苦荞酒酒曲的筛选优化及其智能化酿造的分析研究
2022-11-24安明哲乔宗伟赵佳伟张伟建晏俊玲
李 茂,安明哲,赵 东,郑 佳,乔宗伟,赵佳伟,陆 培,张伟建,晏俊玲
(宜宾五粮液股份有限公司,四川宜宾 644000)
苦荞麦,双子叶植物,是一种药食同源作物,营养价值丰富,已有研究发现苦荞中淀粉尤其是支链淀粉含量较高[1],还含有抗氧化、降血糖、降血脂作用的苦荞黄酮,兼具营养和保健功能[2-3]。苦荞独特的组成使其愈发受到研究者的青睐,目前已被广泛用作健康功能食品的原材料:谭萍等[4]利用苦荞活性肽制得具有抗氧化活性的苦荞茶;孙亚利等[5]利用苦荞麦、雪莲果发酵得到营养丰富,能提高身体免疫力的酸奶制品;左蕾蕾等[6]将苦荞进行粉碎,与低筋粉、植物油和蔗糖混合制得口感细腻的苦荞饼干。
近年来,随着消费者生活水平的提高,健康白酒的理念逐渐深入人心[7]。苦荞所含的营养物质、功能成分使其成为健康白酒的原料之一。随着苦荞白酒产品相继涌入市场,人们对苦荞酒的开发研究也逐渐深入[8]。徐汉卿等[9]利用苦荞与糯米进行混合发酵,制得兼具口感和保健功能的苦荞米酒。酒曲作为酿酒微生物的主要来源,对发酵效果具有显著性影响,徐国俊等[10]对苦荞酒的发酵酒曲进行优化,研究发现大小曲混合发酵相较于单独小曲发酵,出酒率、总酸总酯的含量均有提高。
随着国家科技创新驱动发展政策的落实,白酒行业在智能科技方面有了一定的改善,为实现白酒酿造由传统手工向智能化、机械化、自动化的转变奠定了基础。此前,半固态小曲白酒的机械化改造主要体现在机器设备上,如泡粮设备、粮醅搅拌设备、拌曲摊晾设备以及发酵控制设备。目前,已成功建立了智能控制系统,将其集成于中央控制室,实现了生产的可视化、可控化管理,确保生产的正常运行,避免不必要的损失。江苏洋河酒厂已成功利用智能集成控制以及制造执行系统实现了对酿酒过程中功能微生物的监控[11]。
本研究以苦荞为原料,对不同安琪酒曲进行筛选比较,旨在提高苦荞酒风味层次,以期获得一款独具风味的苦荞酒;通过智能酿造,实现苦荞小曲酒的工业化生产,为发酵型苦荞酒的产业化提供重要依据,为实现苦荞的高值化利用提供新思路。
1 材料与方法
1.1 材料、试剂及仪器
原料:苦荞(四川凉山),安琪酵母4 种酒曲:白酒曲(BJQ)、酿酒曲(NJQ)、金香霸(JXB)、小曲(XQ)。
试剂及耗材:硫酸铜(分析纯),盐酸(分析纯),氢氧化钠(分析纯),葡萄糖(分析纯),C7—C30 的正构烷烃标准品(GC,美国Sigma-Aldrich公司)。
仪器设备:恒温培养箱;Agilent 6890 气相色谱,安捷伦中国;Milli-Q 超纯水,密理博中国有限公司;便携式酒度计DMA 35,安东帕中国;20 L 不锈钢桶;中试研发系统,上海保兴生物设备工程有限公司。
1.2 实验方法
1.2.1 实验室小试酿造工艺条件
称量:称取1.5 kg苦荞置于蒸锅中。
蒸煮:将已称量好的苦荞蒸煮糊化,糊化时间为1.5 h。
糖化发酵:将糊化完全的苦荞置于20 L不锈钢桶中,分别添加8 种组合的酒曲,各酒曲添加量如表1 所示,置于30 ℃培养箱中糖化24 h,取出,加入3 L去离子水,室温下发酵7 d。

表1 不同组合酒曲种类及添加量
蒸馏:将发酵完成的样品至于酒甑中,测定蒸馏酒液的酒精度和体积。
淀粉含量测定方法:根据国标GB 5009.9—2016中酸水解法进行测定。
酒精度测定方法:利用便携式酒精度计进行测定。
1.2.2 气相色谱(GC)
以乙酸戊酯作为内标,准确吸取10.0 μL 内标于1.0 mL 样品中,混合后进样。GC-FID 条件:色谱柱为DB-WAX,进样量1 μL,载气氦气,流速1 mL/min,分流比30∶1,进样口温度为240 ℃,检测器温度为300 ℃,升温程序:初温35 ℃,保持7 min,以9 ℃/min 升至100 ℃,保持2 min,再以6 ℃/min升至240 ℃,保持2 min。
1.2.3 顶空固相微萃取法(HP-SPME)
饱和食盐水将样品稀释10 倍,以4-辛醇作内标(终浓度0.8 mg/L),混合后进样。GC 条件:色谱柱Agilent 122-3232 DB-FFAP,进样口温度为230 ℃,进样量1 μL,载气为氦气,流速1 mL/min,不分流,升温程序:初温40 ℃,保持3 min,以4 ℃/min 升至230 ℃,保持10 min;MS 条件:电子电离源,电子能量70 eV,传输线温度230 ℃,扫描范围:30~350 u。
1.2.4 感官评定
感官评价由专业白酒品评人员进行评定,以国家标准GB/T 10781.2—2006 作为参考,评分标准如表2所示,满分为100分[12]。
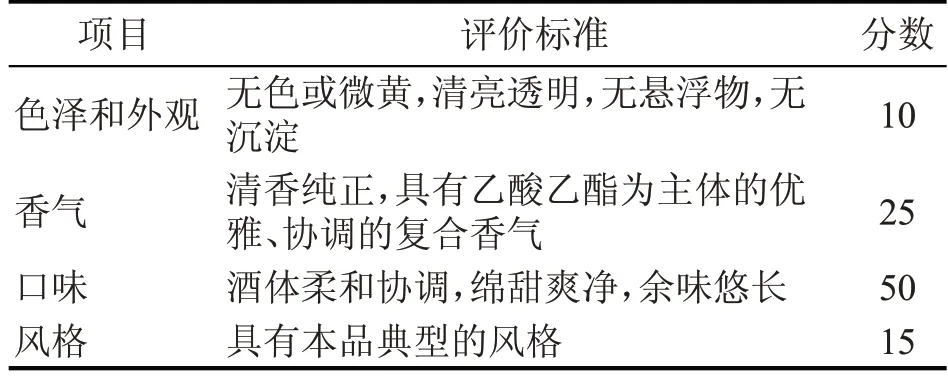
表2 苦荞酒感官评分标准
2 结果与分析
2.1 苦荞酒酒曲的筛选
2.1.1 不同酒醅中淀粉含量及残糖测定
酒醅中淀粉含量一定程度上反映了苦荞淀粉的利用率[13]。苦荞原料中淀粉含量为60.24%。对不同酒醅中苦荞淀粉含量进行测定,结果如表3 所示,淀粉含量具有明显差异。NJQ 酒醅中淀粉含量最高,为5.62 %,XQ+NJQ 最低,为3.33 %,表明该组合中苦荞淀粉的利用最彻底。不同酒曲酒醅中残糖含量也略有差异,均维持在较低的水平,一定程度上反映了微生物的发酵完全程度,NJQ+JXB组合酒醅最低,为0.2%。

表3 不同糟醅中淀粉及残糖的含量
2.1.2 不同酒曲对苦荞酒酒精度和出酒率的影响
原料的出酒量以及原酒的酒精度也是评价发酵效率的重要经济指标。8 种酒曲组合的酒精度略有差异,但均高于55 %vol,有相关研究报道中苦荞酒的酒精度为51.3 %vol[12]。XQ+BJQ 中酒精度最高,可达58.5 %vol,出酒量为480 mL。8 种酒曲中酒精度最低的是BJQ,为55.3 %vol,出酒量为400 mL。8 种组合中出酒量高低依次为:NJQ+JXB>XQ+BJQ、XQ+NJQ、XQ+NJQ+JXB>NJQ>BJQ+JXB>BJQ>XQ+BJQ+JXB。苦荞酒感官评分由高到低分别为:XQ+BJQ>XQ+BJQ+JXB>XQ+NJQ+JXB>NJQ+JXB>NJQ>BJQ>XQ+NJQ>XQ+BJQ,后续选取感官评分较高的4组酒曲进行苦荞酒的智能酿造研究。
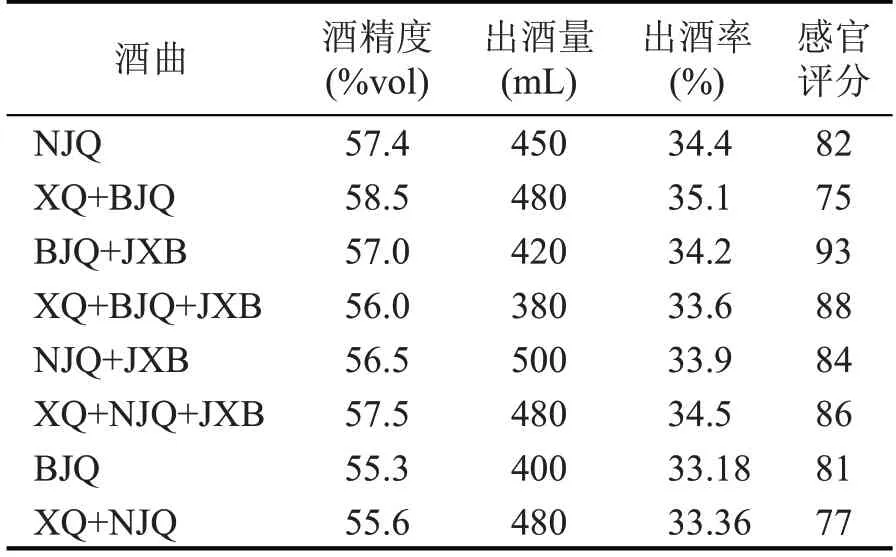
表4 不同酒曲的酒精度和出酒量
2.1.3 不同酒曲对苦荞酒挥发性成分的影响
苦荞酒中主要风味物质是乙酸乙酯。NJQ+JXB 中乙酸乙酯相对含量最高,达4286.4 mg/L。8种酒曲组合中乙酸乙酯含量由高到低分别为:NJQ+JXB>XQ+BJQ +JXB>XQ+NJQ+JXB>BJQ+JXB>XQ+NJQ>BJQ>XQ+BJQ>NJQ。尽管NJQ+JXB 中乙酸乙酯含量最高,但主体香中乙酸乙酯气味较为突出,破坏了整体香气的协调,BJQ+JXB 中乙酸乙酯含量适中,复合香气协调,具有小曲清香型白酒典型特征,感官评分为93 分。值得注意的是,风味物质中乙缩醛的含量也维持在较高的水平,研究报道,乙缩醛具有一定协调香气香味的功能。但是,异戊醇、异丁醇等高级醇含量偏高,对酒质具有较大影响,可能与发酵的酒曲种类以及发酵温度等因素有关。
2.2 苦荞酒的智能化酿造
2.2.1 智能酿造系统
为适应当代白酒文化的发展趋势,同时满足苦荞酒年产10 吨的需求,五粮液技术研究中心设计并建成了一套集转运、生产、储存、灌装为一体的自动化智能研发生产线,实现了从原料到成品酒整个流程的全覆盖智能控制,相对于传统酿酒工艺,降低了对人工的依赖性,提高了生产效率。该生产线主要由以下设备组成:500 L 恒温水浴锅、500 L 蒸煮锅、通风摊晾设备、500 L 糖化罐、100 L 发酵罐、500 L 发酵罐、300 L 离心过滤机、300 L 蒸馏罐、260 L 酒坛,同时配备6 个发酵罐,以满足苦荞酒的连续生产。智能集成控制系统主要包括泡粮系统、智能集成蒸煮冷却系统、恒温糖化控制系统、发酵实时监控系统、离心控制系统、真空蒸馏实时监控系统、包装系统以及辅助系统。辅助系统主要分为物料转运联接系统、工艺水系统、冷却水系统、热水清洗系统、蒸汽系统、空气压缩系统,实现苦荞酒全自动智能生产。现将生产阶段涉及的部分介绍如下:

表5 不同酒曲组合中挥发性组分的测定结果 (mg/L)
智能蒸煮冷却系统(图1 a)主要由蒸煮系统以及冷却拌曲系统组成。蒸煮系统主要利用二次蒸汽对苦荞籽粒进行加热,保证达到合格的开口率及糊化程度以满足糖化的需求。智能集成控制系统主要通过蒸汽的压力以及流量控制二次蒸汽的加热强度,保证苦荞籽粒的均匀受热,并对蒸煮时间进行预警管理,通过精准设定保证蒸粮效果的一致性。冷却系统主要通过冷却风温、通风频率、冷却终温等参数的设定,保证入罐温度,防止温度影响糖化发酵效率。利用该系统实现了自动蒸煮、出料冷却拌曲和入罐糖化的联动。

图1 智能集成控制系统示意图
糖化控制系统(图1 b)主要由温度控制系统以及搅拌系统组成。糖化作为白酒发酵的重要环节,其温度对于糖化效果具有显著性影响,该系统以水和蒸汽作为媒介实现了糖化阶段温度的自动控制。通过搅拌提高糖化菌群与空气的接触,吸收足够的氧气,提高糖化效率,进而提高酒醅的糖化效果。通过控制搅拌速率控制氧气浓度,防止糖化阶段菌体生长过快产生代谢副产物。
发酵实时监控系统(图1 c)主要由发酵罐以及各类传感器组成,实现了核心参数的智能采集和控制,保证微生物处于最优的发酵条件。通过实时监控生成数据报表,为后续工艺条件优化提供数据支撑。真空蒸馏实时监控系统(图1 d)通过阶段性控温控制出酒速率,实现分段摘酒。
2.2.2 苦荞酒生产工艺流程
苦荞酒的酿造主要分为泡粮、蒸煮糊化、摊晾拌曲、糖化、发酵、离心、蒸馏、勾兑包装等工序,其工艺流程图如图2所示。
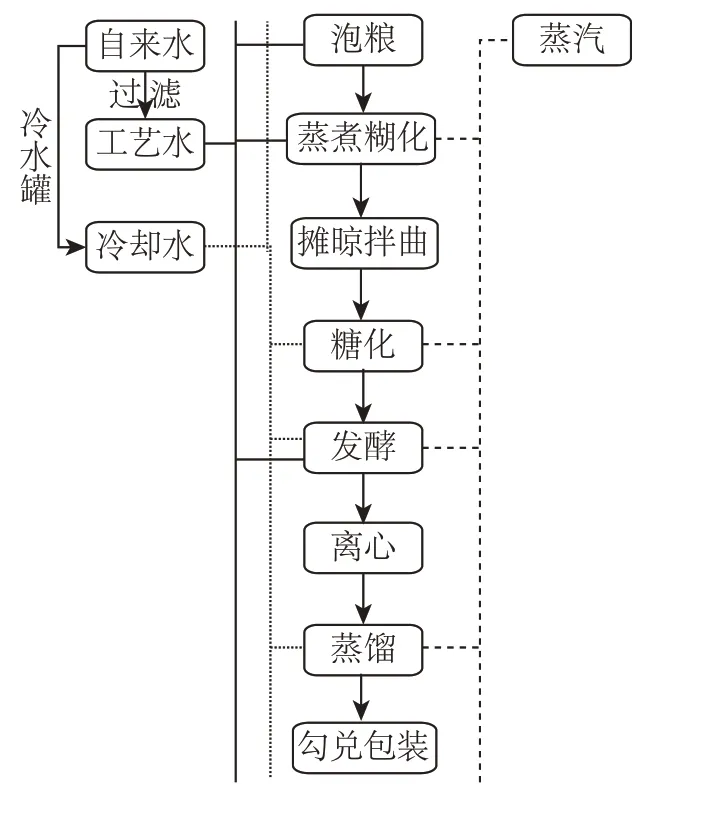
图2 苦荞酒工艺流程图
摊晾拌曲:糊化完全的苦荞温度降至28 ℃±1 ℃时拌入曲粉。
糖化:35 ℃糖化罐中糖化24 h,糖化完全后加入200 L水,通过管道输送至已灭菌发酵罐中。
发酵:糖化完全苦荞于500 L 发酵罐20 ℃发酵7 d,发酵完全后通过管道输送至离心机中。
离心收集:5000 r/min 离心机中离心30 min,滤液通过管道输送至真空蒸馏器中。
蒸馏:蒸汽加热,智能控温,量质摘酒,收集酒液。
勾兑包装:将原酒进行勾兑包装。
2.2.4 智能酿造苦荞酒综合分析
2.2.4.1 苦荞酒理化特性分析及其感官品评
利用智能集成控制系统进行苦荞酒的酿造,糟醅中的残糖和淀粉含量如表6 所示,与实验室小试进行比较,淀粉和残糖含量均有所降低,酒曲的出酒率相比于实验室条件下有了显著提高,4 种酒曲组合(BJQ+JXB、XQ+BJQ+JXB、XQ+NJQ+JXB、NJQ+JXB)的出酒率分别提高了12.0 %、10.1 %、11.7%、10.4%,这可能是在智能集成酿造系统中实现了物料不落地,降低了蒸煮到糖化过程中物料的损失;该系统保证了无菌的酿造环境,使得原料极大程度地转化为目的产物,减少副产物的产生,进而提高了苦荞酒的出酒率。苦荞酒的感官评价如表7 所示,BJQ+JXB 苦荞酒评分最高,伴有苦荞米特有的粮香,色泽清亮透明,复合香气协调,口感醇甜柔和,具有典型小曲清香型白酒的特征,感官评分可达94分。
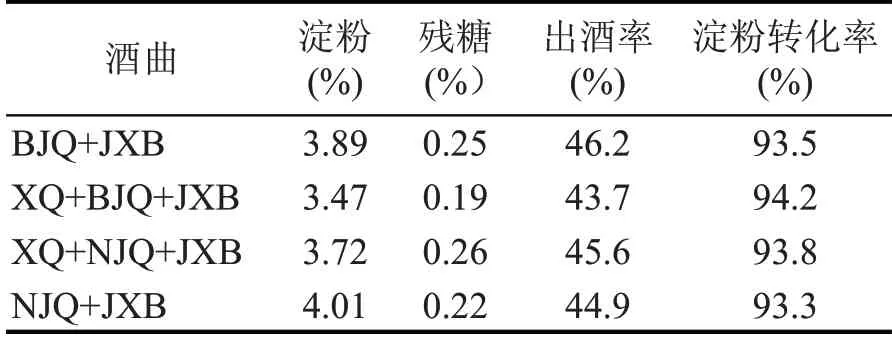
表6 苦荞酒酒醅的理化性质及出酒率

表7 苦荞酒的感官评价
2.2.3 苦荞酒生产工艺条件
泡粮:100 kg苦荞于70 ℃水中浸泡3 h。
蒸煮糊化:浸泡完全的苦荞置于蒸粮器中蒸煮90 min。
2.2.4.2 苦荞酒风味成分分析
利用GC-MS 对4 种苦荞酒中风味成分的性质及相对含量进行检测分析,如表8 所示。BJQ+JXB中检测到的风味物质有30 种,包括酯类20 种,醇类7 种,酸类2 种,醛类1 种,其中主体香乙酸乙酯的相对含量与实验室对比略有提高。BJQ+JXB 中对白酒香气具有协调作用的乙缩醛的相对含量也有所提高。尽管风味物质中酸类物质的种类较少,但是酸类化合物对白酒的口感具有较大贡献[14],可使酒体口感细腻、绵柔。20种酯类物质中多为乙酯类物质,是酵母及丝状真菌的主要代谢产物。此外,已有研究发现,乙酯类化合物是中国白酒中愉悦果香、花香的主要贡献者[15-16]。值得注意的是,该苦荞酒酒中除乙酸乙酯相对含量较高外,乙二酸二丁酯、葵酸乙酯和棕榈酸乙酯的相对含量均维持在较高的水平,构成了苦荞酒独特的风味。

表8 不同酒曲组合中挥发性组分的测定结果 (mg/L)
3 结论
通过比较分析8 种酒曲组合的感官评价,选取其中4 种酒曲组合进行苦荞酒的智能酿造,智能集成酿造系统使得苦荞酒的出酒率明显提高,BJQ+JXB 所酿苦荞酒具有以乙酸乙酯为主体的协调复合香气,颜色清亮透明,口感醇甜柔和,相比于其他酒曲具有明显优势。该智能酿造系统成功打造了集设备控制、生产控制、质量控制、成本控制四位一体的智能管理体系,在此阶段,通过对原有机械化设备硬件以及软件的升级,保证各设备间的衔接,实现物料不落地,达到生产过程中可视化、可控化管理的需求,确保生产的正常运行。在智能酿造领域、微生物工业生产领域、成品酒勾兑包装领域进行智能化探索和建设,在保证苦荞酒质量和特色的同时,实现了苦荞酒酿造从机械化到智能化的转型。
