酶制剂在清香型麸曲白酒生产中的应用研究
2022-11-24王乃军马美荣李晶晶赵国锋王小伟
王乃军,马美荣,李晶晶,赵国锋,王小伟
(北京红星股份有限公司,北京 101400)
白酒是世界著名的蒸馏酒之一,风味独特,深受消费者的喜爱。白酒发酵就是利用微生物及酶类对酿酒原料进行生物转化产生白酒中的乙醇及各种风味物质。随着现代酶技术的发展,淀粉酶[1-2]、糖化酶[3-4]、酯化酶[5-6]、蛋白酶[7-8]、纤维素酶[9-10]、复合酶制剂[11-13]等应用于白酒制曲、蒸粮、发酵、丢糟利用等方面,在提高原料出酒率、提升原酒风味物质含量、改善原酒品质等方面具有重要作用。
麸曲酒是以麸曲为糖化剂,加酒母发酵酿制而成的白酒[14]。麸曲酒具有发酵周期短、出酒率高、酒体甘冽的特点。近年来,随着原辅材料、能源等生产资料价格的大幅上升,麸曲原酒生产成本也大幅上升,为了降低原酒生产成本,将酶制剂应用于清香型麸曲白酒酿造,以提高出酒率,降低生产成本,具有重要的研究价值。
以几种酶制剂参与实验室麸曲酒发酵,通过出池酒精度高低判定酶的应用效果,优选酶制剂。优选的酶制剂应用于麸曲酒生产,研究对原料出酒率、原酒风味成分及感官品质的影响。
1 材料与方法
1.1 材料、试剂及仪器
材料:酶制剂A、B、C,某酶制剂公司提供;酿酒活性干酵母,购于安琪酵母股份有限公司;酿酒麸曲、高粱粉、稻壳、生产用液体酿酒酵母,北京红星股份有限公司提供。
试剂及耗材:叔戊醇、乙酸正戊酯、2-乙基丁酸,色谱纯,天津市精细化工有限公司。
仪器设备:LDZX-50KBS 立式压力蒸汽灭菌器,上海申安医疗器械厂;LA230S 电子天平,赛多利斯公司;GC-2010 ProAF 气相色谱仪,配有氢火焰离子化检测器和LabSolutions 工作站,岛津公司;HPS-250 生化培养箱,哈尔滨市东联电子技术开发有限公司;DMA5000M 全自动密度仪,安东帕公司。
1.2 试验方法
1.2.1 实验室麸曲酒发酵
称取3.2 kg麸曲酒糟、800 g高粱粉、200 g稻壳,拌匀,装入灭菌器中,105 ℃蒸料1 h,取出后加入600 mL 水,拌匀,待降温到35 ℃左右时,加入80 g酿酒麸曲、0.32 g 酿酒活性干酵母,拌匀后称重,平均分成4 份,以1 份不加酶为对照,另外3 份每份分别按照酶制剂A、B、C 的推荐用量加入酶制剂A、B、C,每份经过再次拌匀,平均分装入200 mL 烧杯中,烧杯以薄膜密封,在室温发酵2 d,后置于32 ℃发酵4 d。
1.2.2 出池酒醅酒精度检测
发酵好的酒醅拌匀,称取100 g 酒醅于500 mL蒸馏烧瓶中,加水200 mL,连接蒸馏装置,蒸出馏出液100 mL 于100 mL 量筒中,搅匀,使用酒精计测量酒精度[15]。
1.2.3 酶制剂在清香型麸曲白酒生产中的应用(图1)

图1 试验流程
每个发酵池投粮1200 kg,按照不同的糖化发酵剂组成根据正常酿造工艺进行发酵实验,发酵7 d。对照组:酿酒麸曲用量10%、液体酿酒酵母用量4%;实验组1:酿酒麸曲用量10%、液体酿酒酵母用量4 %、酶制剂用量0.01 %;实验组2:酿酒麸曲用量10 %、液体酿酒酵母用量4 %、酶制剂用量0.02%;实验组3:酿酒麸曲用量10%、液体酿酒酵母用量4%、酶制剂用量0.03%。发酵成熟的酒醅蒸酒。
1.2.4 原酒酒精度测定
使用Anton Paar DMA 5000 M 全自动密度仪进行自动检测[16]。
1.2.5 原料出酒率测定
测定原酒酒样的酒精度,原酒称重,计算原酒产量、原料出酒率。
原酒产量(kg)=原酒酒样酒精度折算为65%vol原酒的换算系数×折算前称重原酒质量
原料出酒率(%)=折算为65%vol 原酒产量/原料用量×100[17]。
1.2.6 原酒风味成分分析
采用气相色谱分析,色谱条件:DB-WAX UI石英毛细管色谱柱(30 m×0.25 mm×0.5 μm);氢火焰离子化检测器(flame ionization detector,FID),检测器温度240 ℃;进样口温度250 ℃;升温程序:35 ℃保持4 min,以5 ℃/min 升至100 ℃,再以10 ℃/min升至230 ℃,保持13 min;载气为氮气(N2);吹扫流量为3 mL/min;分流比为1∶30。载气流速:氮气36.5 mL/min,氢气40 mL/min,空气400 mL/min。根据保留时间定性,采用内标法定量,内标物为叔戊醇(质量浓度198.27 mg/L)、乙酸正戊酯(质量浓度174.93 mg/L)和2-乙基丁酸(质量浓度198.20 mg/L)[18]。
1.2.7 原酒感官评价
按照GB/T 33404—2016 白酒感官品评导则对原酒进行品评描述[19]。由8位具有专业品评知识的技术人员(年龄25~50岁,4男4女,国家品酒评委2人,一级品酒师2 人,二级品酒师3 人,三级品酒师1人)从风味方面对原酒进行感官评价。
2 结果与分析
2.1 不同酶制剂对麸曲白酒出池酒醅酒精度的影响
根据不同酶制剂的推荐用量研究酶制剂对出池酒醅酒精度的影响。从表1 结果来看,在发酵体系中加入酶制剂,出池酒醅酒精度都有不同程度的提高,酶制剂A、B、C 的出池酒醅酒精度分别比对照提高了15.12%、17.28%、3.67%。酶制剂B 的出池酒醅酒精度增加幅度最大,且其用量较少,因此采用酶制剂B进行后续生产应用实验。

表1 不同酶制剂对出池酒醅酒精度的影响
2.2 酶制剂生产应用
2.2.1 酶制剂生产应用对出酒率的影响
由表2可知,在发酵池中应用酶制剂B,可增加原酒的出酒率。酶制剂B 分别采用0.01 %、0.02 %、0.03 %的添加量,出酒率分别比对照提高了1.15 %、3.18 %、3.54 %。随着酶制剂用量的增加,出酒率也增加,但0.02 %和0.03 %添加量的出酒率相差不大。
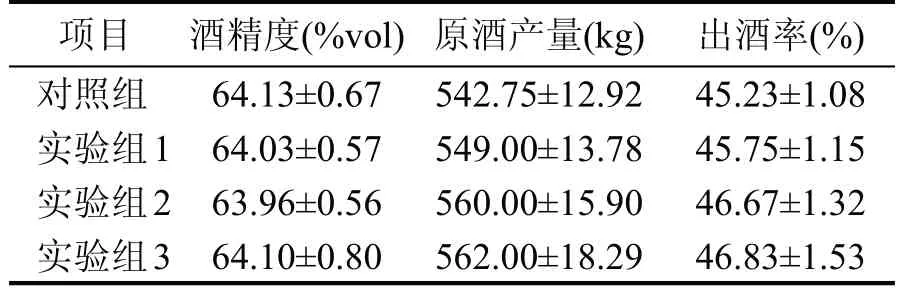
表2 不同应用方案的生产数据
2.2.2 酶制剂生产应用对原酒风味物质的影响
白酒的主体成分为乙醇和水,但影响产品质量的是醇、醛、酸、酯等微量成分。在本实验色谱条件下,共检测到13 种酯类化合物,5 种醛类化合物,14种醇类化合物,2 种酮类化合物,7 种酸类化合物,其中乙酸乙酯、乙酸、乳酸乙酯、异戊醇、异丁醇、正丙醇、乙醛等物质的含量较高。酯类物质中以乙酸乙酯和乳酸乙酯为主,乙酸乙酯的含量最高,其次是乳酸乙酯。乙酸乙酯含量是清香型白酒重要的质量监控指标。与对照相比,实验组的乙酸乙酯、乳酸乙酯的含量增加,实验组1 的乙酸乙酯含量最高,比对照提高了21.83%,实验组2 的乳酸乙酯含量最高,比对照提高了18.37 %。醛类物质中乙醛含量最高,其次是异戊醛。实验组2、实验组3 的乙醛含量高于对照,实验组1 的乙醛含量低于对照。实验组2 的异戊醛含量高于对照,实验组1、实验组3 的异戊醛含量低于对照。在醇类物质中,大多重点关注正丙醇、异丁醇、异戊醇、活性戊醇这几种高级醇的总含量,实验组的高级醇含量均高于对照,实验组3 最高,比对照提高了9.31%。实验组的酮类化合物总含量均高于对照,实验组3 最高,比对照提高了44.78 %。在酸类化合物中,乙酸的含量远远超过其他酸类物质,实验组1、实验组2 的乙酸含量高于对照,实验组3 的乙酸含量低于对照,实验组2的乙酸含量最高,约比对照提高了7.14%。
2.2.3 实验酒样品评
从表4 酒样品评结果来看,实验酒样与对照酒样相比,不同程度增加了香气优雅度、酒体的协调性,总体来看改善了原酒口感,提升了原酒品质。实验酒样中,实验组2 感官评价最好。从感官评价、理化指标、出酒率等方面综合考虑,实验组2 效果最好,具有推广应用价值。
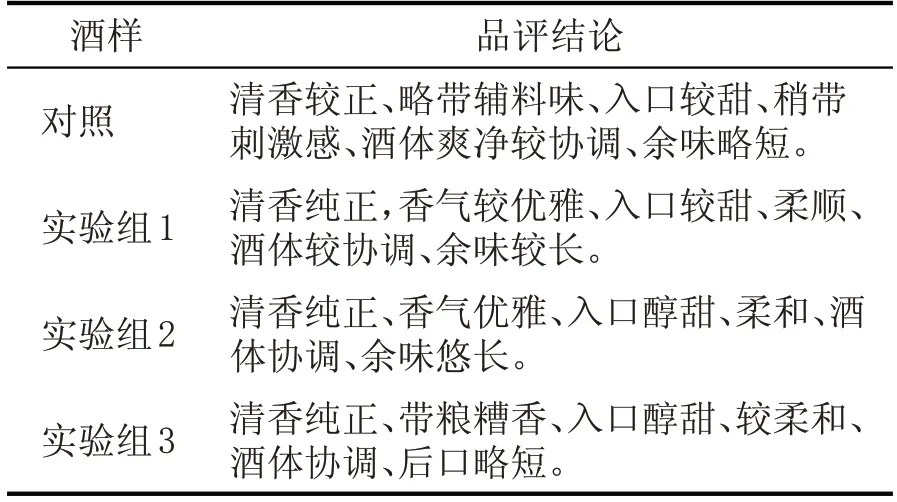
表4 酒样感官品评结果
2.2.4 酶制剂生产应用的经济效益分析
按照酶制剂B 的价格为85 元/kg、原酒价格为8000 元/t 计,根据生产出酒率计算每个实验组的经济效益。由表5 可知,在生产中应用酶制剂,增加的经济效益远高于应用酶制剂增加的生产成本。实验组2每排可多创造118元的经济效益,1个班组按照年生产250 d 计算,应用酶制剂每年可增加经济效益2.95万元。

表5 经济效益分析
3 结论
将酶制剂A、B、C 应用于实验室麸曲酒发酵,可提高出池酒醅的酒精度,酶制剂B 的出池酒醅酒精度最高,比对照提高了17.28 %。本次实验采用的酶制剂B 除具有糖化酶活力外还具有淀粉酶、酸性蛋白酶、纤维素酶等活力,它可以水解未活化的淀粉,提高出酒率;可水解与其他物质络合的淀粉,进而提高出酒率;还可为酵母提供必需氮源。

表3 实验酒样气相色谱分析结果(mg/L)
酶制剂B 应用于麸曲酒大生产,提高了原料出酒率,在实验条件下,出酒率随着酶制剂用量的增加而增加,但0.02%和0.03%添加量的出酒率相差不大。酶制剂的应用,提高了原酒主体风味物质乙酸乙酯的含量,实验组1 的乙酸乙酯含量最高,比对照提高了21.83 %;酶制剂的应用改善了原酒口感,提升了原酒品质,增加了经济效益。
随着原辅材料、能源、人工等生产成本不断增加,运用现代生物工程技术,在保证原酒品质基础上,提高原料出酒率,降低生产成本,具有较重要的研究价值。
