗拉强度和伸长率均先增大后减小.当Y添加量为0.4%时,x%Y-ZL105 铝合金的硬度、抗拉强度和伸长率均达到最大值108.2,278.6 MPa和5.8%,较ZL105 铝合金的硬度、抗拉强度和伸长率分别提高了34.4%,30.9%和31.8%,此时0.4%Y-ZL105 铝合金的拉伸断口韧窝变深且数量变多,平坦的解理面减少.
(3)利用半固态挤压铸造技术在挤压铸造机上浇注0.4%Y-ZL105 铝合金试生产机械零件端盖件,零件表面无明显缺陷,符合生产制造要求.