选区激光熔化用高强合金钢粉末制备及其成形性研究
2022-10-20居琪萍汪立高魏明炜
居琪萍,汪立高,魏明炜
选区激光熔化用高强合金钢粉末制备及其成形性研究
居琪萍1,汪立高1,魏明炜2
(1.方大特钢科技股份有限公司,南昌 330012;2.南昌航空大学 江西省航空构件成形与连接重点实验室,南昌 330063)
研究真空感应熔炼气雾化法(VIGA)制备球形24CrNiMoY高强钢粉末并验证其激光3D打印性能。阐明不同雾化气压对粉末形貌、流动性等粉体特征的影响,分析选区激光熔化技术快速成形合金钢样品的微观组织和力学性能。在9.0 MPa雾化气压下制备的粉末球形度最佳,粉末松装密度达到4.89 g/cm3,流动性能为21.4 s/(50 g),粉末含氧量0.023%,空心球率<3%,粉末的微观组织主要是马氏体。经过激光工艺参数调控,SLM成形合金钢试样的激光熔池内存在两个明显不同的微区:激光熔化区(LMZ)和热影响区(HAZ)。LMZ主要是马氏体组织,HAZ主要为下贝氏体组织。合金钢试样的平均显微硬度为(402±5.7)HV0.2,其抗拉强度达到(1 246±12) MPa,断后伸长率为(11.6±0.5)%。VIGA方法制备的 24CrNiMoY高强钢粉末满足SLM技术使用要求,具有良好的激光3D打印成形性。
24CrNiMoY合金钢;选区激光熔化;气雾化;成形性
Fe-Cr-Ni高强合金钢被广泛应用于制造高铁制动盘、飞机起落架、核电应急发电机凸轮轴等关键复杂零部件,上述核心零部件正朝着设计个性化、结构轻量化、尺寸大型化、性能强韧化的方向发展,给常规等材和减材制造技术带来了巨大挑战[1-2]。世界科技强国和新兴国家目前对激光增材制造技术(激光3D打印)高度重视,纷纷将其作为科技和产业发展新的增长点而大力支持。以粉末床铺粉为特征的选区激光熔化技术(Selective Laser Melting,SLM)是激光增材制造金属构件的主流技术之一[3-4]。采用SLM技术制造的关键金属构件已在航空航天[5]、汽车交通[6]、生物医疗[7]等领域得到了工程化应用。和传统减材或等材制造技术相比,SLM技术具有研发时间和材料利用率上的优势,将SLM应用于Fe-Cr-Ni高强合金钢零部件的制造正当其时[8-9]。
合金粉末是实现激光增材制造金属构件的物质基础,SLM用金属粉末除具备粉末粒径细小、粒度分布窄、球形度高等特性外,还必须具备流动性好和松装密度高的要求[10-11]。当前,金属粉末制备技术取得突飞猛进的进展,其中气雾化技术(GA)生产的细粉(粒径<53 μm)收得率可达30%以上,制备粉末的球形度高、氧含量低,被广泛用于激光增材制造用高性能合金粉末的制备[12]。和电极感应熔炼气雾化技术(EIGA)非接触式制备物性活泼的合金粉末不同[13],真空感应熔炼气体雾化技术(VIGA)使用大容量坩埚直接熔炼非活泼合金,具有生产效率高,雾化过程可控性好的优点,已成为工业化制备铁基合金粉末最常用的方法[14-15]。由于制粉工艺以及粉末特性对SLM成形构件的质量具有重要的影响,研究SLM技术用合金钢粉末制备技术以及粉末特征具有重要的科学研究与应用价值。
本文以24CrNiMoY高强合金钢为研究对象,采用VIGA技术制备高强合金钢粉末。研究不同雾化气压对制备粉末的形貌、球形度、松装密度和流动性的影响。最后采用SLM技术对制备的合金钢粉末进行激光快速成形试验,分析成形后试样的微观组织和力学性能。粉末气雾化技术以及SLM成形工艺的研究将为关键复杂高强合金钢构件的自主创新制造提供技术参考。
1 实验
1.1 粉末制备与选区激光熔化
首先将24CrNiMoY合金钢锭加工成100 mm× 180 mm的圆柱作为气雾化制粉试验的原料,利用真空感应熔炼气雾化设备(VIGA)制备合金钢粉末[16]。在钢锭熔化之前,先使用两级真空泵将雾化室真空度抽至5.0×10‒2Pa以下,熔炼钢锭时保持熔体过热度至少150 ℃以上,合适的过热度有助于气雾化过程顺利进行,防止出现喷嘴堵塞等问题。在雾化过程中使用氩气作为雾化介质,通过挂载不同数量的氩气瓶,将平均雾化气压设置为6.0、7.5、9.0、10.5 MPa。雾化实验结束后将制得的粉末从二级旋风收集器中分离出来并使用VBP-200型振动筛将15~53 μm细粉筛分出来,粉末宏观形貌如图1a所示。
使用北京隆源自动成型系统有限公司生产的AFS-M260型激光3D打印机进行SLM试验。在激光快速成形过程中设置基板加热温度80 ℃,激光扫描角度为67°。经过系列工艺参数优化实验,制备的合金钢试样如图1b所示,用于激光工艺参数优化、微观组织观察、显微硬度和室温拉伸性能测试的样品直接批量制备出来。
1.2 表征方法
使用HYL-102型霍尔流速计测量粉末的松装密度和流动性,利用TCH-600型氮氧分析仪和AGILENT-7700型电感耦合等离子质谱仪联合分析粉末的化学成分。将粉末镶嵌后使用标准金相法研磨,使用倒置式光学显微镜(OLYMPUS-GX71)观察粉末的空心球数量并统计计算粉末空心球率;利用日本理学X射线分析仪(SmartLab-9000)分析粉末的相结构,选择Cu靶Kα射线,狭缝宽度设置为5 mm,管电压40 kV,管流200 mA,扫描速度3 (°)/min,衍射角范围为20°~100°。使用激光共聚焦显微镜(OLYMPUS-OLS31001)观察粉末和合金钢试样的金相组织。利用场发射扫描电子显微镜(FSEM,Shimadzu-SSX-550)分析粉末的表面形貌和合金钢试样的微观组织。显微硬度测试采用WILSON- WOLPER-401MVD型显微维氏硬度计,测试时施加载荷200 g,载荷加载时间为10 s。室温拉伸测试在AG-Xplus100 kN型电子万能试验机上进行,拉伸试样按照ISO 6892-1标准加工,拉伸测试时速率设置为0.5 mm/min,拉伸断口形貌使用上述FSEM观察。
2 结果与分析
2.1 粉末微观形貌
图2是不同雾化气压下制备24CrNiMoY合金钢粉末的SEM形貌。气雾化制备的合金钢粉末整体上呈球形,但是不同雾化气压下粉末的形态存在一定区别。如图2a所示,由于雾化气压较小,在6.0 MPa下制备的粉末中存在较多破碎不充分的不规则颗粒。图2b则显示当气压增加到7.5 MPa时,不规则颗粒的尺寸明显缩小,并有凝固收缩成球形的趋势。当气压为9.0 MPa时,尽管在图2c中能观察到少量的卫星球颗粒,但卫星球颗粒上黏附的小粉末数量较少,颗粒大部分呈规则的球形,球形度超过96%。当雾化气压继续增加到10.5 MPa时,粉末中卫星球的数量明显增多,卫星球上大多黏附了较多的小颗粒粉末,如图2d所示。这主要是因为雾化气压过大,在回流区内已凝固的细小粉末和未凝固的大粉末发生碰撞的概率增大,导致卫星球的数量大大增加。

图2 不同雾化气压下制备24CrNiMoY合金钢粉末的SEM照片
2.2 粉末流动性和松装密度
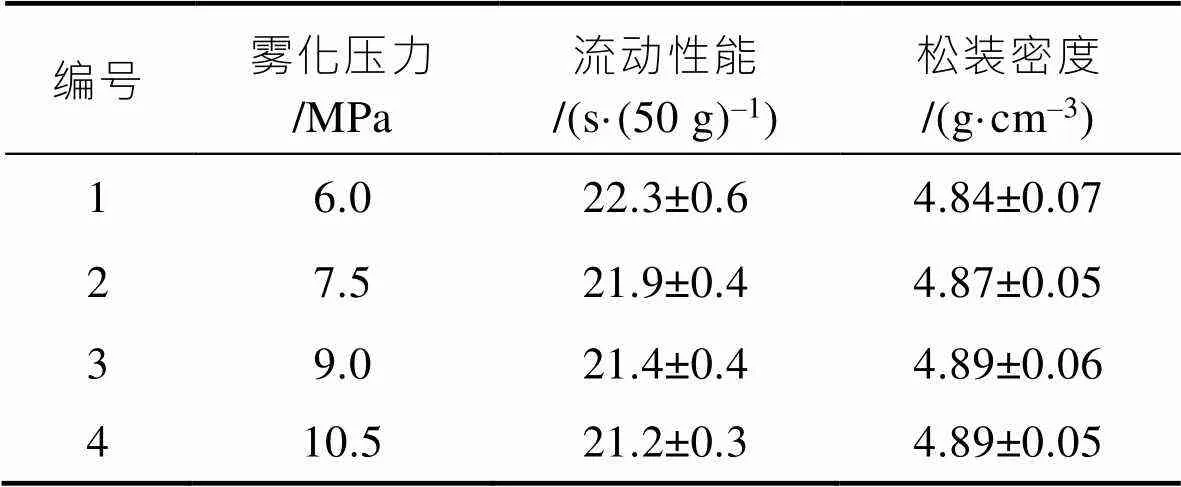
表1是不同雾化气压下制备24CrNiMoY合金钢粉末的流动性和松装密度。随着雾化气体压力的增加,粉末的流动性能和松装密度整体呈增大趋势,但是随后增加趋势不明显。粉末的流动性和松装密度与粉末的粒度分布和形态密切相关。当气压从6.0 MPa增加到9.0 MPa时,粉末中的不规则形状颗粒数量明显量减少,粉末的球形度整体增加。较高的球形度对应于更均匀的粒度分布,通过漏斗的粉末量随时间增加,提高了粉末的流动性并增加了松装密度。当气体压力增加到10.5 MPa时,由于粉末中卫星球颗粒数量有一定增加,粉末的流动性和松装密度变化不明显。从节约能源消耗和粉末微观形貌考虑,在9.0 MPa雾化气压下制备粉末更合适,粉末松装密度达到4.89 g/cm3,流动性能为21.4 s/(50 g)。
表1 不同雾化气压下制备24CrNiMoY合金钢粉末的流动性和松装密度
Tab.1 Flowability and apparent density of the 24CrNiMoY alloy steel powder prepared at different pressures
2.3 粉末化学成分
表2是9.0 MPa制备合金钢粉末的化学成分。和喷涂、粉末冶金等技术相比,激光增材制造技术对粉末含氧量要求更严格一些,通常适用于激光增材制造技术的合金钢粉末含氧量小于0.03%。从表中数据可以看到粉末含氧量为0.023%,本文采用VIGA工艺制备的24CrNiMoY合金钢粉末中的含氧量同样符合激光增材制造技术要求。
表2 9.0 MPa制备24CrNiMoY合金钢粉末的化学成分 wt.%

Tab.2 Chemical composition of the 24CrNiMoY powder prepared at 9.0 MPa
2.4 粉末空心球率
图3是9.0 MPa制备24CrNiMoY合金钢粉末的空心球照片。粉末中的空心球是由于气雾化过程中熔融液滴与氩气存在剧烈交互作用,少量液滴在凝固前可能将气体卷入并包裹在内部,凝固后气体依然保存下来。在VIGA过程中需要使用高压高速氩气作为能量源对熔融钢液进行破碎雾化,因此空心球作为气雾化制粉的产物无法完全消除。由于空心球中包裹的气体在随后激光快速过程中可能在熔池内成为气孔源,为了制造高致密度零部件,需要严格控制粉末原材料中的空心球含量。通过金相照片观察和统计学计算,粒径范围1~53 μm的粉末其空心球率<3%。通常适用于SLM技术使用要求的高性能球形金属粉末要求其粉体中空心球率不超过5%。因此,9.0 MPa下制备的24CrNiMoY合金钢粉末整体空心球率较低,有助于减小制造零件中气孔等缺陷的产生。
2.5 粉末微观组织分析
图4是9.0 MPa下制备合金钢粉末的金相照片和XRD图谱。从图4a可以看到粒径范围15~53 μm细粉其微观组织主要是马氏体。由于24CrNiMoY合金钢属于低合金高强度钢,在VIGA过程中,熔融钢液在高压低温氩气作用下快速破碎并冷却凝固为球形,粉末的微观组织以马氏体为主。图4b则进一步显示粉末的物相主要由马氏体、奥氏体和碳化物组成。由于15~53 μm细粉在雾化破碎过程中凝固速率更快,高温奥氏体组织没有来得及完全转变为马氏体,将以残余奥氏体的形式保留下来。因此在XRD图谱中可以观察到明显的奥氏体衍射峰,而碳化物的衍射峰则显示的不清晰。这与在图4a金相照片中观察不到碳化物的现象相吻合。

图3 9.0 MPa下制备24CrNiMoY合金钢粉末中的空心球照片
2.6 SLM成形试样微观组织
图5是SLM成形24CrNiMoY合金钢样品的微观组织。由于采用点-线-面-体的制造方式,图5a显示SLM成形过程典型的半椭圆形激光熔池形貌呈交错排列,多个沉积层之间基本呈平行排列。激光沉积层经过腐蚀后分为了两个明显的区域:颜色呈浅灰色的激光熔化区(LMZ)和颜色呈灰黑色的热影响区(HAZ)。图5b是SLM成形合金钢试样的SEM形貌。和金相照片对应,HAZ和LMZ分界更加清晰,边界变得更加曲折。HAZ通常存在于单个熔池的边界或者两个熔池交界的区域,明显变宽的HAZ将LMZ分隔开。
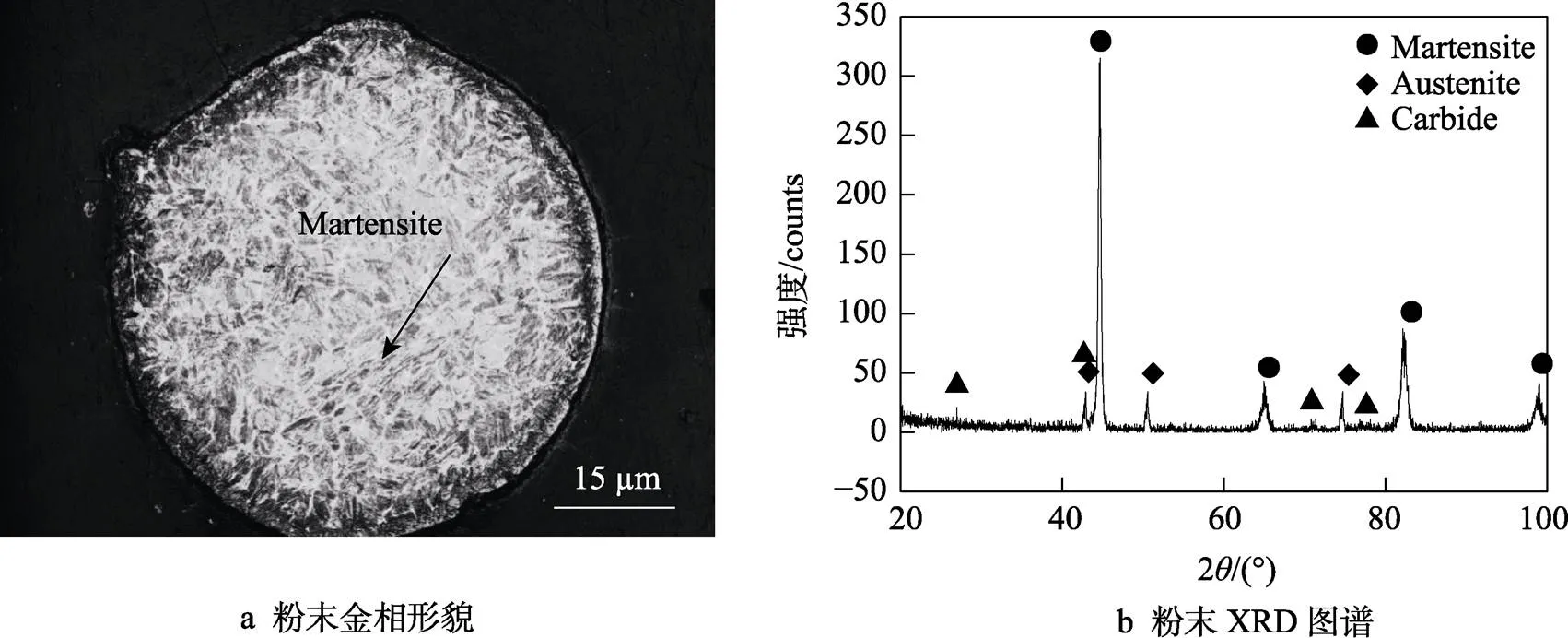
图4 24CrNiMoY合金钢粉末的金相照片和XRD图谱
图5c是LMZ的SEM形貌,LMZ微观组织全部为马氏体(M),马氏体组织具有清晰的板条结构。由于激光熔池极快的冷却速度,沿着热流方向,若干马氏体板条取向一致并呈集束生长变成马氏体板条束。图5d是HAZ的SEM形貌,HAZ微观组织主要是板条贝氏体(LB)。由于HAZ冷却速度较慢,从热力学上分析,贝氏体转变开始点温度s较高,高温奥氏体在冷却过程中更有利于向贝氏体组织转变,马氏体组织转变将被抑制。和平直的马氏体板条相比,贝氏体板条的取向较混乱,叠加上HAZ明显的回火作用,在贝氏体板条内可观察到大量白色细小碳化物析出。
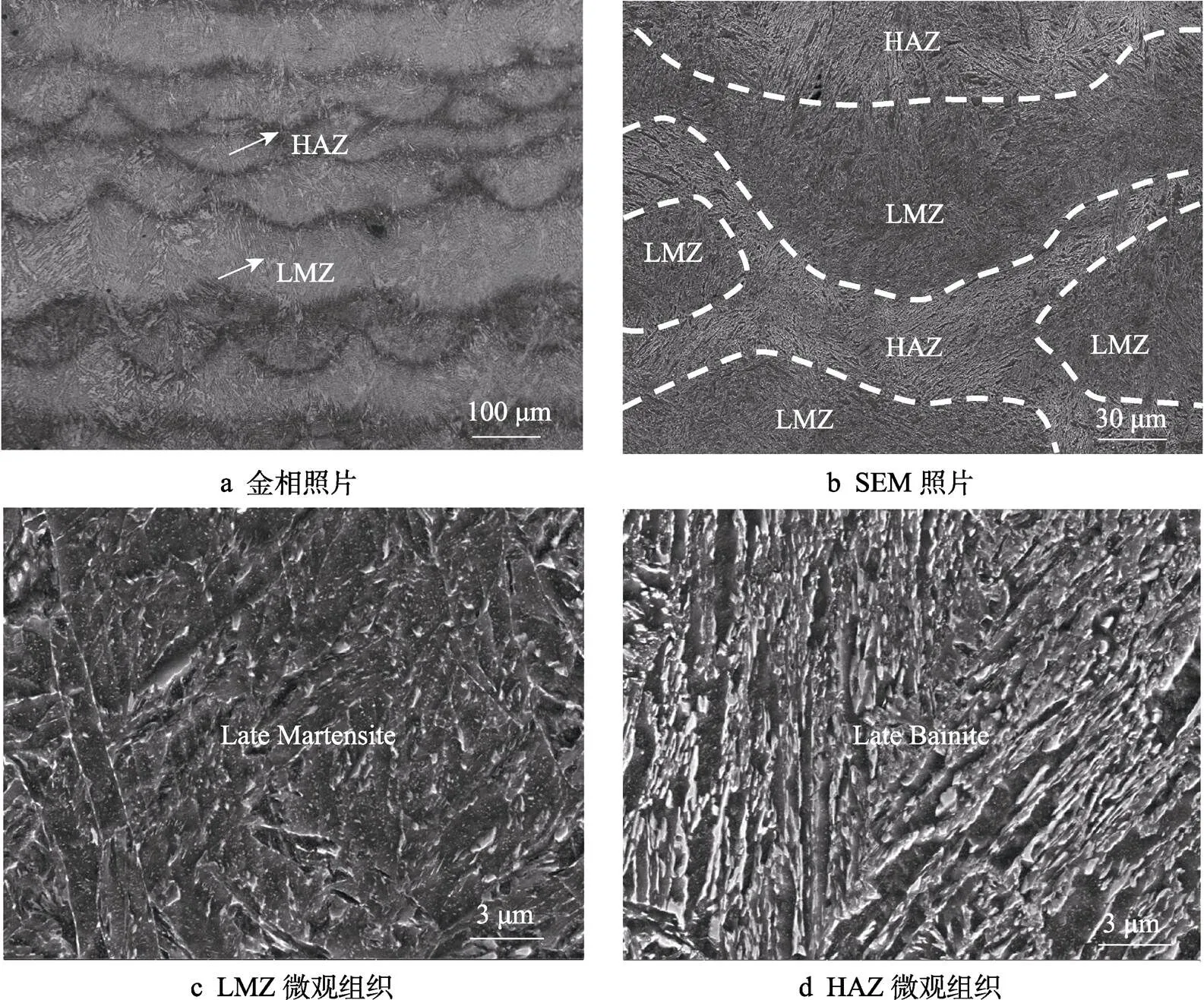
图5 SLM成形24CrNiMoY合金钢试样微观组织
2.7 SLM成形试样力学性能
图6是SLM成形24CrNiMoY合金钢试样的显微硬度,试样的平均显微硬度达到了(402±5.7)HV0.2。由于激光熔池整体冷却速度较快,LMZ中的马氏体组织和 HAZ中的下贝氏体组织晶体结构都属于α-Fe,并且有较多的碳、铬等元素固溶到晶格中,带来较强的固溶强化作用。图7是SLM成形24CrNiMoY合金钢试样的室温拉伸应力应变曲线。由于激光熔池中微观组织主要是马氏体和贝氏体,合金钢试样具有优异的力学性能。其平均抗拉强度达到(1 246± 12) MPa,断后伸长率为(11.6±0.5)%,实现了力学性能强韧性匹配。

图6 SLM成形24CrNiMoY合金钢试样的显微硬度
表3列出了SLM成形24CrNiMoY合金钢试样的室温拉伸性能。经计算,综合反映合金钢强韧性的强塑积指标达到14.5 GPa%。文中制备的试样整体力学性能达到了锻造态水平,和Wang等[17]同样使用SLM技术制造的合金钢试样力学性能相当。杨晨等[18]采用更低的激光能量密度成形合金钢,其微观组织主要是马氏体,基本不含下贝氏体组织,导致试样的抗拉强度明显提升,断后伸长率下降较明显。有研究表明合金钢中获得马氏体和贝氏体混合组织的韧性要优于单一马氏体或单一贝氏组织的韧性[19-20]。主要是由于高温奥氏体先转变形成的下贝氏体组织能够分割原奥氏体晶粒,限制了后形成的马氏体板条束尺寸。另外,在贝氏体组织中,由于下贝氏体形成温度低,在贝氏体铁素体内又析出了大量细小的碳化物,因此下贝氏体不但强度高,而且冲击韧性较好,具有良好的综合力学性能。
图8是SLM成形24CrNiMoY合金钢试样拉伸断口形貌。从图8a的宏观形貌来看,整个断口呈单一的断裂模式,在断口中能够发现个别小气孔,主要原因是未经过后处理,激光3D打印样件的致密度目前还达不到100%,存在一些气孔缺陷无法避免。通过观察图8b的断口形貌,断口内部包括大量的韧窝,韧窝的尺寸较大且深度较深,因此其主要是韧性断裂。
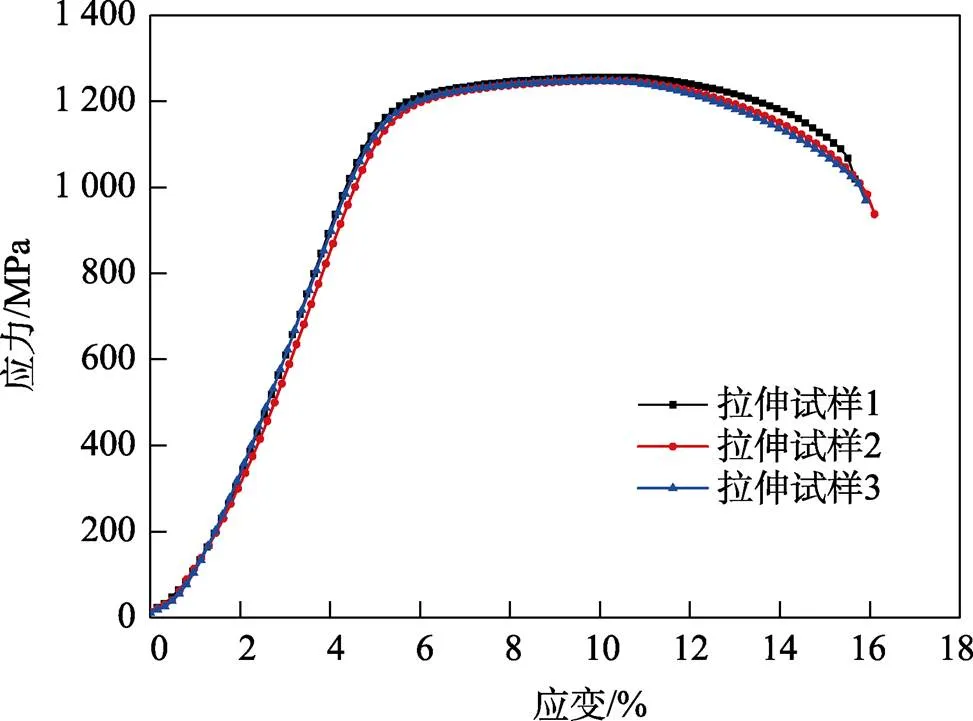
图7 SLM成形24CrNiMoY合金钢试样的拉伸性能
表3 选区激光熔化成形合金钢试样室温拉伸性能

Tab.3 Tensile properties of the 24CrNiMoY alloy steel prepared by SLM
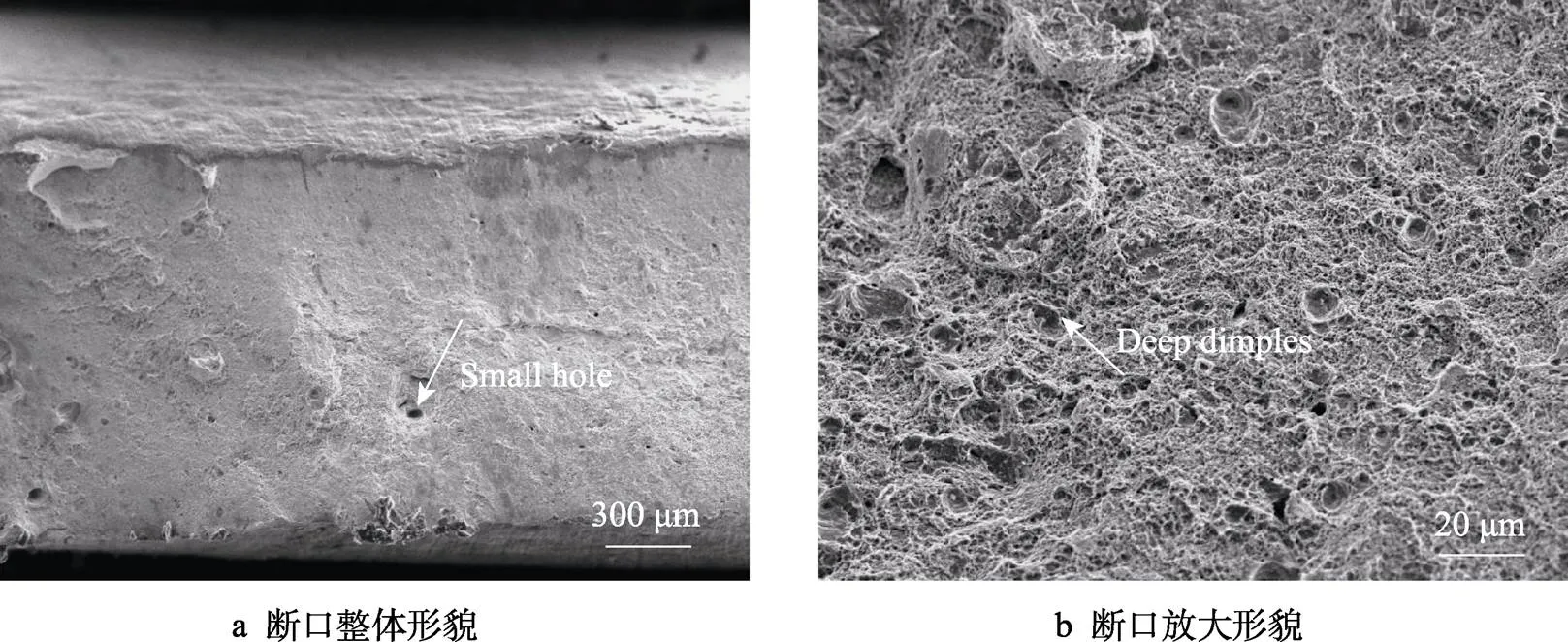
图8 SLM成形24CrNiMoY合金钢试样拉伸断口形貌
综合以上力学性能和断口形貌分析,证明本试验采用真空感应熔炼气雾化技术制备的球形高强钢粉末能够在合适的激光工艺参数下3D打印出力学性能达到锻造态水平的合金钢试样,具有良好的可打印性。
3 结论
1)采用真空感应熔炼气雾化技术,在9.0 MPa下制备24CrNiMoY合金钢粉末大多呈球形,有少量的卫星球。15~53 μm细粉末的含氧量、流动性、松装密度、空心球率等粉体特征指标均符合SLM技术使用要求。
2)合金钢粉末微观组织主要是马氏体,SLM成形合金钢试样的激光熔池内存在2个明显不同的微区:激光熔化区(LMZ)和热影响区(HAZ)。LMZ主要是马氏体组织,HAZ主要为下贝氏体组织。
3)SLM成形合金钢试样的平均显微硬度为(402±5.7)HV0.2,其抗拉强度达到(1 246±12) MPa,断后伸长率为(11.6±0.5)%,断口呈韧性断裂,力学性能达到了锻造态水平。
[1] JING Guan-yi, HUANG Wen-pu, YANG Hui-hui, et al. Microstructural Evolution and Mechanical Properties of 300M Steel Produced by Low and High Power Selective Laser Melting[J]. Journal of Materials Science & Technology, 2020, 48: 44-56.
[2] GUAN Ting-ting, CHEN Sui-yuan, CHEN Xue-ting, et al. Effect of Laser Incident Energy on Microstructures and Mechanical Properties of 12CrNi2Y Alloy Steel by Direct Laser Deposition[J]. Journal of Materials Science & Technology, 2019, 35(2): 395-402.
[3] 卢秉恒. 增材制造技术——现状与未来[J]. 中国机械工程, 2020, 31(1): 19-23.
LU Bing-heng. Additive Manufacturing—Current Situation and Future[J]. China Mechanical Engineering, 2020, 31(1): 19-23.
[4] 郭绍庆, 刘伟, 黄帅, 等. 金属激光增材制造技术发展研究[J]. 中国工程科学, 2020, 22(3): 56-62.
GUO Shao-qing, LIU Wei, HUANG Shuai, et al. Development of Laser Additive Manufacturing Technology for Metals[J]. Strategic Study of CAE, 2020, 22(3): 56-62.
[5] 顾冬冬, 张红梅, 陈洪宇, 等. 航空航天高性能金属材料构件激光增材制造[J]. 中国激光, 2020, 47(5): 32-55.
GU Dong-dong, ZHANG Hong-mei, CHEN Hong-yu, et al. Laser Additive Manufacturing of High-Performance Metallic Aerospace Components[J]. Chinese Journal of Lasers, 2020, 47(5): 32-55.
[6] SANDER J, HUFENBACH J, BLECKMANN M, et al. Selective Laser Melting of Ultra-High-Strength TRIP Steel: Processing, Microstructure, and Properties[J]. Journal of Materials Science, 2017, 52(9): 4944-4956.
[7] AMIN YAVARI S, WAUTHLE R, VAN DER STOK J, et al. Fatigue Behavior of Porous Biomaterials Manufactured Using Selective Laser Melting[J]. Materials Science and Engineering: C, 2013, 33(8): 4849-4858.
[8] 舒宗富, 黄春平, 林鑫, 等. 钢的激光增材制造研究进展及前景展望[J]. 精密成形工程, 2019, 11(4): 81-88.
SHU Zong-fu, HUANG Chun-ping, LIN Xin, et al. Research Progress and Prospect of Laser Additive Manufacturing of Steel[J]. Journal of Netshape Forming Engineering, 2019, 11(4): 81-88.
[9] 陈帅, 刘建光, 王卫东, 等. 激光选区熔化成形薄壁件研究进展[J]. 精密成形工程, 2020, 12(5): 122-131.
CHEN Shuai, LIU Jian-guang, WANG Wei-dong, et al. Research Progress in Thin-Walled Parts Formed by Selective Laser Melting[J]. Journal of Netshape Forming Engineering, 2020, 12(5): 122-131.
[10] 王博亚, 卢林, 吴文恒, 等. 紧耦合气雾化技术制备选区激光熔化用18Ni300合金粉末的研究[J]. 粉末冶金技术, 2020, 38(3): 222-226.
WANG Bo-ya, LU Lin, WU Wen-heng, et al. Research on 18Ni300 Alloy Powders Prepared by Close-Coupled Gas Atomization Technology Used for Selective Laser Melting[J]. Powder Metallurgy Technology, 2020, 38(3): 222-226.
[11] HUANG Ming-ji, ZHANG Zong-xin, CHEN Ping. Effect of Selective Laser Melting Process Parameters on Microstructure and Mechanical Properties of 316L Stainless Steel Helical Micro-Diameter Spring[J]. The International Journal of Advanced Manufacturing Technology, 2019, 104(5): 2117-2131.
[12] 王博亚, 卢林, 吴文恒, 等. 气雾化制粉技术研究进展[J]. 粉末冶金工业, 2019, 29(5): 74-80.
WANG Bo-ya, LU Lin, WU Wen-heng, et al. The Research Progress of Powder Preparation Technology by Gas Atomization[J]. Powder Metallurgy Industry, 2019, 29(5): 74-80.
[13] WEI Ming-wei, CHEN Sui-yuan, LIANG Jing, et al. Effect of Atomization Pressure on the Breakup of TA15 Titanium Alloy Powder Prepared by EIGA Method for Laser 3D Printing[J]. Vacuum, 2017, 143: 185-194.
[14] NI Guo-long, WANG Shu-huan, LI Qun, et al. Preparation of Cr17Mn11Mo3N Powders by High-Pressure Gas Atomization and the Nitrogen Increasing Mechanism[J]. Powder Technology, 2021, 385: 490-500.
[15] MOSTAFAEI A, HILLA C, STEVENS E L, et al. Comparison of Characterization Methods for Differently Atomized Nickel-Based Alloy 625 Powders[J]. Powder Technology, 2018, 333: 180-192.
[16] WEI Ming-wei, CHEN Sui-yuan, SUN Miao, et al. Atomization Simulation and Preparation of 24CrNiMoY Alloy Steel Powder Using VIGA Technology at High Gas Pressure[J]. Powder Technology, 2020, 367: 724- 739.
[17] WANG Qing, ZHANG Zhi-hui, TONG Xin, et al. Effects of Process Parameters on the Microstructure and Mechanical Properties of 24CrNiMo Steel Fabricated by Selective Laser Melting[J]. Optics & Laser Technology, 2020, 128: 106262.
[18] 杨晨, 董志宏, 迟长泰, 等. 选区激光熔化成形24CrNiMo合金钢的组织结构与力学性能[J]. 中国激光, 2020, 47(5): 389-399.
YANG Chen, DONG Zhi-hong, CHI Chang-tai, et al. Microstructure and Mechanical Properties of 24CrNiMo Alloy Steel Formed by Selective Laser Melting[J]. Chinese Journal of Lasers, 2020, 47(5): 389-399.
[19] SUN M Y, WANG X L, WANG Z Q, et al. The Critical Impact of Intercritical Deformation on Variant Pairing of Bainite/Martensite in Dual-Phase Steels[J]. Materials Science and Engineering: A, 2020, 771: 138668.
[20] HAN Y R, ZHANG C H, CUI X, et al. The Formability and Microstructure Evolution of 24CrNiMo Alloy Steel Fabricated by Selective Laser Melting[J]. Vacuum, 2020, 175: 109297.
Preparation and Formability of High-strength Alloy Steel Powder for Selective Laser Melting
JU Qi-ping1, WANG Li-Gao1, WEI Ming-Wei2
(1. Fangda Special Steel Technology Co., Ltd., Nanchang 330012, China; 2. Jiangxi Key Laboratory of Forming and Joining Technology for Aerospace Components, Nanchang Hangkong University, Nanchang 330063, China)
The work aims to study the preparation of spherical 24CrNiMoY high-strength steel powder by vacuum induction melting gas atomization (VIGA) and to verify its laser 3D printing performance. The effects of different atomization air pressures on powder characteristics such as powder morphology and flowability were elucidated, and the microstructure and mechanical properties of alloy steel samples rapidly formed by selected laser melting were analyzed. The results show that the powder prepared at 9.0 MPa atomization pressure has the best sphericity, bulk density of 4.89 g/cm3, fluidity of 21.4 s/(50 g), oxygen content of 0.023%, hollow sphere rate <3%, and the microstructure of the powder is mainly martensite. The laser process parameters were adjusted so that two distinct micro-zones existed in the laser melt pool: the laser melting zone (LMZ) and the heat affected zone (HAZ). The LMZ was mainly martensitic and the HAZ was mainly low bainite. The average microhardness of the alloy steel specimen was (402±5.7)HV0.2, and its tensile strength reached (1 246±12) MPa with (11.6±0.5)% elongation after fracture. The 24CrNiMoY high-strength steel powder prepared by the VIGA method meets the requirements for SLM technology and has good formability for laser 3D printing.
24CrNiMoY alloy steel; selective laser melting; gas atomization; formability
10.3969/j.issn.1674-6457.2022.10.020
TG142.1
A
1674-6457(2022)10-0139-08
2022-02-17
江西省教育厅科技项目(DA202203132);江西省重点研发计划一般项目(20202BBE53001);博士科研启动基金(EA202103250)
居琪萍(1969—),女,硕士,主要研究方向为先进钢铁材料加工。
魏明炜(1990—),男,博士,讲师,主要研究方向为激光增材制造技术。
