响应面法优化高压均质破碎重组汉逊酵母细胞的工艺条件
2022-09-17张生琰王玢邵志伟陈卓涛杨林鹏谢忆李薇雷清杨俊杰
张生琰,王玢,邵志伟,陈卓涛,杨林鹏,谢忆,李薇,雷清,杨俊杰
兰州生物制品研究所有限责任公司中试研究室甘肃省疫苗工程技术研究中心,甘肃 兰州 730046
近年来,随着生物工程技术的发展,通过重组DNA技术构建重组工程菌以用于生物制品的研发和生产得到人们的广泛关注。部分重组工程菌所生成的目的蛋白在培养过程中不分泌至发酵液中,而是聚集在细胞内,此时提取目的蛋白的第一步就是要破碎细胞以释放目的蛋白[1]。目前,常用的细胞破碎方法分为机械法和非机械法两种,机械法包括高压匀浆法、超声破碎法、压榨法、球磨法等,非机械法包括酶溶法、干燥冷冻法等,每种破碎法都有其优缺点,其中高压匀浆法具有操作简单、成本低、处理量大、后续分离简单、易于工艺放大等优势,尤其适用于工业化生产中[2-3]。
高压匀浆破碎细胞的过程受均质压力、均质次数、均质酵母质量分数、均质时间、均质温度等因素的影响,而均质时间受均质机性能所限且与均质次数相关[4]。市售高压均质机在高压均质的过程中大多均能够将均质料液的温度控制在10℃以下,因此均质压力、均质次数、均质酵母质量分数3个因素是影响高压均质的关键工艺参数[5]。从质量源于设计(Quality by Design,QbD)理念的角度优化重组汉逊酵母细胞高压匀浆破碎工艺的研究尚未见报道,基于此,本文选用高压匀浆法破碎重组汉逊酵母细胞,响应面法优化均质压力、均质次数、均质酵母质量分数3个关键工艺参数,探讨其对重组汉逊酵母细胞高压匀浆破碎工艺的影响,现将结果报道如下。
1 材料与方法
1.1 发酵液 重组汉逊酵母细胞发酵液由兰州生物制品研究所有限责任公司中试研究室制备,批号分别为20190605、20190802和20190907,-20℃保存。
1.2 主要试剂及仪器 十二水合磷酸氢二钠、二水合磷酸二氢钠、氯化钠、乙二胺四乙酸二钠、异丙醇(均为分析纯)购自国药集团化学试剂有限公司;苯甲基磺酰氟(分析纯)购自美国默克制药公司;AH100B型ATS高压均质机购自安拓思纳米技术(苏州)有限公司。
1.3 重组汉逊酵母细胞的破碎 取3 L重组汉逊酵母细胞浓缩发酵液,室温融化后,加入PBS缓冲液稀释发酵液至均质酵母质量分数分别为8%、10%和12%,分别加入乙二胺四乙酸二钠缓冲液(1%,V/V)和苯甲基磺酰氟溶液(1%,V/V),搅拌10 min,采用高压均质机对上述发酵液在一定的均质压力下循环破碎处理。
1.4 酵母细胞破碎率测定方法 取1 mL破碎前后细胞悬液,稀释10 000倍后,取1滴加至血细胞计数板上,光学显微镜下计数完整细胞,每个样品计数3次后取均值,按下式计算酵母细胞破碎率[6]。
细胞破碎率(%)=(破碎前完整细胞数-破碎后完整细胞数)/破碎前完整细胞数×100%
1.5 Box-Behnken设计 应用Design-Expert软件,根据Box-Behnken中心组合试验设计方案,以均质压力(A)、均质次数(B)、均质酵母质量分数(C)为影响因素,酵母细胞破碎率(Y)为响应值,进行3因素3水平响应面试验,分别进行17组试验,其中包括5个中心点重复,见表1。用响应曲面法建立二阶数学模型,考察各因素对酵母细胞破碎率的影响。通过Design-Expert软件基于二次多项式回归模型建立设计空间,设定关键工艺评价指标细胞破碎率为50%~100%。
表1 Box-Behnken中心组合试验设计因素水平Tab.1 Factors and levels in Box-Behnken center-united experiment design
1.6 规模化工艺验证 考虑到规模化生产中发酵料液的量较大,为减少破碎料液,缩短破碎时间,保持破碎工艺在4~8℃范围内进行,在规模化生产中最终选择均质酵母质量分数为10%。规模化生产中其他参数设置参考所得的参数操作空间范围,均质压力选择1 200 bar,均质次数选择3次。取3批重组汉逊酵母细胞发酵液,每批12 L,处理发酵液使均质酵母质量分数为10%,用AH100B型ATS高压均质机在1 200 bar的压力下均质3次,破碎前后取样10 mL,检测细胞数并计算酵母细胞破碎率。
1.7 统计学分析 应用Design-Expert 10.0软件对试验数据进行方差分析和回归分析,方差分析和回归方程的显著性检验采用F检验,以P<0.05判定为差异显著。多元回归模型拟合度采用R2表示,R2>0.9判定为优;拟合度失拟(Lack of Fit)以P>0.05判定为失拟不显著,说明回归模型与数据拟合较好。
2 结果
2.1 响应面试验 响应面试验设计结果见表2,所得数据通过Design-Expert软件进行回归分析,经回归拟合得回归方程为:Y(细胞破碎率)=41.51+11.15 A+7.64 B+7.62 C-0.97 AB-1.64 AC+6.04 BC+8.55 A2+1.67 B2+3.50 C2,拟合相关系数R2为0.963 2,提示Y的真实值与预测值之间有较好的拟合度,可用此模型来预测Y的真实情况。
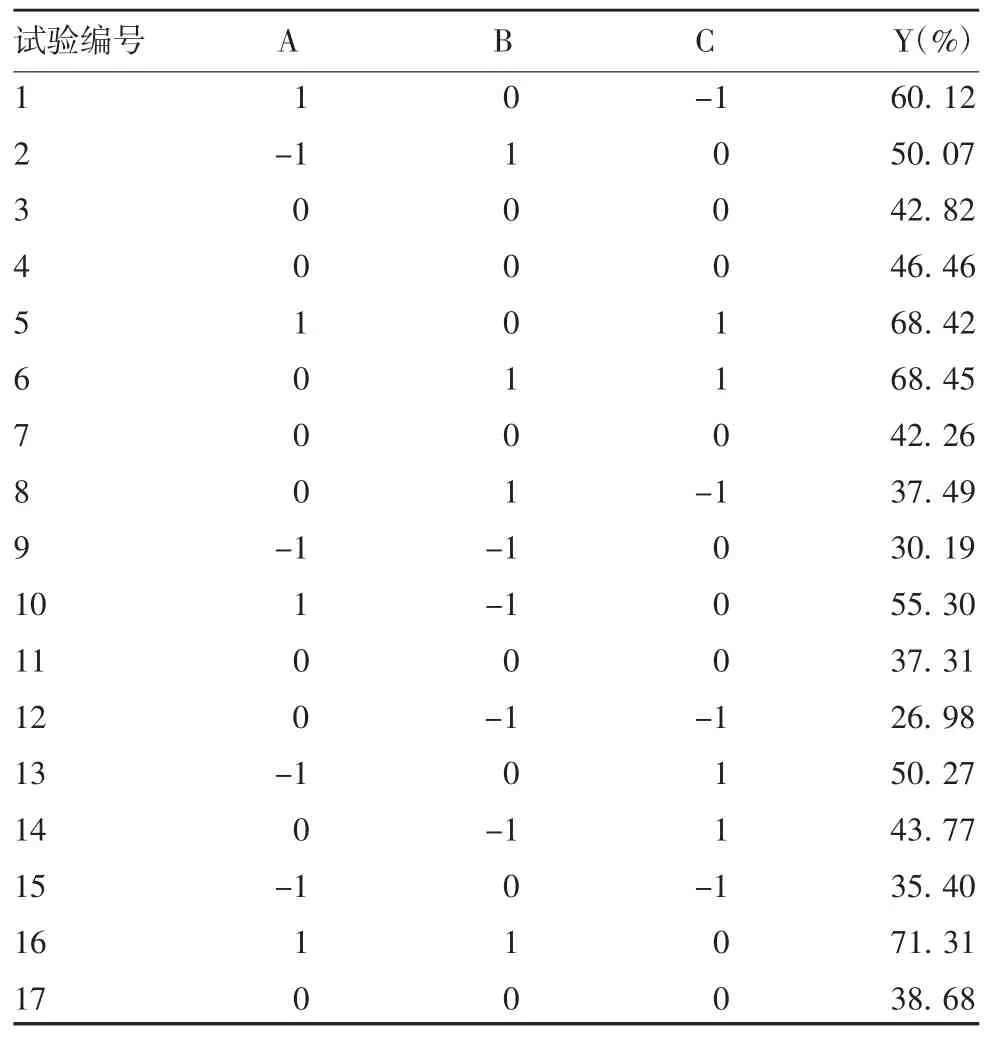
表2 Box-Behnken中心组合试验设计及其结果Tab.2 Design and results of Box-Behnken center-united experiment
用Box-Behnken设计构建数学模型,方差分析及显著性检验结果见表3,回归拟合模型明显显著(P<0.01),失拟项不显著(P>0.05),模型的拟合相关系数R2为0.963 2,提示所建立的数学模型拟合程度较好,可用此模型来对重组汉逊酵母细胞的高压均质破碎工艺进行分析和预测。响应值Y(细胞破碎率)与A、B、C、A2差异明显显著(P<0.01),与BC差异显著(P<0.05),与AB、AC、B2、C2差异不显著(P>0.05),提示各实验因素对细胞破碎率的影响非简单的线性关系。
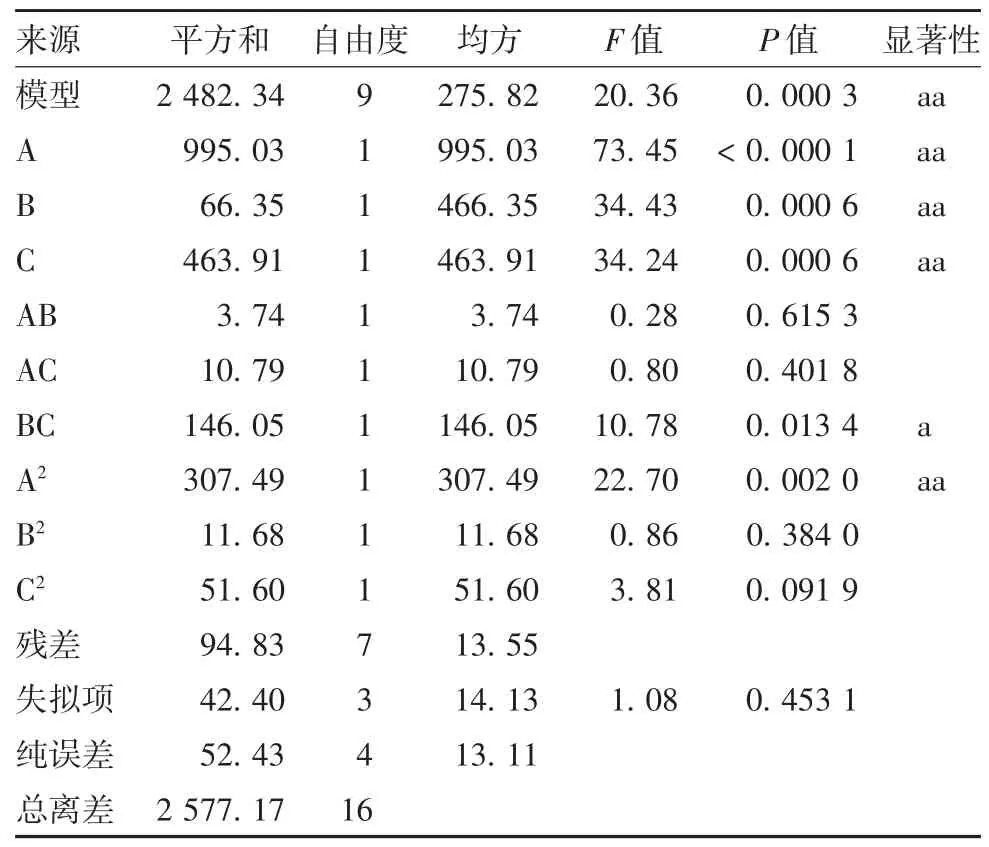
表3 回归模型方差分析及显著性检验Tab.3 Variance analysis of regression model and significance test
通过Design-Expert软件对回归拟合模型进行响应面分析,可得到各响应面的立体分析图,见图1~3。对回归方程求解,获得模型极值点,均质压力为1 200 bar,均质次数为4次,均质酵母质量分数为12%,预测破碎率为85.05%。
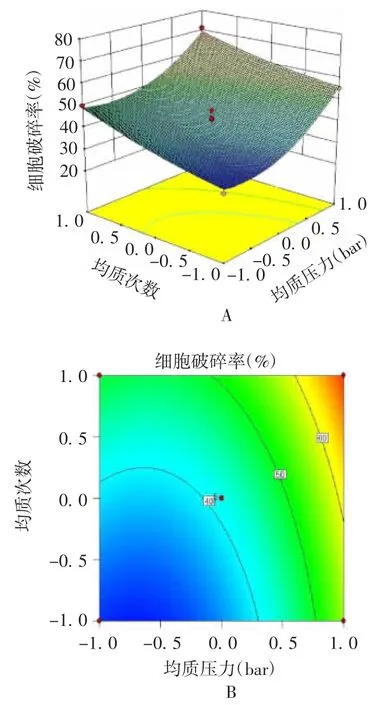
图1 均质压力和均质次数交互影响的三维曲面图(A)和等高线图(B)Fig.1 Three-dimensional surface(A)and contour(B)plots of mutual-influence of homogeneous pressure and homogeneous times
2.2 构建设计空间 得到操作空间范围为:均质压力1 125~1 200 bar,均质次数3~4次,均质酵母质量分数12%。见图4。
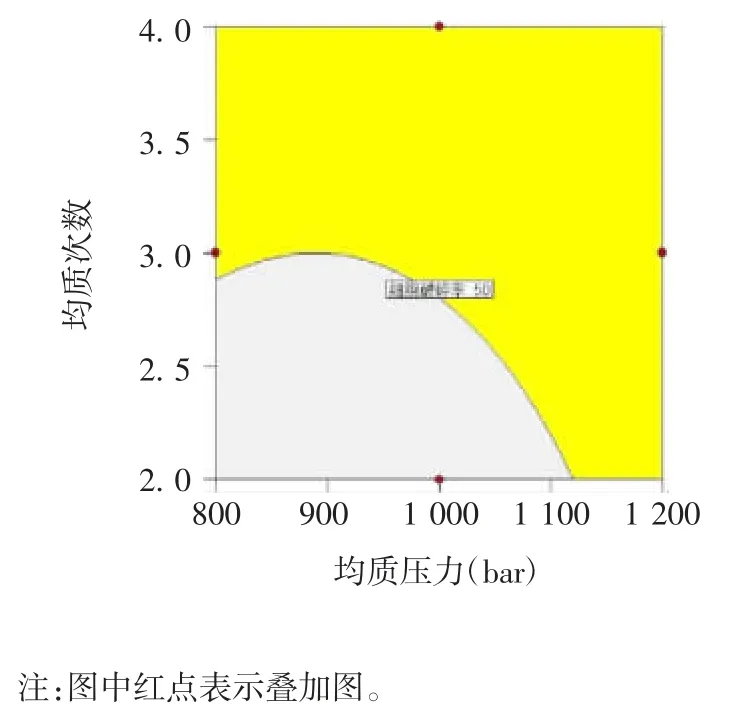
图4 设计空间二维图Fig.4 2D plot of design space
2.3 规模化工艺验证结果3批重组汉逊酵母细胞发酵液检测结果显示,细胞破碎率均达到65%以上,该值在响应值设计空间范围内,验证了构建的参数参考空间,见表4。

表4 破碎试验的细胞总破碎率比较Tab.4 Total cell disruption rate in disruption test

图2 均质压力和均质酵母质量分数交互影响的三维曲面图(A)和等高线图(B)Fig.2 Three-dimensional surface(A)and contour(B)plots of mutual-influence of homogeneous pressure and homogeneous yeast mass fraction
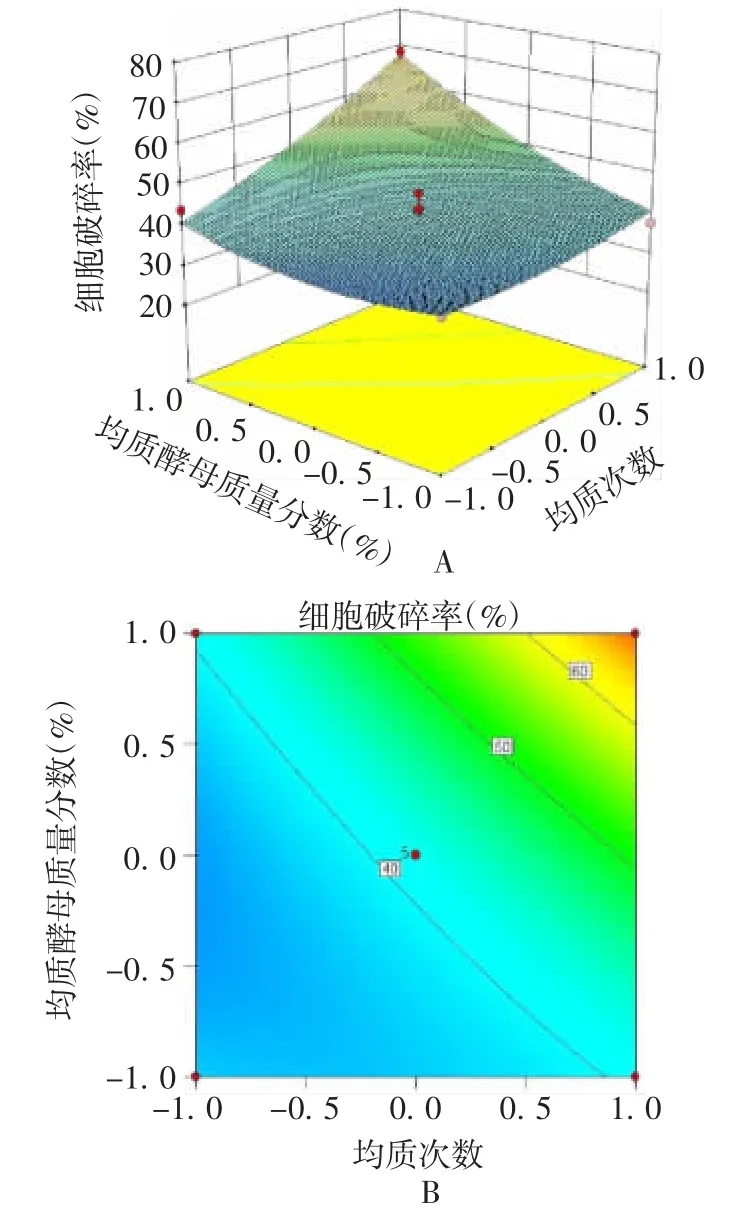
图3 均质次数和均质酵母质量分数交互影响的三维曲面图(A)和等高线图(B)Fig.3 Three-dimensional surface(A)and contour(B)plots of mutual-influence of homogeneous times and homogeneous yeast mass fraction
3 讨论
要获得重组汉逊酵母细胞表达的胞内目的蛋白就需要进行细胞破碎,而细胞破碎结果会影响破碎后目的蛋白的产量、目的蛋白的活性、细胞碎片的去除、小分子杂质的去除等,因此选择合适的细胞破碎方法并制定高效的细胞破碎工艺在工业生产中显得至关重要[7-8]。高压均质破碎法属于物理破碎方式,是将细胞在高压腔体内进行撞击、剪切,使得细胞受到对流撞击、高速剪切、高频振荡、空穴现象等物理作用和热效应,从而破坏细胞壁结构,达到破碎细胞的目的,具有破碎时间短、能够连续运行、不产生二次污染、处理量大的优点,适用于工业化大规模生产,然而其细胞破碎率较低,限制了其广泛的应用[9]。
细胞高压均质破碎的生产工艺受到许多工艺参数的影响,其中均质压力、均质次数、均质酵母质量分数、均质料液温度、均质时间等均为关键工艺参数,这些参数相互影响,共同影响细胞的破碎效果,为获得最佳的破碎工艺条件以提高生产效率、降低生产成本,有必要对这些关键工艺参数进行优化[10]。根据以往的工作经验和实际操作情况及文献报道[11-12],在重组汉逊酵母细胞高压均质破碎的工艺优化中,选取均质压力、均质次数及均质酵母质量分数3个关键工艺参数作为优化的参数。本试验采用响应面优化法,以多元高次回归函数模型为预测工具,对各参数与细胞破碎率的关系进行曲线拟合,分析拟合函数的响应面和等高线图,获得了各参数与响应面之间的相关性关系,最终得到重组汉逊酵母细胞高压均质破碎工艺的最佳参数设置为均质压力1 200 bar,均质次数4次,均质酵母质量分数12%,在此条件下,酵母细胞的破碎率能够达到85.05%。
本研究中,通过设计空间的构建,获得本工艺的操作空间为均质压力1 125~1 200 bar,均质次数3~4次,均质酵母质量分数12%。高压均质机在均质的过程中会破坏酵母细胞壁和整个细胞的结构。从提高细胞破碎率的角度看,提高均质压力有利于破碎效果的提高,然而均质压力越高,均质机的磨损越大,会影响设备的使用寿命,另外动力消耗也会增大[13]。因此,为延长均质机使用寿命、降低能耗,结合ATS均质机本身特性,本工艺最终确定实际的均质压力参数为1 200 bar。在一定压力下,一次的均质只能使部分酵母细胞破碎,要获得高破碎效果就需重复多次破碎,而均质次数也并不是越多越好,在实际工艺操作中,均质次数多会导致细胞内其他内含物大量释放,为后续处理工艺增加困难,还有可能影响目的蛋白的结构及其收率[14]。基于此,本工艺最终确定实际的均质次数为3次。酵母细胞发酵液为非牛顿型流体,发酵液浓度越大,流体的表观黏度越大,而高压均质破碎细胞的作用原理之一是流体对细胞的剪切力,剪切力的大小受到黏度的影响,因此,提高细胞发酵液的浓度会导致高压均质破碎效果的降低[15],这也在本文得到验证。本研究得到的最佳均质酵母质量分数为12%。虽然低浓度细胞发酵液能够获得较高的酵母细胞破碎率,但提高均质酵母质量分数就会增加酵母细胞均质料液的用量,在实际的规模化工业生产中,这个增加的用量可能会达到上百升,会增加均质破碎的工作量,导致破碎操作时间延长,增加成本,另外提高均质酵母质量分数还会导致目的蛋白浓度降低,使得后续分离纯化过程工作量加大。综合利弊,本工艺最终确定实际的均质酵母质量分数为10%。
本研究取3批料液对最终确定的工艺参数进行了规模化验证,结果显示,各批次细胞破碎率均在65%以上,在试验设计范围内,说明试验结果有较好的稳健性和适应性。规模化工艺验证中操作参数的选择考虑了实际的工艺需求,操作参数为均质压力1 200 bar、均质次数3次、均质酵母质量分数10%,获得的细胞破碎率在65%以上,这远远未达到预测破碎率85.05%,是由于预测破碎率是在模型极点值(均质压力1 200 bar,均质次数4次,均质酵母质量分数12%)的理想数据,实际规模化工艺考虑到实际工艺需求,并未应用理想的操作参数,导致实际细胞破碎率未达到预测破碎率。在未进行工艺优化前,本课题组在这步工艺的细胞破碎率约为50%,经响应面优化后细胞破碎率达到65%以上,这对于整个工艺最终产品回收率的提高有重要的意义。另外本研究中获得了参数的操作空间,这也有助于工业化大规模细胞破碎中工艺的稳健。
对于细胞破碎工艺的研究,细胞破碎率、目的蛋白活性回收率及破碎过程中杂质量的增多均是需要考察的重要指标。本研究中的重组汉逊酵母细胞破碎是用于细胞内病毒样颗粒的释放,而本课题组病毒样颗粒在破碎液中的活性检测方法尚未建立,因此无法获得目的蛋白活性回收率这一重要指标,在之前的研究中,考虑用总蛋白释出度来替代目的蛋白活性回收率,大量的试验数据显示,总蛋白释出度与细胞破碎率具有较好的一致性,因此仅选择细胞破碎率作为响应值。另外,破碎过程中宿主细胞、宿主蛋白、宿主DNA等杂质在后续聚乙二醇沉淀这一步会得到充分去除,因此也未将这一指标作为响应值。
综上所述,本研究基于QbD的理念,采用响应面法对重组汉逊酵母细胞高压均质破碎工艺进行优化,建立了稳定的高压均质破碎工艺,在试验结果和规模化工业生产之间取得了平衡,能够用于后续破碎工艺的开发放大。
