基于TD覆层处理技术的细长孔内表面覆层性能
2022-09-27陈晨史文杰宋瑞宏蔡银熙吴海丰朱晓清
陈晨,史文杰,宋瑞宏,2,蔡银熙,吴海丰,朱晓清,2
基于TD覆层处理技术的细长孔内表面覆层性能
陈晨1,史文杰1,宋瑞宏1,2,蔡银熙3,吴海丰4,朱晓清1,2
(1.常州大学 机械与轨道交通学院,江苏 常州 213164;2.常州市模具先进制造高技术研究重点实验室,江苏 常州 213164;3.南京锅炉压力容器检验研究院,南京 210009;4.江苏千家汇智能装备科技有限公司,江苏 宿迁 223900)
采用热扩散法碳化物覆层处理技术,研究细长孔内壁的成层厚度、覆层形貌,以及对细长孔内壁表面硬度性能的影响;探究在不同孔径和孔长条件下,采用热扩散法碳化物覆层处理技术在孔内表面形成覆层的微观形貌及形成原因。采用目前使用最为广泛的碳化钒覆层配方对试样进行覆层处理,在试样内壁表面得到各组对应的碳化钒覆层;利用X粉末衍射实验(XRPD)分析处理结束后内表面的物相组成,利用光学显微镜观察形成覆层的厚度,利用扫描电子显微镜(SEM)对表面覆层的微观组织进行分析,并采用划痕法测试其结合强度,利用显微硬度计测量其表面硬度。在不同孔径的孔内壁均生成了一层碳化钒覆层。3 mm孔样品的覆层厚度相对最薄(3.06 μm),6 mm孔样品的覆层厚度相对最厚(5.29 μm);在硬度测试实验中,与未进行覆层处理的原材料相比,覆层后孔内壁的硬度均得到了强化,且6 mm孔样品的强化效果相对最佳,其表面硬度达到了1 767.8HV2/15。经热扩散法碳化物覆层处理技术处理后得到的内表面覆层厚度随着孔径的增加而增加,同时覆层的厚度、表面硬度等均与孔径呈正相关;随着孔长的变化,成层厚度等出现先下降后上升的趋势;所形成的碳化钒覆层均能够有效提高材料的表面硬度。
TD处理;碳化钒覆层;表面硬度;孔内表面
TD覆层处理技术是热扩散法碳化物覆层处理(Thermal Diffusion Carbide Coating Process)的简称。在当今的金属表面强化技术领域,有诸多的技术可供选择,如物理气相沉积技术(PVD)、化学气相沉积技术(CVD)、TD覆层处理技术等。其中,PVD和CVD这2种方法能够在模具表面形成力学性能良好的覆层,但对模具的内表面无法发挥其应有的作用。TD覆层处理技术是将物件放入流动的熔盐中,通过金属原子的渗入,在其表面形成一层均匀的金属碳化物覆层。目前,大部分研究TD覆层处理技术的主要对象为熔盐配方,即通过改变盐浴配方,以及后续一系列实验对其强化程度进行有效的分析判断[1-5]。Ghadi等[6]在进行覆层处理时发现,热处理实验中特殊的还原剂能有效提高碳化物覆层的成层厚度,同时能够赋予覆层不同的力学性能。还有的学者通过不同的基体材料来验证TD覆层处理技术是否具有广泛适用性,研究发现应用于有色金属、普通碳钢材料等均有成效[7-9]。在处理过程中,更多研究者通过添加不同的稀有金属元素进一步提高TD处理结束后所形成的覆层的硬度、耐磨性等。其中,Liu等[10]通过添加稀土元素,发现能够有效地细化晶粒,同时能够加快渗钒的速度。还有的学者针对TD处理存在的问题(例如配方比例、基体材料等)进行了实验,并提出了相应的解决方案[11-12]。目前,TD覆层处理的作用对象为常用模具的表面,忽视了模具内部的强化。实践证明,模具内部也极易出现磨损,从而导致零件寿命大幅下降,尤其是类似于细长孔这类特征的零件。由于该类零件加工的特殊性,对孔的内表面进行强化较为困难,很多表面强化技术无法对孔的内表面进行强化。
比如:物理气相沉积技术需要将强化材料喷溅至物体表面形成强化覆层,细小的孔使得在喷溅时难以有效瞄准孔的中间部分。同样,化学气相沉积技术也存在类似问题,即强化材料无法有效地到达目标的内表面。经过分析研究可知,在TD覆层处理中依靠熔盐中的金属元素与材料中的碳原子的相互反应来推动覆层的生长,流动的熔盐可以有效地通过细长孔。
文中研究的主要目的是通过对细长孔进行TD覆层处理,探究其是否能在细小的孔中形成一层良好的碳化物覆层。通过不同孔径的对比分析实验确定TD覆层技术对孔径的要求,最后通过不同深度的孔长来探究覆层的厚度、表面硬度等与孔的深度存在的关系。
1 实验
由于TD覆层处理技术对基体材料的碳元素含量有一定的要求,较高的碳含量能为覆层的生长提供充足的反应物,因此采用Cr12Mo1V1材料为基体材料,其元素组成见表1。
表1 Cr12Mo1V1材料各元素的质量分数

Tab.1 Mass fraction of each element of Cr12Mo1V1 material %
实验处理的对象为细长孔。目前,机械加工领域对于细长孔的加工有一定的难度,同时曲面试样会给后续实验和检测带来较多的不便,故这里采用方孔进行实验。
实验方法:将材料分割成4块大小相同的长方体,再将其拼接在一起;在整个拼接而成的长方柱外围用夹具进行固定,使其能够在实验中一直保持拼接状态,中间所留孔隙即为实验所处理的对象,见图1。同时,这种实验方式能够在一次处理过程中一次性地提供4块样品,能够有效地减少多组重复实验带来的人为误差,大大提高数据的可信度。
实验目的:探究孔径、孔长对碳化物覆层生长的影响。实验需要准备不同孔径的材料。准备了4组材料,孔径分别为3、4、5、6 mm,孔长为40 mm。通过线切割的加工方式分别得到上述实验材料。经线切割加工后,材料的表面粗糙度较高,需进行磨削加工,再通过水磨机进行镜面抛光,这样才能达到TD覆层处理的要求。在处理前需对试样预先进行热处理,以获得渗钒所需的退火态组织[13-16]。在处理结束后再进行高温淬火,以及3次高温回火。
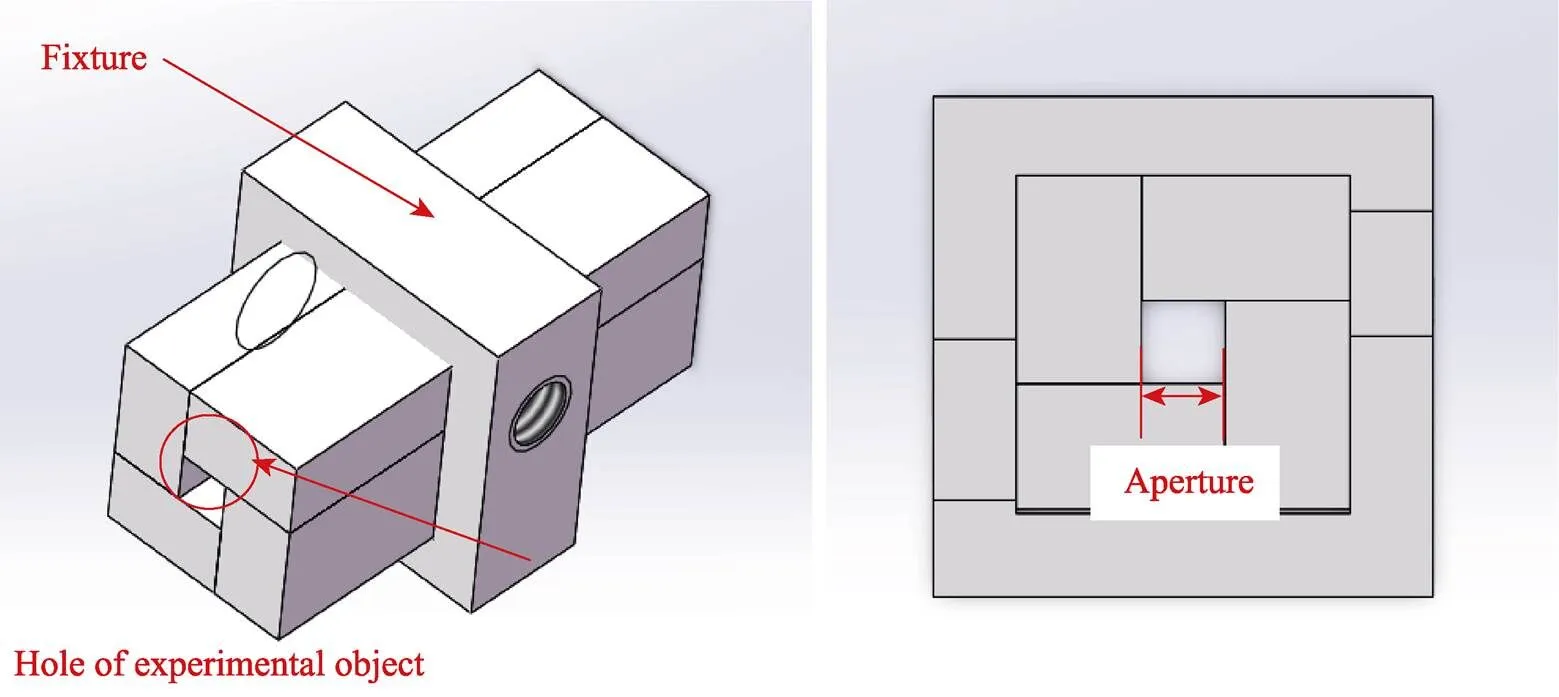
图1 经加工后的实验对象与夹具
此次实验采用的盐浴配方(均用质量分数表示):Na2B4O7(85%)+B4C(5%)+V2O5(10%)。此为目前最为成熟且使用广泛的碳化钒覆层配方,处理时间为6 h。使用的处理器材为井式高温电阻炉,处理温度为950 ℃。实验结束后的试样如图2所示,通孔内壁出现了一层均匀的黑色物质,在遮挡处会有少量熔盐进入,从而造成部分物质的残留。同时,高温处理使得材料表面的铁元素出现了氧化现象,造成该处出现颜色深浅不一的黑色物质。拆去外围夹具,同时将样品加工成为长度10 mm的小样品进行后续实验。
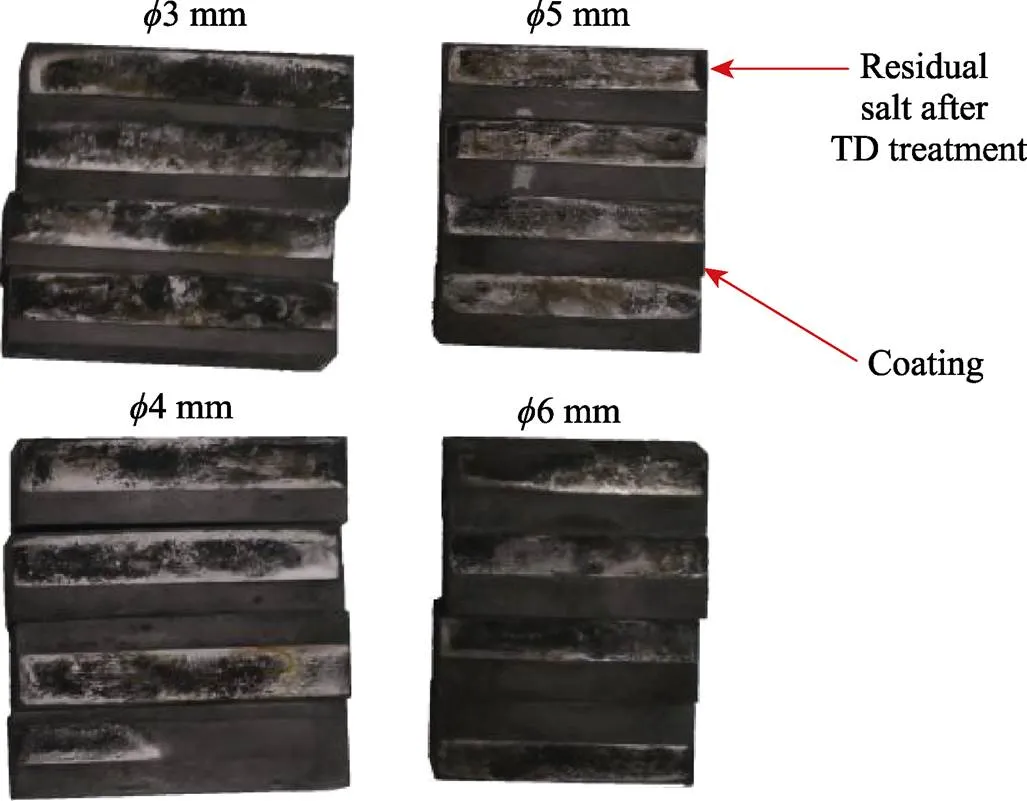
图2 经TD处理后的试样
采用日本理学D/MAX2500型X射线粉末衍射实验(XRPD)对实验结束后所得图谱进行对比分析,验证是否生成了有效的表面覆层。此次实验采用的入射波长为0.154 056 nm。在光学显微镜下对覆层形成的厚度进行观察,并测量覆层厚度。为了探究覆层的质量,需要对覆层的形貌进行观察,并进行扫描电子显微镜(SEM)观察实验和EDS能谱图分析。实验采用由日本制造的JSM–6360LA扫描电子显微镜。表面硬度测试采用HSV–1000A数显显微硬度计。划痕测试采用WS–2005涂层附着力自动划痕仪。
2 结果和讨论
2.1 覆层物相分析与晶粒的测量
将4组样品同时置于井式高温电阻炉中进行TD覆层处理,处理温度为950 ℃,时间为6 h。为了探究不同孔径内表面是否形成了良好的覆层,在4个不同孔径样品中各取1块,将不带覆层部分的基体通过线切割去除,防止在进行X射线粉末衍射实验时产生不必要的干扰,导致无法有效判断所得出的衍射峰[17-20]。
XRPD实验结果如图3所示。由图3发现,基体内部的碳原子能够有效地与钒原子相结合,生成碳化钒覆层,且覆层随着孔径的增加,碳化钒的衍射峰的强度逐渐上升。在图3中还发现有少量的–Fe衍射峰出现,铁素体在高温作用下会从–Fe转变–Fe,覆层处理温度为950 ℃,高于铁素体转变要求的温度(912 ℃),为奥氏体的转变提供了有利条件。同时,由于碳原子的不断析出,所形成的碳化物覆层破坏了奥氏体–铁素体与奥氏体–渗碳体的浓度平衡。为了维持浓度的平衡,渗碳体必须不断地向奥氏体中溶解,促使其晶核长大,从而导致衍射峰的出现,但该衍射峰会随着孔径的增加而逐渐减弱,最后消失,只留下碳化钒的衍射峰。由此表明,覆层内部含有的其他元素逐渐减少。使用Scherrer公式根据衍射峰的半高宽度、入射波长等对晶粒的平均尺寸进行计算,见式(1),结果如表2所示。可以发现,晶粒的平均尺寸随着孔径的上升而不断下降,最小尺寸为6 mm试样(18.4 nm)。上述数据结果证明,孔径的增加能有效提高碳化物覆层的增长,覆层的质量也会不断提高。
式中:D为平均晶粒尺寸;K为Scherrer常数,这里采用衍射峰的半高宽来进行计算,K取0.89;λ为入射波长;B为衍射峰的半高宽度;θ为布拉格衍射角。
表2 碳化钒覆层平均晶粒尺寸
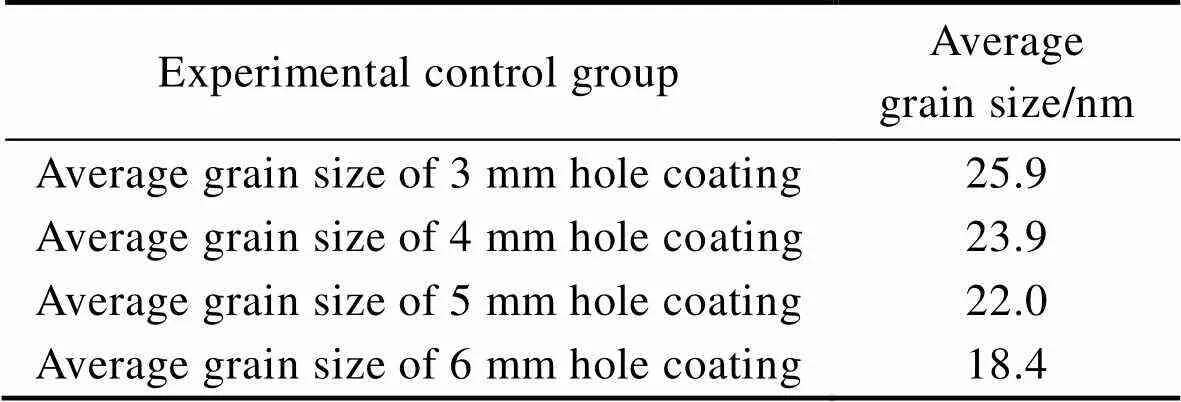
Tab.2 Average grain size of vanadium carbide coating
2.2 覆层的成层厚度
通过对覆层的X射线粉末进行衍射实验可知,在孔内壁已经形成了一层碳化钒覆层。图4—7为4组实验样品的光学显微镜照片,放大倍数为1 000。同时,在覆层与基体之间存在一条明显的黑色分界线。这是由于基体内部的碳原子在高温化学反应作用下与熔盐发生作用,向基体的外部边界移动,并以碳化物的方式析出,形成了碳化钒覆层。
分别测量试样在0、10、20、30、40 mm等5个孔长处的覆层厚度,测试点以希腊字母排序,编号分别为、、、、。为了提高统计学意义,分别对每组试样的4块样品进行测量,并取平均值,结果如图8所示。在孔径相同的情况下,覆层厚度与孔长大致成如下关系:在进口处覆层较厚,随后逐渐下降,到达材料中部时最小,然后又开始增加,在接近材料尾部时覆层与进口处厚度的差距大幅减小。产生这种现象的原因可以从TD覆层处理技术的原理进行分析:TD覆层处理技术是将工件样品放置在熔融状态的硼砂盐浴中进行处理,目的是让硼砂中的覆层金属原子与基体材料中的碳原子发生化学反应,从而在其表面形成一层金属碳化物覆层。目前,大部分针对模具工件进行TD覆层处理的目的是在其外表面形成碳化物覆层,因此工件能够与硼砂进行充分、有效的接触,以促进覆层良好生长。同时,硼砂在盐浴过程中也能够进行充分流动,这也是覆层良好生长的重要保证。此次实验中处理的对象为孔径较小的深孔,在与硼砂盐浴过程中的接触必然不如外表面那样充分。同时,熔融状态的硼砂的流动性较差,在孔内极易堵塞,导致孔内部整体无法进行有效流动,这样会使堵塞处用来进行反应的金属离子全部被消耗,且孔内堵塞的硼砂无法与外部未反应的硼砂进行交换,从而使覆层无法进行有效生长。在长度相同的情况下,可以得出以下关系:随着孔径不断扩大的同时,覆层的成层厚度也不断增大。由于孔径的扩大,孔的内部空间得到了扩展,硼砂堵塞的情况也得到改善,流动性大大增强,因此覆层得到了较好的生长。
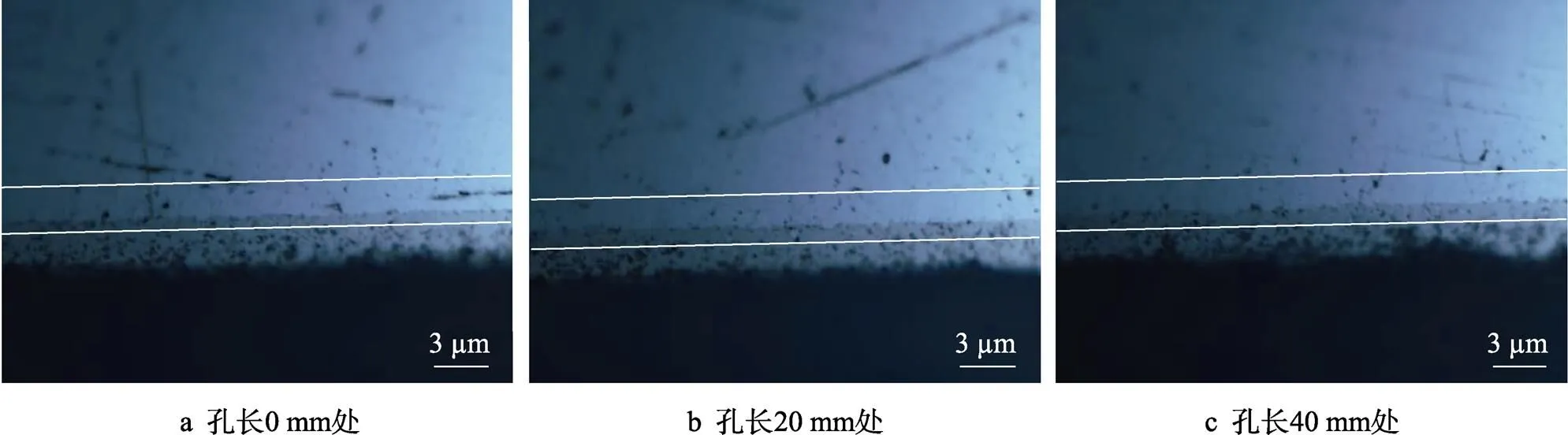
图4 3 mm孔试样的内壁覆层显微照片
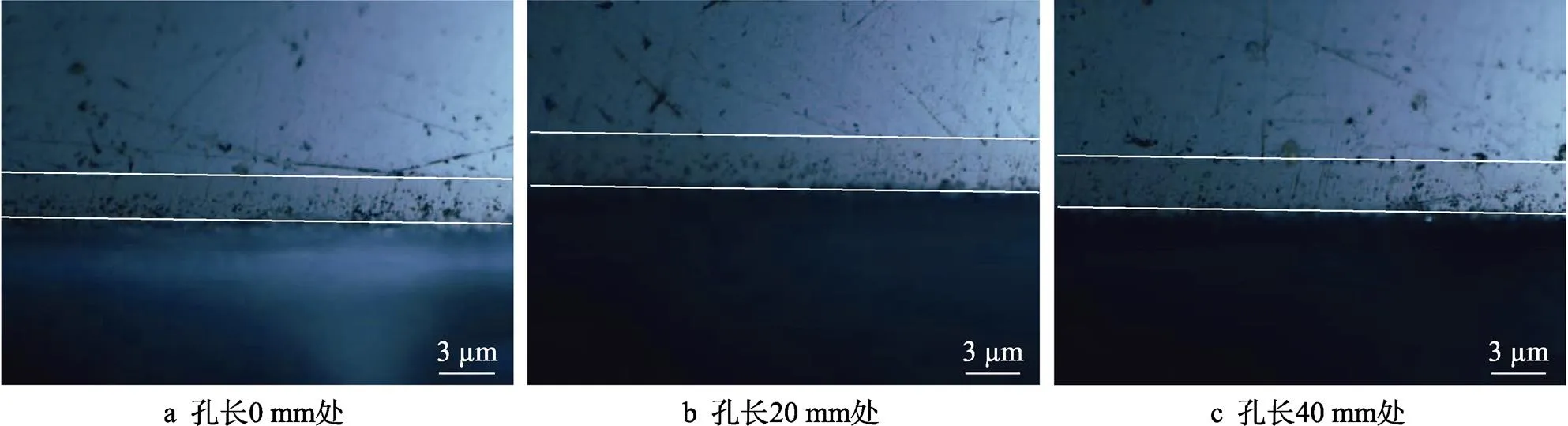
图5 4 mm孔试样内壁覆层显微照片
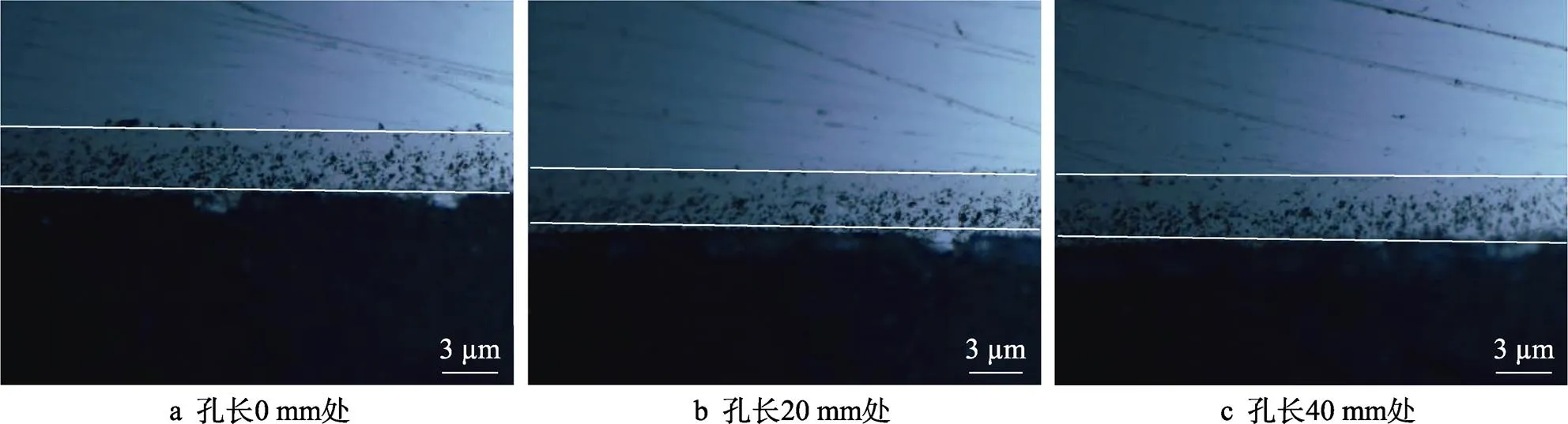
图6 5 mm孔试样内壁覆层显微照片
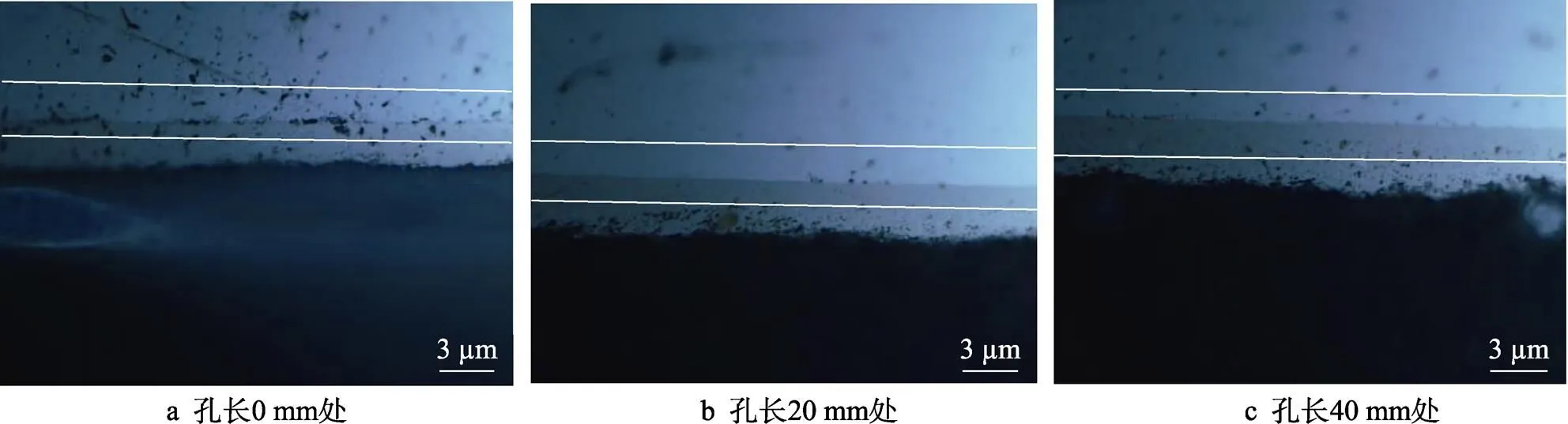
图7 6 mm孔试样内壁覆层显微照片
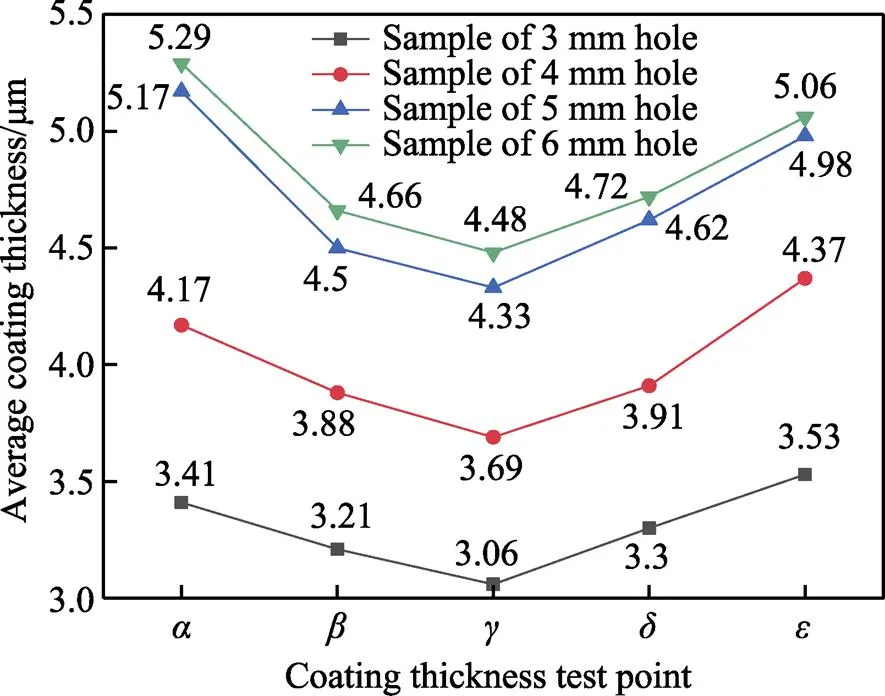
图8 不同孔长处的平均覆层厚度
2.3 覆层的形貌分析
在光学显微镜下观察发现,孔的内壁表面形成了3~5 μm的碳化钒覆层。此次实验采用扫描电子显微镜观察镀层的微观形貌。在观察前的0.5 h内,采用酒精与硝酸的体积比为1∶19的分析液对覆层截面进行腐蚀,防止其他异物对实验产生不必要的影响。为了更清晰地观察内部结构,对样品进行了3次喷金处理,以提高其导电性。实验采用的放大倍率为10 000,覆层横截面效果如图9所示。
3 mm孔内壁覆层的照片如图9a所示,可以看出,覆层与基体之间存在一条清晰可见的分界线,覆层的形貌也完全可见。3 mm的孔样品为此次实验中孔径最小的样品,在实验前对其的预想为有可能形成覆层,但效果较差。经过实验证实了这一猜想,其孔内壁表面形成了覆层,但内部十分杂乱无章。在处产生了一个巨大的凹陷,同时处的覆层较其他处出现了单独且明显的不规则覆层,而在基体层附近则出现了许多大小不一的小空洞。这些缺陷形成的原因与TD覆层生长的成因有关。覆层生长所需的外界条件:需要覆层处理的表面能够与硼砂充分接触;熔融状态的硼砂具有良好的流动性,给覆层生长的化学反应带去充足的金属离子反应物[21-23]。图9a中处的堵塞也使得处于下方的处无法获得生长所需的反应物,导致此处覆层的生长不完全,从而产生了许多大小不一的孔洞。
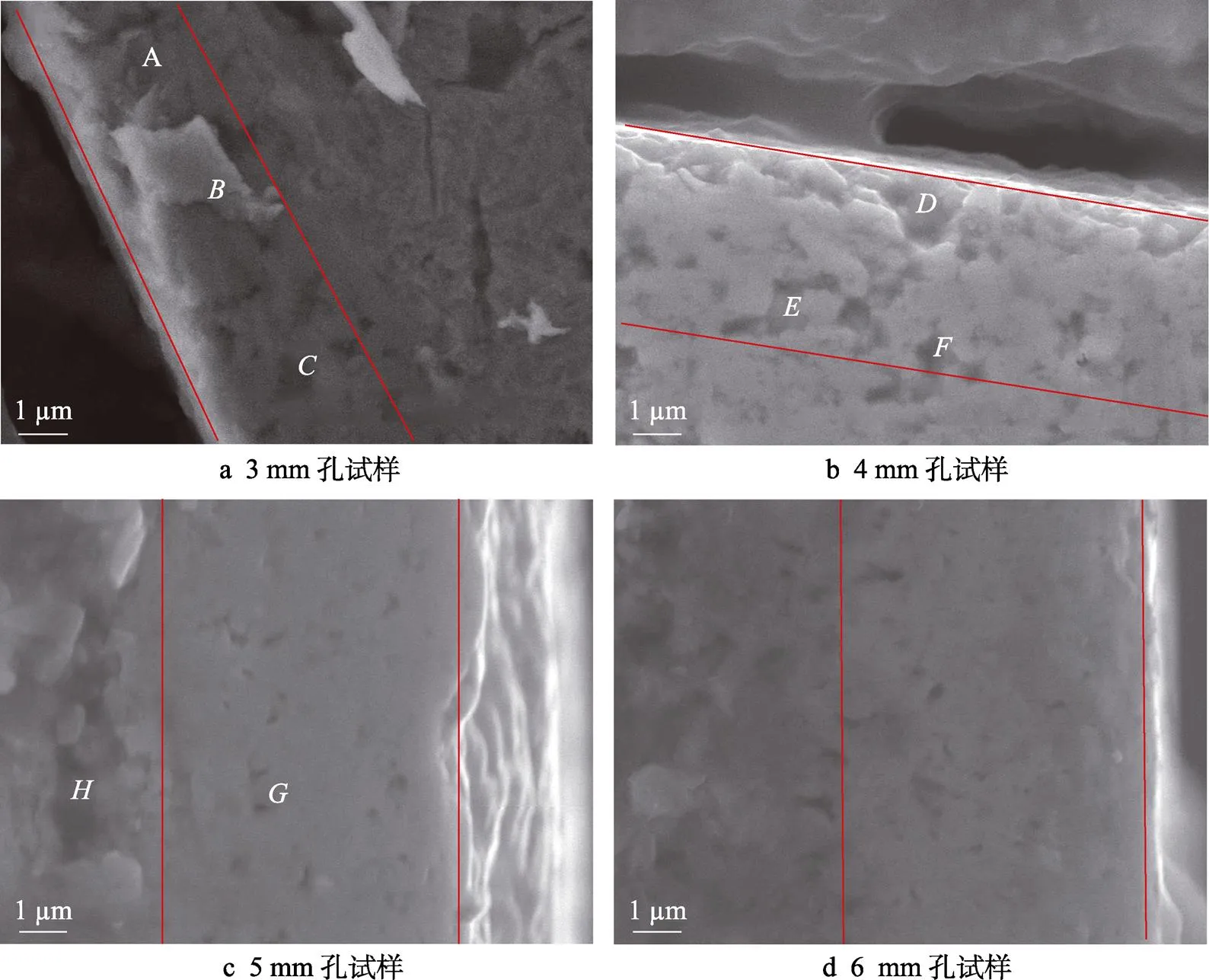
图9 不同孔径下的碳化钒覆层微观图片
孔径为4 mm的样品的内壁覆层照片如图9b所示,可以发现,出现了较多与图9a中相似的缺陷。在图9b中的、、等3处产生了较多的孔洞。孔洞出现的原因与前面所述类似,熔盐的阻塞严重影响了覆层的生长。由图9b还可发现,4 mm孔样品的覆层厚度只有3~4 μm,且产生的缺陷虽为微小的孔洞,但数量较为庞大,说明该组样品的内部依然存在严重的硼砂堵塞问题,导致内壁各处的反应不均衡,从而产生了这些缺陷。
孔径为5 mm的样品的内壁覆层照片如图9c所示,可以发现,在接近基体处有大量的缺陷出现,如、处。随着截面面积的扩大,堵塞很快被后续流动的硼砂冲开,这会促进覆层的生长,与此同时覆层内部出现的孔洞缺陷大幅降低,且出现的位置逐渐向基体层靠近。
此次实验最后一组样品,同时也是孔径最大的一组(即6 mm孔),其样品的内壁覆层照片如图9d所示。孔横截面积的增加意味着单次流动所带来的反应物增加,同时孔内壁的侧面积随着孔横截面积的增大而增大,从而使孔的内壁能够与流动的硼砂进行更加充分的接触,因此该组实验的反应条件最为理想。首先通过光学显微镜观察发现(如图7所示),覆层成层的厚度已经达到正常外表面覆层(5 μm)的程度,并且经过扫描电子显微镜观察发现,该组样品的形貌组织十分均匀,无重大缺陷出现,在与基体的交界处未出现如图9c中处那样因反应不均匀所产生的不充分的覆层。综上所述,6 mm孔样品的内壁覆层不仅在厚度上达到了外表面的标准,同时生长出的覆层的形貌也十分均匀,未出现明显缺陷。
2.4 覆层结合强度分析
采用划痕法测试碳化物覆层界面的强度,加载载荷为60 N,加载速率为60 N/min,划痕长度为5 mm,其结果如图10所示。同时采用EDS测试元素的含量,并进行辅助判断,其元素分布含量如表3所示。
由图10可知,3 mm孔试样在载荷加至54.25 N时开始出现噪声信号,表明此时覆层与基体出现相分离,发生了相对滑动,该组试样的界面结合强度为54.25 N。同理,4 mm孔试样在55.90 N时出现噪声信号,该组的结合强度为55.90 N。5 mm和6 mm孔试样则在实验结束后也未出现相对滑动的噪声信号,表明其结合强度远远高于实验设定的60 N。由图10的摩擦力曲线可知,孔径的扩大导致探针在测试时遇到的摩擦阻力减小,覆层表面硬度的增加会导致探针无法在其表面留下较深的划痕,材料的脱落也会减少表面粗糙度的下降幅度,从而减小遇到的摩擦力,可见覆层的质量与孔径呈正相关。通过对覆层截面的EDS元素进行扫描发现,孔径的增加会使覆层的碳元素和钒元素的含量增加,4 mm与5 mm孔试样测试结果的差距最大(21.65%)。元素含量的差距说明各组材料的成层质量存在较大差距,与基体的结合强度也会受到影响。这一结果与划痕实验结果相对应,因此孔径的扩大不仅可以改善覆层的形貌,同时覆层内的其他杂质元素也会进一步减少,从而提高覆层质量,与基体的结合强度也得到提高。

图10 碳化物覆层界面结合强度
表3 碳化钒覆层内各物质质量分数

Tab.3 Mass fraction of each substance in vanadium carbide coating %
2.5 覆层硬度实验分析
对碳化钒覆层进行了表面硬度测试实验,施加载荷为15 N,加载时间为15 s。为了提高统计学意义,分别在每组试样的4块样品的0、10、20、30、40 mm等处进行3次硬度测试,取平均值。
同一深度、不同孔径的4组样品在同一孔长下进行了实验测试,所得到的平均表面硬度折线如图11所示。经过测试可知,未经TD覆层处理的原始实验样品的平均硬度为661HV2/15。由图11可知,所测得的最小平均表面硬度为1 017.25HV2/15,最大值为1 768.7HV2/15,可见所有经过TD覆层处理的样品表面均得到了不同程度的强化,晶粒随着孔径的增加逐渐细化,孔径越大表明其表面硬度越高。从上文中对覆层的厚度和形貌进行分析后可知,3 mm和4 mm孔样品的内壁覆层存在大量的缺陷,覆层生长不均匀,而5 mm和6 mm孔样品的内壁覆层均匀生长,具有一定的实际应用价值。3 mm和4 mm孔样品的内壁硬度虽较基体有一定程度的提高,但提高程度相对较小。5 mm和6 mm孔样品的内壁硬度均得到较大的提升,尤其是6 mm孔径实验组。扩大的孔径提供了更大的流动空间,缓解了处理过程中孔内部硼砂堵塞的现象,也为覆层的良好生长带来了充分的反应物。可见5 mm和6 mm孔试样的覆层不仅覆层厚度达到了5 μm,同时覆层的形貌也得到了大幅度改善。如图11d所示,随着孔长的增加,样品内壁的表面硬度也在不断变化,呈现先下降再上升的趋势,证明处理过程中真实存在的堵塞现象导致覆层出现了无法预测的不充分的生长现象,这使得覆层的实际应用价值大大降低;5 mm和6 mm孔样品的内壁覆层硬度的波动幅度相对较小,有效证明了孔径的扩大有利于覆层的生长,并且能够改善覆层的形貌。
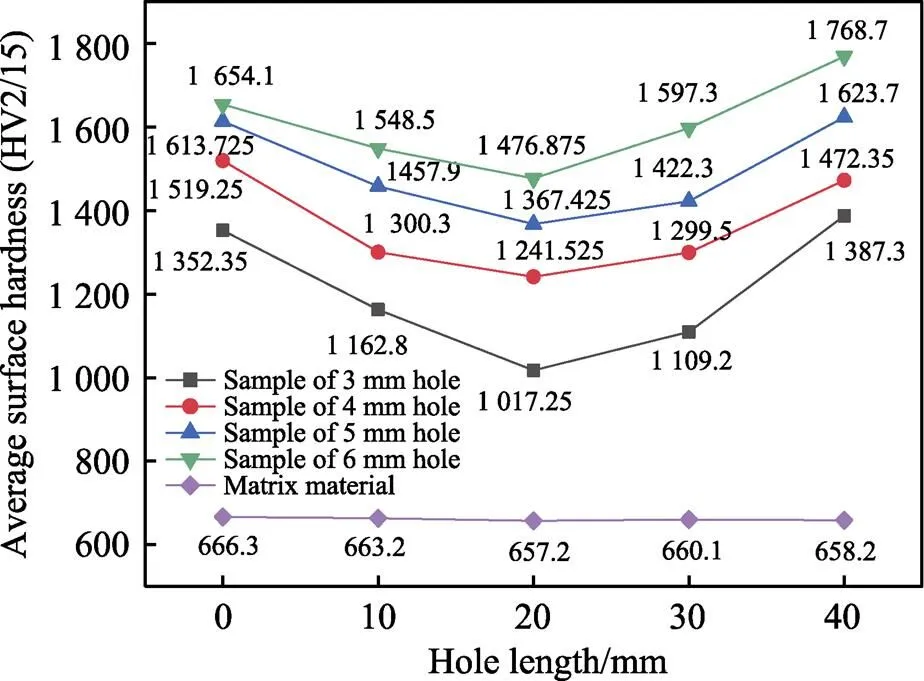
图11 覆层表面硬度测试及基体材料的表面硬度
3 结论
从此次实验中可以得出,TD覆层处理技术在细长孔中具有一定的实际应用价值,主要结论如下。
1)经过XRD图谱分析,处理后能够有效地使基体内的碳原子析出,并与熔盐内的钒原子结合,从而形成碳化钒覆层。通过对晶粒尺寸的计算发现,其尺寸较小,6 mm组的晶粒尺寸相对最小(18.4 nm)。
2)在4组试样中,孔内壁形成的覆层最小处为3 mm样品的3.06 μm,该处表面硬度达到了1 017.25HV2/15,是处理前的2倍。最大处为6 mm样品的5.29 μm,其表面硬度最大达到了1 767.8HV2/15,为处理前的3倍。由此可见,TD覆层处理能够有效改善孔内壁的表面硬度。
3)孔径的增加能够改善熔盐的流动性,促进覆层的生长,经TD处理后得到的内表面覆层厚度、覆层表面硬度及覆层与基体的结合强度会随着孔径的增加而增加。在划痕测试中发现,3 mm和4 mm组的结合强度均在55 N左右,而5 mm和6 mm组在测试中均未出现覆层与基体的脱离。当孔径相同时,孔长的增加会使熔盐在孔的内部造成一定程度的堵塞,从而影响覆层的正常生长,因此覆层的厚度与其表面硬度会随着孔长的增加呈现出降低的趋势,在位于孔长一半处时两者数据均达到最小值,随后出现上升的趋势。
[1] FAZLUDDIN S B, KOURSARIS A, LOWTHER J E, et al. Is a Coating Part of the Substrate? The Case of Vanadium Carbide on Steel[J]. Hyperfine Interactions, 1994, 92(1): 1323-1327.
[2] MACHIO C N, AKDOGAN G, WITCOMB M J, et al. Performance of WC-VC-Co Thermal Spray Coatings in Abrasion and Slurry Erosion Tests[J]. Wear, 2005, 258(1/ 2/3/4): 434-442.
[3] GRIGORESCU I C, DI RAUSO C, DRIRA-HALOUANI R, et al. Phase Characterization in Ni Alloy-Hard Carbide Composites for Fused Coatings[J]. Surface and Coatings Technology, 1995, 76/77: 494-498.
[4] AGUZZOLI C, FIGUEROA C A, DE SOUZA F S, et al. Corrosion and Nanomechanical Properties of Vanadium Carbide Thin Film Coatings of Tool Steel[J]. Surface and Coatings Technology, 2012, 206(10): 2725-2731.
[5] WANG Hong-fu, WANG Hua-chang, PAN Cheng-gang. Vanadium Carbide Coating Growth on Die Steel Substrate in Borax Salt Bath[J]. Journal of Wuhan University of Technology-Mater Sci Ed, 2010, 25(4): 600-603.
[6] GHADI A, SOLTANIEH M, SAGHAFIAN H, et al. Growth Kinetics and Microstructure of Composite Coatings on H13 by Thermal Reactive Diffusion[J]. Surface and Coatings Technology, 2017, 325: 318-326.
[7] LEE B, NAM T. A Study on Adhesion and Wear Resistance of Vanadium Carbide Coating on Die Steels by Immersing in Molten Borax Bath[J]. Journal of the Korean Society for Heat Treatment, 2000, 13(2): 71-84.
[8] FAN X S, YANG Z G, ZHANG C, et al. Evaluation of Vanadium Carbide Coatings on AISI H13 Obtained by Thermo-Reactive Deposition/Diffusion Technique[J]. Surface and Coatings Technology, 2010, 205(2): 641-646.
[9] SHIRINBAYAN M, SHAFYEI A, ABOUTALEBI M R. Kinetics of Vanadium Carbide Coating Produced on AISI D2 Steel by Thermoreactive Diffusion Technique[J]. Russian Journal of Applied Chemistry, 2014, 87(12): 1930-1935.
[10] LIU X J, WANG H C, LI Y Y. Effects of Rare Earths in Borax Salt Bath Immersion Vanadium Carbide Coating Process on Steel Substrate[J]. Surface and Coatings Technology, 2008, 202(19): 4788-4792.
[11] GHADI A, SOLTANIEH M, SAGHAFIAN H, et al. Investigation of Chromium and Vanadium Carbide Composite Coatings on CK45 Steel by Thermal Reactive Diffusion[J]. Surface and Coatings Technology, 2016, 289: 1-10.
[12] AMAYA A, PIAMBA O, OLAYA J. Corrosiveness of Palm Biodiesel in Gray Cast Iron Coated by Thermoreactive Diffusion Vanadium Carbide (VC) Coating[J]. Coatings, 2019, 9(2): 135.
[13] GÜNEN A, KALKANDELEN M, KARAHAN İ H, et al. Properties and Corrosion Behavior of Chromium and Vanadium Carbide Composite Coatings Produced on Ductile Cast Iron by Thermoreactive Diffusion Technique[J]. Journal of Engineering Materials and Technology, 2020, 142(4): 5-18.
[14] ZONG Xiaoming, GAO Fei, SUN Liming. Investigation of Microstructure and Properties of Vanadium Carbide Coatings Deposited on AISI 52100 (ShKh15) Steel by Thermo-Reactive Diffusion[J]. Metal Science and Heat Treatment, 2020, 61(11): 738-742.
[15] ZHANG Yanjie, CHEN Hui, GAO Zhangyu, et al. Effects of Technological Conditions and Substrate Material on TD Coatings[J]. Applied Mechanics and Materials, 2014, 590: 271-275.
[16] AGHAIE-KHAFRI M, FAZLALIPOUR F. Vanadium Carbide Coatings on Die Steel Deposited by the Thermo- Reactive Diffusion Technique[J]. Journal of Physics and Chemistry of Solids, 2008, 69(10): 2465-2470.
[17] WANG Dongsheng, LIANG Erjun, CHAO Mingju, et al. Investigation on the Microstructure and Cracking Susceptibility of Laser-Clad V2O5/NiCrBSiC Alloy Coatings[J]. Surface and Coatings Technology, 2008, 202(8): 1371-1378.
[18] WANG Biao, WANG Yudong, ZHANG Zihua. Preparation and Its Properties of Vanadium Carbide Coating through B4C Reducing V2O5[J]. Engineering Sciences, 2005, 3(1): 46-50.
[19] KARPETS’ M V, MYSLYVCHENKO O M, MAKARENKO O S, et al. Effect of Nickel on the Structure and Phase Composition of the VCrMnFeCoNi x High-Entropy Alloy[J]. Journal of Superhard Materials, 2015, 37(3): 182-188.
[20] 孔德军, 王进春, 郭皓元. TD处理制备的VC涂层XPS谱与EDS面扫描分析[J]. 稀有金属材料与工程, 2016, 45(2): 297-302.
KONG De-jun, WANG Jin-chun, GUO Hao-yuan. XPS Spectrum and EDS Surface Scanning Analysis of VC Coating Prepared by TD Treatment[J]. Rare Metal Materials and Engineering, 2016, 45(2): 297-302.
[21] GÜNEN A, KALKANDELEN M, GÖK M S, et al. Characteristics and High Temperature Wear Behavior of Chrome Vanadium Carbide Composite Coatings Produced by Thermo-Reactive Diffusion[J]. Surface and Coatings Technology, 2020, 402: 126402.
[22] GHADI A, SAGHAFIAN H, SOLTANIEH M, et al. Diffusion Mechanism in Molten Salt Baths during the Production of Carbide Coatings via Thermal Reactive Diffusion[J]. International Journal of Minerals, Metallurgy, and Materials, 2017, 24(12): 1448-1458.
[23] 万伟. TD盐浴法制备LD钢碳化钒覆层及其摩擦磨损性能研究[D]. 南昌: 南昌航空大学, 2015, 48(7): 45-60.
WAN Wei. Study on Friction and Wear Property of Vanadium Carbide Layer Prepared on LD Steel by TD Salt- Bath[D]. Nanchang: Nanchang Hangkong University, 2015, 48(7): 45-60.
Performance for Inner Surface Coating of Slender Hole Based on TD Coating Treatment Technology
1,1,1,2,3,4,1
(1. School of Machinery and Rail Transit, Changzhou University, Jiangsu Changzhou 213164, China; 2. Changzhou High Technology Research Key Laboratory of Mould Advanced Manufacturing, Jiangsu Changzhou 213164, China; 3. Nanjing Boiler and Pressure Vessel Inspection Institute, Nanjing 210009, China; 4. Jiangsu Qianjiahui Intelligent Equipment Technology Co., Ltd., Jiangsu Suqian 223900, China)
The work aims to study the effects of TD treatment technology on the forming thickness, morphology and surface hardness of the inner wall of the slender hole, and the micro-morphology and formation reasons of the coating formed on the inner surface of the hole by thermal diffusion carbide coating treatment technology under the conditions of different hole diameters and hole lengths.The most widely used vanadium carbide coating formula was applied to coat the sample, and the corresponding vanadium carbide coatings were obtained on the inner wall surface of the sample. The phase composition of the inner surface after treatment was analyzed by X-ray powder diffraction experiment (XRPD). The thickness of the formed coating was measured with an optical microscope. The microstructure of the surface coating was analyzed with a scanning electron microscope (SEM). The bond strength between the coating and the substrate was measured with a scratch tester. The surface hardness was measured with a microhardness tester. A layer of vanadium carbide coating was successfully found on the inner wall surface of holes with different hole diameters. The thinnest part was 3.06 μm of 3 mm hole sample. The thickest part was 5.29 μm of 6 mm hole sample. In the hardness test experiment, compared with the raw materials without coating treatment, the hardness of the inner wall of the hole after coating was strengthened. The strengthening effect of 6 mm hole was the best. The maximum surface hardness reached 1 767.8HV2/15. The thickness of inner surface coating after TD treatment increases with the increase of hole diameter. At the same time, the thickness and surface hardness of the coating are positively correlated with the hole diameter. With the change of hole length, it will decrease first and then increase. The vanadium carbide coating formed can effectively improve the surface hardness of the material.
TD treatment; vanadium carbide coating; surface hardness; hole inner surface
2021-09-27;
2022-02-28
CHEN Chen (1997-), Male, Master, Research focus: mechanical manufacturing and automation, Surface modification of materials.
宋瑞宏(1969—),男,硕士,高级工程师,主要研究方向为机械制造及其自动化、材料表面改性。
SONG Rui-hong (1969-), Male, Master, Senior engineer, Research focus: mechanical manufacturing and automation, surface modification of materials.
陈晨, 史文杰, 宋瑞宏, 等. 基于TD覆层处理技术的细长孔内表面覆层性能[J]. 表面技术, 2022, 51(9): 342-350.
TG156.99
A
1001-3660(2022)09-0342-09
10.16490/j.cnki.issn.1001-3660.2022.09.000
2021–09–27;
2022–02–28
常州市模具先进制造高技术研究重点实验室开放基金(2019–03);泗洪县重点科技研发计划(H201805)
Fund:Open Fund of Changzhou High Technology Research Key Laboratory of Mould Advanced Manufacturing (2019-03); Key Technology Research and Development Program of Sihong County-Industry Outlook and Common Key Technology (H201805)
陈晨(1997—),男,硕士,主要研究方向为机械制造及其自动化、材料表面改性。
CHEN Chen, SHI Wen-jie, SONG Rui-hong, et al. Performance for Inner Surface Coating of Slender Hole Based on TD Coating Treatment Technology[J]. Surface Technology, 2022, 51(9): 342-350.
责任编辑:彭颋
