宝石圆棒外圆加工工艺应用试验*
2022-09-14雷靖
雷 靖
(重庆川仪自动化股份有限公司晶体科技分公司,重庆 400702)
0 引 言
人造蓝宝石晶体材料(以下简称蓝宝石),其主要化学成分为三氧化二铝,由于特殊的分子结构使其具有良好的机械性能和物理性能;同时由于其具有耐腐蚀、耐磨损、热稳定性以及化学稳定性好、光学性能良好等特点,其加工成的刚玉圆棒,常被用于医学、精密机械、精密测量与检测以及激光技术应用等方面,并对宝石圆棒圆柱面的光洁度、圆度以及圆柱度有较高要求。蓝宝石硬度高(莫氏9级,仅次于天然钻石)、脆性大、可加工性较差[1],采取传统的车铣等方式不能对其进行加工,同时由于其高硬度的特性,一般的刀具和磨料也不能对其进行加工。
重庆川仪自动化股份有限公司晶体科技分公司对宝石加工特性进行了长期研究分析,对其不同的晶向具有的不同特性和加工性能进行对比分析,自主创新形成了一套独立的加工工艺,满足了高效液相色谱(HPLC)使用要求,高表面质量便于清洗,无残留,不污染测试液体,高表面质量、良好的圆度及圆柱度,有利于提高密封性,经过生产销售,能够满足迈瑞医疗、日本京瓷等客户的使用要求,HPLC所达到的高分辨率和高灵敏度,使分离和同时测定性质上十分相近的物质成为可能,能够分离复杂相体中的微量成分。
笔者重点进行了宝石圆棒粗磨圆工艺研究、抛光外圆工艺改进,实现了高精度外圆表面控制,圆度、圆柱度控制水平达到国际先进水平。
1 磨粗圆工艺研究
蓝宝石由于其高硬度特性,只能采取带金刚石磨料的相关磨具对其进行加工,以某客户图纸为例,如图1,通过多线切割机完成方梗的加工,然后再采用45°V型槽工装进行粘接,然后置于金刚石磨盘上进行磨削,此工序重复四次,使其由四方方梗加工成正八面体,再采用粒子磨圆机进行粗成形磨圆,如图2。

图1 某柱塞棒技术要求
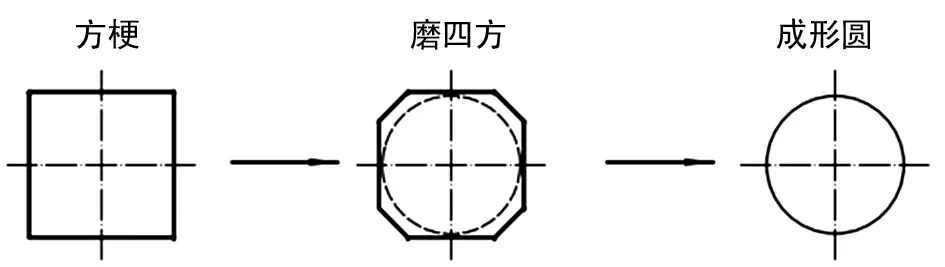
图2 粗坯形成流程
工作砂轮采用金刚石烧结磨具,加工过程中高速旋转以起到磨削作用,辅助轮外圆一般为胶木或有机合成材料,俗称导轮,导轮自身转速很低,一般为20~30 r/min,工件放于两轮之间,下方有一块托板,两轮与托板组成V型定位面托住工件,导轮轴线与工作砂轮轴线存在一定的角度,在加工过程中,工件受到两个方向的力,一个用于带动工件旋转,即工件的圆周进给速度;另一个用于工件轴向移动,即工件的纵向进给速度,二者缺一不可,既保证了稳定的切削力,又可以使工件沿着固定方向逐步往纵向方向移动,从而保证圆度以及圆柱度。同时为了保证工件的稳定加工,导轮和工件的接触部位必须修整成一条直线。由于磨床本身精度高,传动平稳,因此磨削精度可达到IT8~IT5,同时圆度以及圆柱度可达0.005~0.01 mm,通过此方法可保证磨粗圆工序稳定批量加工,粗加工外圆尺寸加工至φ6.10。
2 抛光外圆工艺改进设计
由于磨床的砂轮只能采用结合剂磨轮进行加工,如果砂轮粒度太细,磨削力不够,磨削过程中会打滑,进而造成外圆表面有凹坑、划痕等缺陷,通过反复试验论证,其表面粗糙度最高只能达到Rz0.8~Rz1.6,如表1。距离我们的目标Rz0.1还比较遥远,因此需要重新设计一条工艺路线对工件进行抛光。
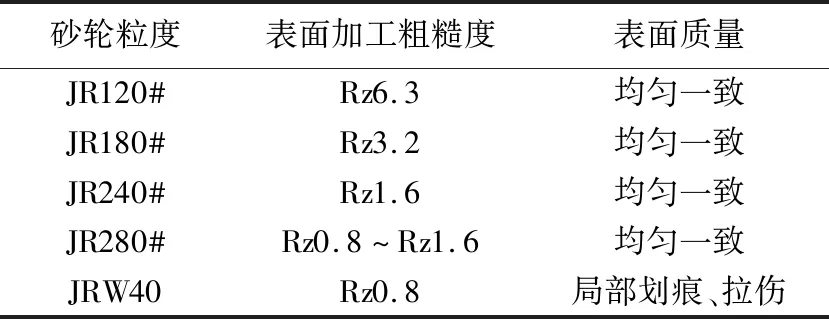
表1 加工表面对比表
2.1 制定加工工艺
通过蓝宝石的特性得知,其加工所需的工具只能采用以金刚石粉料为基础的各类磨具,而为了保证圆度和圆柱度又必须让其充分且均匀旋转。硬脆材料为了提高表面质量,通常会采用材质较软的加工工具,且为了更高的光洁度要求,磨料只能采用金刚石悬浮液进行磨削[2]。
结合重庆川仪自动化股份有限公司晶体科技分公司几十年的宝石加工经验,在抛光过程中,影响工件圆度以及圆柱度的主要因素有:①工件的旋转不充分;②工件的旋转中心线与机床的旋转轴心线不平行。因此,需要针对性地设计治具和加工工艺,结合美标微粉标准,如表2,选取合适的金刚石微粉粒度,采用铸铁材质的上下磨盘结合7 μ微粉液进行细加工,然后再使用紫铜材质的磨盘加1 μ的微粉液进行抛光加工,且为了保证排屑以及微粉不报团,在上下盘面上采用NC车床均匀开0.50×0.50的螺旋槽。加工设备选取市场上常见数控气动加压机,其下盘可控制性旋转,转速可调,上盘可气动施加可控性压力,可将工件置于上下盘之间,通过下盘旋转带动工件旋转,再从上盘通道滴加金刚石悬浮液,即可实现预期目标。
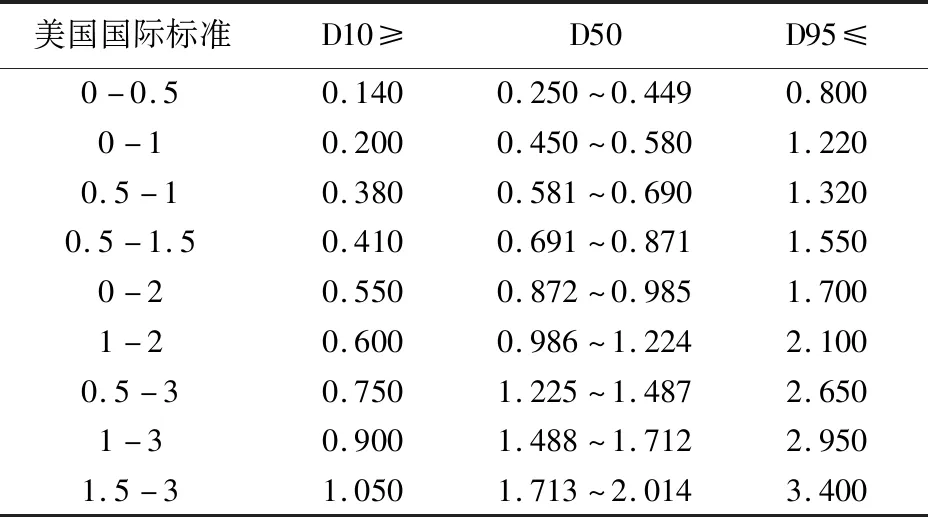
表2 金刚石微粉粒度对照表 /μm
2.2 设计治具
假想在上下磨盘之间插入一块治具,使工件在相对固定的范围内随着下盘的转动而转动,按照动力学的基本原理的要求设计一款治具,如图3,治具依靠工件外形尺寸进行设计,其厚度为工件直径的四分之三,限位槽沿同一轴心线偏移角度α,使工件在加工过程中既受到来自轴向的推力,又受到径向的阻力,角度的偏转可尽量减少因内外圈线速度不一样带来的外形尺寸影响,可使工件沿着机床轴心线充分旋转,从而使工件的圆度和圆柱度得到保证,工件尺寸为φ6.00×40.00,通过NC加工中心进行治具的一次性成型加工,限位槽基本尺寸为6.50×42.00,沿轴心旋转角度α进行圆形阵列,中心开孔通过上盘进行周向定位,保证充分旋转[3],治具加工好后进行超声波清洗,以备使用。
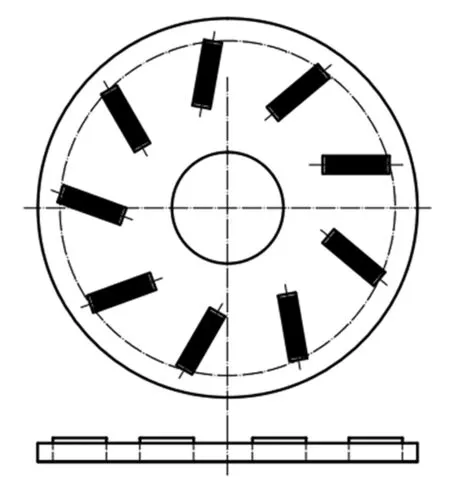
图3 治具设计图
2.3 试验论证
按工艺流程所述,先采用铸铁材质的上下磨盘结合7μ微粉液进行细加工,然后再使用紫铜材质的磨盘加1μ的微粉液进行抛光加工,在宝石圆棒加工中,想要抛光后形成高质量、高光洁度和高精度的工件,其抛光前的表面质量也就是细加工质量应达到较高的要求,其表面粗糙度应达到Rz0.4以上,圆度以及圆柱度应达到3.5 μm以下,整体表面均匀一致,无拉伤、划痕,无明显加工痕迹,其次是抛光圆棒工艺,众所周知,蓝宝石光学镜片的各种抛光技术在很多文献中均有介绍,但是抛光宝石圆棒的介绍却寥寥无几,我公司通过长期研究和试验证明,微粉的颗粒均匀性、研磨盘材质的选用、下盘的转速、治具的合理设计是造成工件表面和圆度、圆柱度的主要影响因素。
2.3.1 细加工外圆工艺
首先清洗研磨盘,下盘开启转动,转速10 r/min,采用沾有煤油的棉花从内圈往外圈以逐步递进的方式进行擦拭,确保下盘无残留铁屑,将治具置于下盘上,工件沿着治具的方槽顺时针摆放至里面,滴加微粉悬浮液,将上盘置于工件上,机床施加气动压力,调整压力参数和下盘转速,通过设置不同的加工时间,开启试验论证,通过基础验证,其下盘最大转速不能超过50 r/min,其施加压力最大不能超过0.5 MPa,否则工件会产生崩边,外圆尺寸均以加工至φ6.02+/-0.005 mm为基准,其结果如表3。
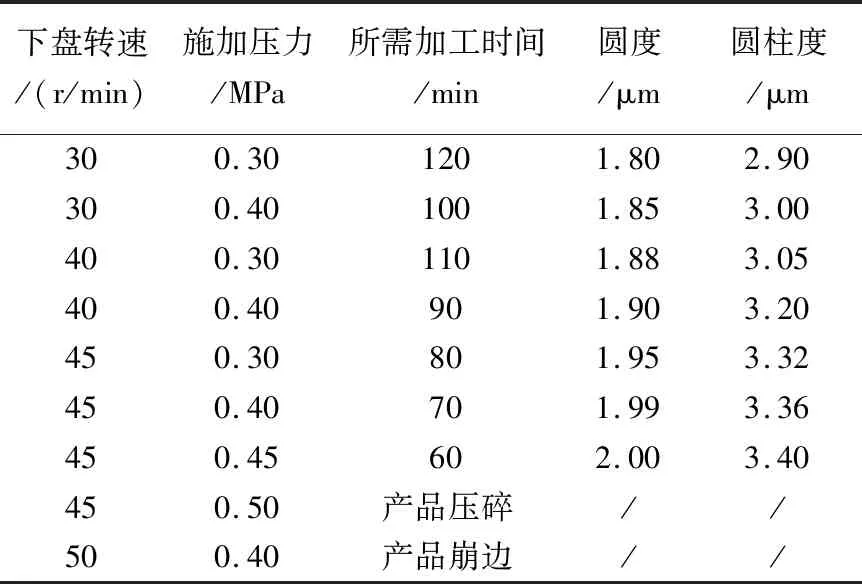
表3 不同加工参数对工件细加工时间和形位公差的影响
通过分析表格数据,在保证工件圆度和圆柱度的情况下,在下盘转速45 r/min,施加压力0.45 MPa时,其加工效率达到最优化。将加工的工件置于160倍光学显微镜下进行检验,可见其表面均匀一致,再采用粗糙度测量仪进行检测,其表面光洁度达到Rz0.4,符合细加工各项指标要求,将工件采用超声波加清洗液的方式进行清洗,确保金刚石微米彻底清洗干净。
2.3.2 抛光外圆工艺
通过多次反复试验论证,采用硬度稍软的紫铜盘抛光的产品效果最好,参照细加工的方式,先对研磨盘进行清洗,金刚石微粉采用1 μm,由于该粒度已经很小,切削力有限,在加工过程中工件极易因为切削力不够造成表面划伤,同时如果微粉颗粒分布不均匀,其工件表面也会受到损伤,所以我公司采用先进的Bettersize 2600丹东百特激光粒度分布仪对进厂微粉进行检测,合格后方可使用,如图4。
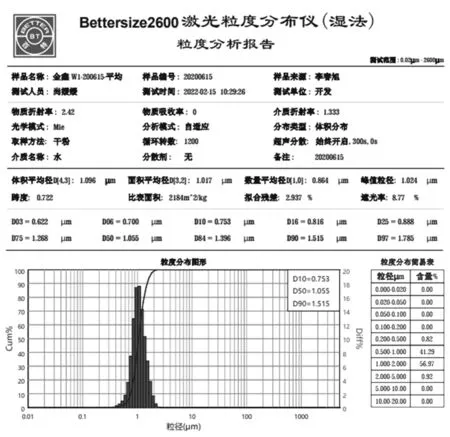
图4 激光粒度分布仪检测1 μm微粉
采用金刚石微粉悬浮液进行抛光,实际上是去除前工序粒度过粗造成的表面损伤层[4],在抛光过程中,由于1μm微粉切削力偏小,因此不能为了效率盲目地增加转速和压力,通过多次验证,其转速在30 r/min,施加压力在0.3 MPa,累计抛光时间为90 min时,其圆度和圆柱度达到最佳,其圆度和圆柱度如图5、6所示采用国际先进的585HS泰勒圆度仪进行检测,圆度达到1.54 μm,圆柱度达到2.62 μm。
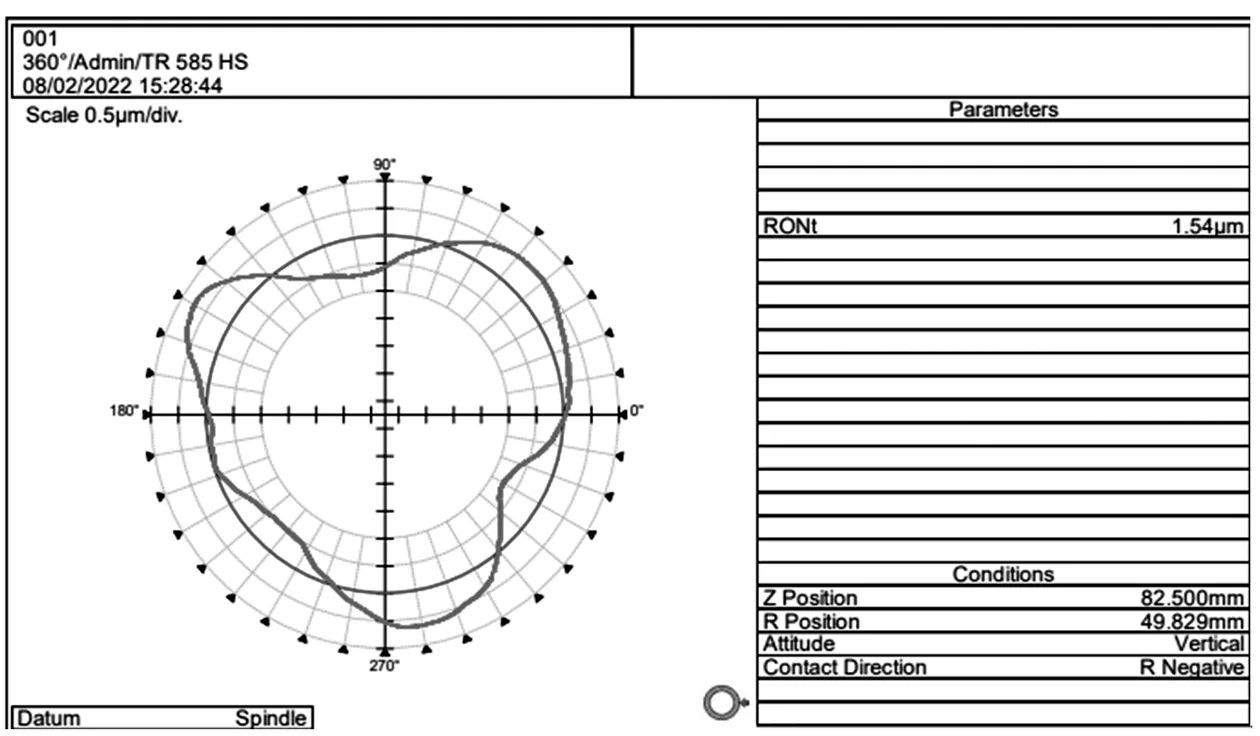
图5 泰勒圆度仪检测圆度
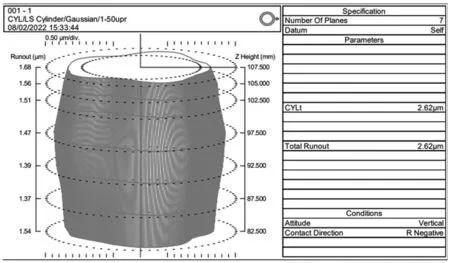
图6 泰勒圆度仪检测圆柱度
在160倍光学显微镜下观察,其表面均匀,无划痕,光洁度达到Rz0.1,同时对陶瓷材料产品进行验证,均能够满足要求。
3 结 语
文中采用上下研磨盘结合金刚石微粉悬浮液对蓝宝石、陶瓷硬脆材料进行外圆抛光加工,通过试验结果的对比分析,采用金刚石微粉悬浮液加研磨盘的方式,其外圆表面可达到Rz0.1。通过设计合理治具,调整加工参数,其加工外圆圆度可达1.54 μm,圆柱度可达2.62 μm,满足高精端市场3 μm以内的需求。该加工方式能够满足蓝宝石、陶瓷等硬脆材料的加工需求。此次研究对于硬脆材料的加工发展有较好的促进作用。注塞棒外圆抛光表面、圆度、圆柱度水平的提高,有利于液相色谱仪的技术进步,推动国产HPLC市场的发展。
